1
.Изобретение относится .к сварке трением и может быть использовано при сварке сплошной детали меньшего диаметра с трубчатой деталью большего диаметра через промежуточную вставку.
Целью изобретения является упрощение оборудования для сварки деталей трением через промежуточную вставку в случае сварки трубчатой детали и сплошной детали с диаметром, меньт
10
шим внутреннего диаметра трубчатой детали.
На чертеже изображено устройство для осуществления предлагаемого способа.
Сплошная деталь 1 устанавливается во вращающийся цанговый зажим (не показан) машины, трубчатая деталь
2закрепляется в неподвижном зажиме
3машины, а промежуточную вставку
4свободно устанавливают на задней бабке 5 машины. Вставка может быть установлена и в выполненной в трубт чатой детал кольцевой проточке. Моменты сил трения в стыках задают таким образом, чтобы на поверхности трения сплошной детали и вставки
он был ниже, чем на поверхности трения вставки и трубчатой детали. Это условие соблюдается, например, когда площади поверхностей сплошной и трубчатой деталей выбирают из соотношения S р. /Зспл / Ь, где 3 g -, площадь трущейся поверхности трубчатой детали; 2,.„. . площадь трущейся поверхСПА
ности сплошной детали. Если по конструктивным соображениям обеспечить значительную разницу моментов сил трения не удается (например, если диаметр сплошной заготовки приближается к внутреннему диаметру трубчатой), то момент сил трения для каждой пары можно выбирать за счет соответствующего изменения коэффициента трения. Так, например, для пары сплошная деталь - вставка коэффициент трения может быть уменьшен применением соответствующих смазок. Возможно также приме- . нение биметаллических вставок с раз- Личными коэффициентами трения для каждой пары.
Процесс сварки осуществляют за два цикла. Во время первого цикла включают осевую пОдачу детали 1, зажатой в цанговом зажиме передней
15
13372202
бабки машины, и поджимают вставку 4 к торцу неподвижно закрепленной детали 2, после чего деталь 1 приводят во вращение. Вследствие того, что момент трения в месте контакта детали 2 с вставкой 4 больше момента детали 1 с вставкой 4, последняя не получает вращения, так что нагрев имеет место только в зоне контакта с вставкой 4 детали 1. При остановке вращения детали 1 и приложении усилия осадки происходит сварка детали 1 с вставкой 4.
Второй цикл сварки осуществляют без переналадки машины и переустановки деталей. Сваренный узел (сплошная деталь 1 и вставка 4) при повторном включении машины приваривается к неподвижной детали 2.
Пример. При изготовлении валков осуществляют приварку сплошной цапфы 0 36 мм через промежуточную вставку 079 мм к трубчатой детали с 25 внутренним 065 мм. Материал сталь 2ОХ. Соотношение площадей трущихся поверхностей сплошной и трубчатой деталей 1582/1016 1 ,5. При зтом условии обеспечивается надежный контакт в.ставки с трубчатой деталью в момент приварки сплошной детали к вставке и хорошее качество сварного соединения.
Способ позволяет упростить оборудование для его реализации за счет исключения зажимов для -вставки и снизить трудоемкость процесса сварки трением сплошных и трубчатых деталей.
20
30
35
40
Формула изобретения Способ сварки трением через про- межуточную вставку, при котором свариваемые детали зажимают в зажимах и одну из них вращают относительно 45 вставки с осевой подачей, отличающий ся тем, что, с целью упрощения оборудования в случае сварки трубчатой детали и сплошной детали с диаметром, меньшим внутреннего диаметра трубчатой детали, момент сил трения, действующих на поверхности трения сплошной детали и вставки, задают ниже, чем на поверхности трения вставки и трубчатой детали, во вращение приводят зажим со сплошной деталью и сваривают ее сначала с вставкой, а затем получен- ньй сварной узел - с трубчатой деталью .
50
55
Формула изобретения Способ сварки трением через про- межуточную вставку, при котором свариваемые детали зажимают в зажимах и одну из них вращают относительно вставки с осевой подачей, отличающий ся тем, что, с целью упрощения оборудования в случае сварки трубчатой детали и сплошной детали с диаметром, меньшим внутреннего диаметра трубчатой детали, момент сил трения, действующих на поверхности трения сплошной детали и вставки, задают ниже, чем на поверхности трения вставки и трубчатой детали, во вращение приводят зажим со сплошной деталью и сваривают ее сначала с вставкой, а затем получен- ньй сварной узел - с трубчатой деталью .
Лп
W///////////7 m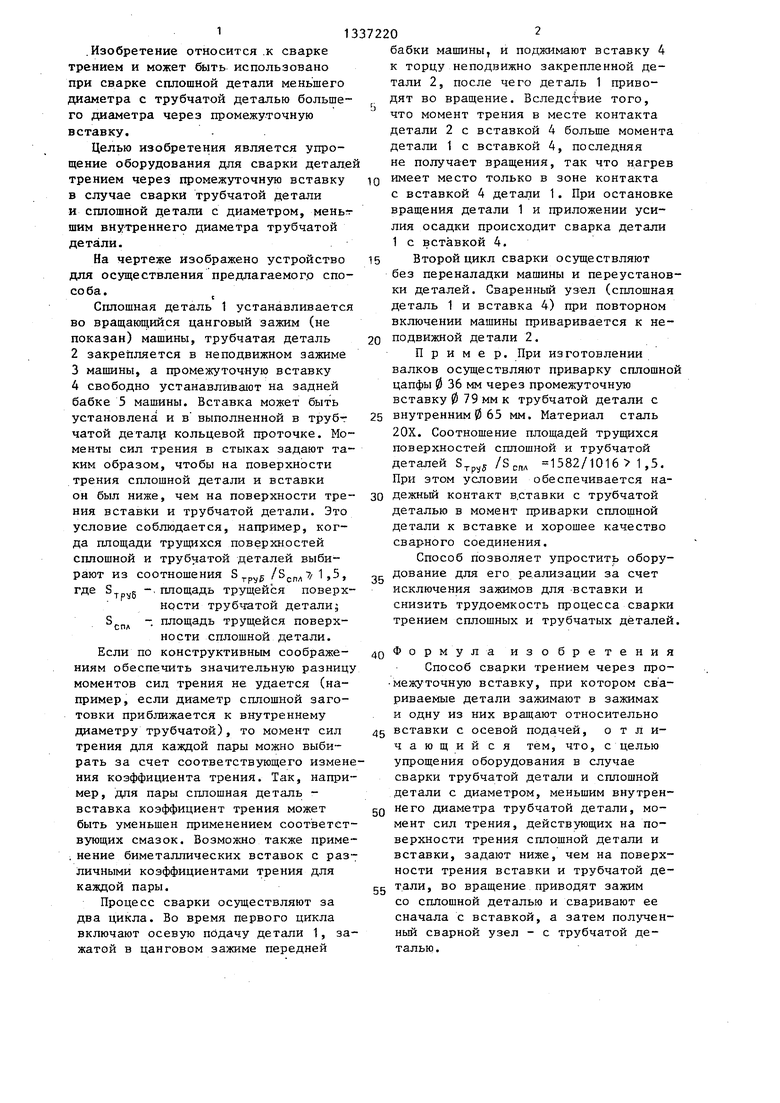
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |
| Машина для сварки трением | 1982 |
|
SU1073047A1 |
| Способ сварки трением | 1981 |
|
SU1047638A1 |
| Машина для сварки трением | 1987 |
|
SU1648691A1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| Способ устранения перекоса осей цилиндрических деталей при сварке трением | 1980 |
|
SU956198A1 |
| Устройство для орбитальной сваркиТРЕНиЕМ | 1979 |
|
SU814627A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277462C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
Изобретение относится к сварке трением и может быть использовано при сварке сплошной детали, меньшего диаметра с трубчатой деталью большего диаметра через промежуточную вставку. Целью изобретения является упрощение оборудования. Для этого момент сил трения, действующих на поверхности трения, сплошной детали и вставки, задают ниже, чем на поверхности трения вставки и трубчатой детали. Процесс сварки осуществляют за два цикла. Во время первого цикла включают осевую подачу сплошной детали, зажатой в зажиме шпинделя передней бабки машины,и поджимают вставку к торцу неподвижно закрепленной трубчатой детали, после чего сплошную деталь приводят во вращение. Вследствие того, что момент трения в месте контакта трубчатой детали с вставкой больше момента трения сплошной детали с вставкой, последняя на получает вращения, так что нагрев имеет место только в зоне контакта сплошной детали, с вставкой. При прекращении вращения сплошной детали и приложении усилия осадки происходит сварка сплошной детали с вставкой. Второй цикл сварки осуществляют без переналадки MamjiHbi и переустановки деталей. Сваренный узел (сплошная деталь и вставка) при повторном включении машины приваривается к неподвижной трубчатой детали. Упрощение оборудования обеспечивается за счет исключения зажимов для вставки. 1 ил. с (Л 00 со vi ю N3
Редактор Э. Слнган
Составитель И. Фелицина
Техред М.Дндык Корректор Н. Король
Заказ 4081/14 Тираж 974 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Сварка трением в автомобилестроении | |||
| - Руководящий технический материал | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Челябинск, 1982, с.4, рис.1 Авторское свидетельство СССР № 482265, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
