17
Ы
Фиг1
Изобретение относится к деревообрабатывающей промышленности, в частности к отделке древесных плит.
Цель изобретения - повышение производительности.
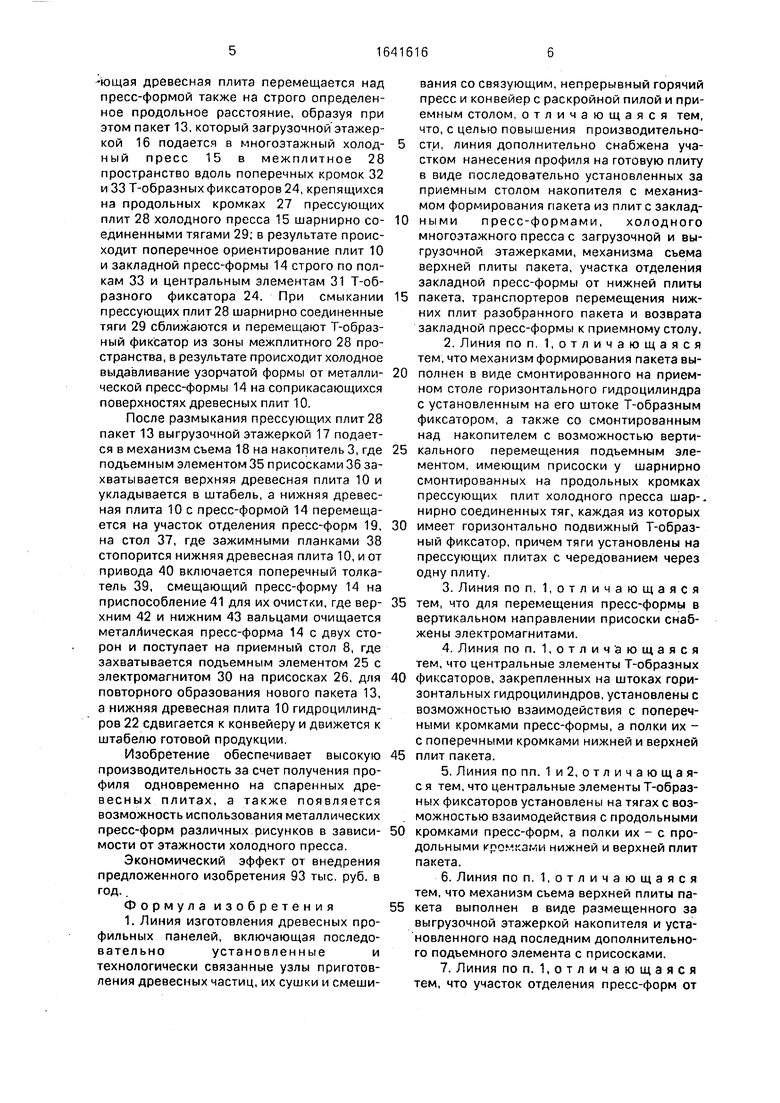
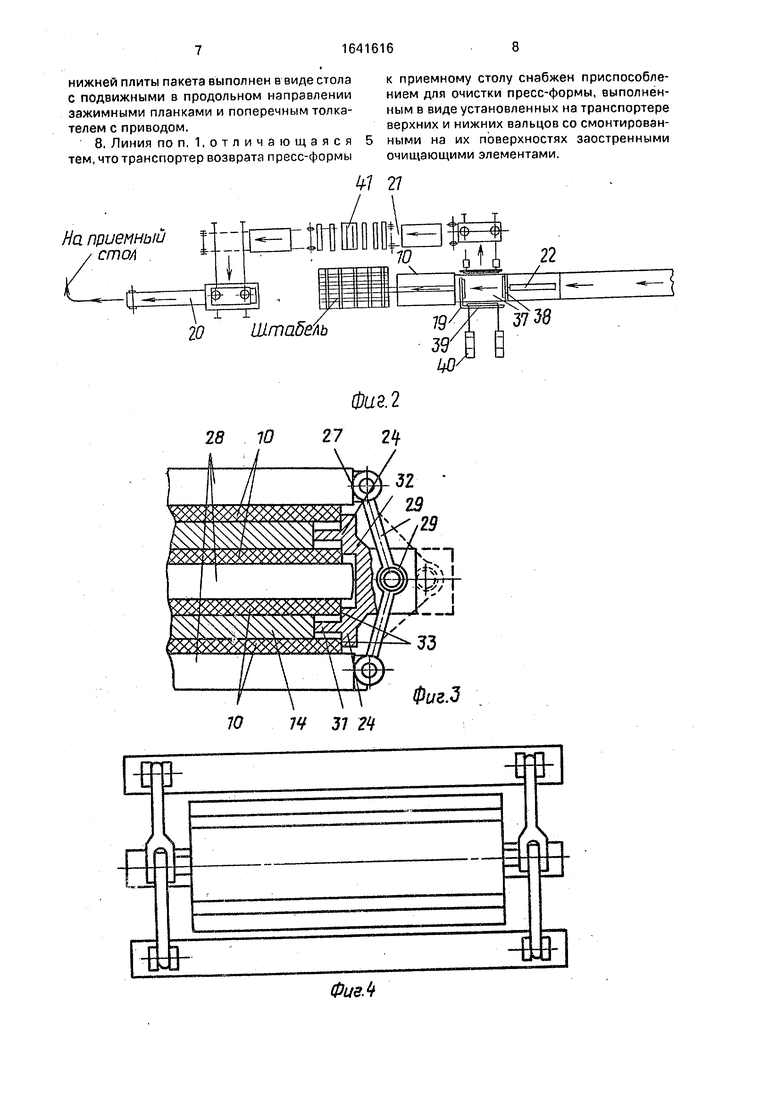
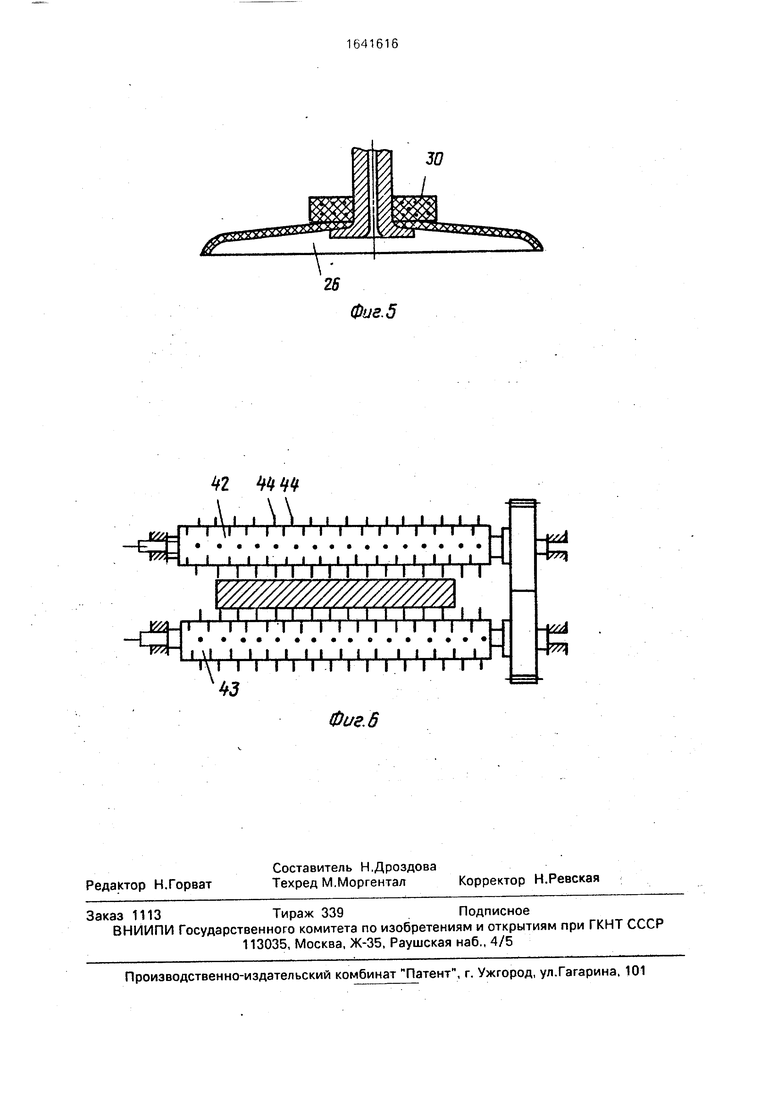
На фиг. 1 изображена схема линий изготовления древесных профильных панелей; на фиг. 2 - продолжение линии с участком отделения пресс-формы; на фиг. 3 - шарнирно соединенные тяги на плитах пресса с разрезом Т-образных фиксаторов; на фиг. 4 - то же, вид сбоку; на фиг. 5 - присоска с электромагнитом, разрез; на фиг. 6 - пара очищающих вальцов.
Линия изготовления древесных профильных панелей включает последовательно установленные и технологически связанные узлы приготовления 1 древесных частиц 2, их сушки 3 и смешивания 4 со связующим, непрерывный горячий пресс 5 и конвейер 6 с раскройными пилами 7 и приемным столом 8 и дополнительно снабжена участком нанесения профиля 9 на готовую плиту 10, выполненным в виде последовательно установленных за приемным столом 8 накопителя 11 с механизмом формирования 12 пакета 13 из плит 10 с размещенным между ними закладной пресс-формой 14, холодного многоэтажного пресса 15 с загрузочной 16 и выгрузочной 17 этажерками, механизма сьема 18 верхней плиты 10 пакета 13, участка отделения 19 пресс-формы 14 от нижней плиты 10 пакета 13, участка отделения 19 пресс-формы 14 от нижней плиты 10 пакета 13, транспортеров 20 и 21 перемещения нижних плит 10 разобранного пакета 13 и возврата пресс- форм 14 к приемному столу 8.
Механизм формирования 12 пакета 13 выполнен в виде смонтированного на приемном столе 8 горизонтального гидроцилиндра 22 с установленным нашего штоке 23 Т-образным фиксатором 24, а также со смонтированным над накопителем 11 с возможностью вертикального перемещения подъемным элементом 25, имеющим присоски 26, и шарнирно смонтированных на продольных кромках 27 прессующих плит 28 холодного пресса 15, шарнирно соединенных тяг 29, каждая из которых имеет гори- зонтально подвижный Т-образный фиксатор 24, причем тяги 29 установлены на прессующих плитах 28 через одну плиту.
Для перемещения пресс-формы 14 в вертикальном направлении присоски 26 снабжены электромагнитами 30.
Центральные элементы 31 Т-образных фиксаторов 24, закрепленных на штоках 23 горизонтальных гидроцилиндров 22, контактируют с поперечными кромками 32
пресс-формы 14, а полки 33 их - с попереч ными кромками нижней и верхней плит 10 пакета 13.
Центральные элементы 31 Т-образных
фиксаторов 24, установленных на тягах 29, контактируют с продольными кромками пресс-форм 14, а полки 33 их - с продольными кромками нижней и верхней плит 10 пакета 13.
0Механизм съема 18 верхней плиты 10
пакета 13 выполнен в виде размещенного за выгрузочной этажеркой 17 накопителя 34 и установленного над последним дополнительного подъемного элемента 35 с присо5 сками 36.
Участок отделения 19 пресс-формы 14 от нижней плиты 10 пакета 13 выполнен в виде стола 37 с подвижными в продольном направлении зажимными планками 38 и по0 перечным толкателем 29 с приводом 40.
Транспортер 21 возврата пресс-форм 14 к приемному столу 8 снабжен приспособлением 41 для очистки пресс-форм 14, выполненным в виде установленных на
5 транспортере 21 верхних 42 и нижних 43 вальцов со смонтированными на их поверхностях заостренными очищающими элементами 44.
Линия работает следующим образом.
0 Древесные частицы 2 из узла приготовления 1 поступают в сушилку 3, смеситель 4 и на непрерывный горячий пресс 5, где прессуются в непрерывную древесную плиту, перемещающуюся к раскройным плитам
5 7, которые осуществляют форматную обрезку. Полученная древесная плита 10 определенных размеров поступает на приемный стол 8, имеющий горизонтальный гидроцилиндр 22, шток 23 которого заканчивается
0 Т-образным фиксатором 24, с помощью которого подается древесная плита 10 в накопитель 11 механизма формирования 12 пакета 13, при этом Т-образная форма фиксатора 24 передвигает плиту 10 своей ниж5 ней опорой строго на определенное продольное расстояние и возвращается в исходное положение. Закладная металлическая пресс-форма 14 (имеющая любую необходимую узорчатую форму) подъемным
0 элементом 25 с помощью присосок 26 и электромагнита 30 подается на верхнюю поверхность уже лежащей древесной плиты 10 накопителя 11 и смещается строго на определенное продольное расстояние выступом
5 Т-образного фиксатора 24. Затем древесная плита 10 с лежащей на ней пресс-формой 14 накопителем 11 опускается на уровень действия приемного стола 8 с горизонтальным гидроцилиндром 22, и штоком 23 Т-образного фиксатора 24 его верхней опорой следующая древесная плита перемещается над пресс-формой также на строго определенное продольное расстояние, образуя при этом пакет 13, который загрузочной этажеркой 16 подается в многоэтажный холод- ный пресс 15 в межплитное 28 пространство вдоль поперечных кромок 32 и 33 Т-образных фиксаторов 24, крепящихся на продольных кромках 27 прессующих плит 28 холодного пресса 15 шарнирно со- единенными тягами 29; в результате происходит поперечное ориентирование плит 10 и закладной пресс-формы 14 строго по полкам 33 и центральным элементам 31 Т-образного фиксатора 24. При смыкании прессующих плит 28 шарнирно соединенные тяги 29 сближаются и перемещают Т-образный фиксатор из зоны межплитного 28 пространства, в результате происходит холодное выдавливание узорчатой формы от металли- ческой пресс-формы 14 на соприкасающихся поверхностях древесных плит 10.
После размыкания прессующих плит 28 пакет 13 выгрузочной этажеркой 17 подается в механизм сьема 18 на накопитель 3, где подъемным элементом35 присосками36 захватывается верхняя древесная плита 10 и укладывается в штабель, а нижняя древесная плита 10 с пресс-формой 14 перемещается на участок отделения пресс-форм 19, на стол 37, где зажимными планками 38 стопорится нижняя древесная плита 10, и от привода 40 включается поперечный толкатель 39, смещающий пресс-форму 14 на приспособление 41 для их очистки, где вер- хним 42 и нижним 43 вальцами очищается металлическая пресс-форма 14 с двух сторон и поступает на приемный стол 8, где захватывается подъемным элементом 25 с электромагнитом 30 на присосках 26, для повторного образования нового пакета 13, а нижняя древесная плита 10 гидроцилиндров 22 сдвигается к конвейеру и движется к штабелю готовой продукции.
Изобретение обеспечивает высокую производительность за счет получения профиля одновременно на спаренных древесных плитах, а также появляется возможность использования металлических пресс-форм различных рисунков в зависи- мости от этажности холодного пресса.
Экономический эффект от внедрения предложенного изобретения 93 тыс. руб. в год..
Формулаизобретения
1. Линия изготовления древесных профильных панелей, включающая последовательноустановленныеитехнологически связанные узлы приготовления древесных частиц, их сушки и смешивания со связующим, непрерывный горячий пресс и конвейер с раскройной пилой и приемным столом, отличающаяся тем, что, с целью повышения производительности, линия дополнительно снабжена участком нанесения профиля на готовую плиту в виде последовательно установленных за приемным столом накопителя с механизмом формирования пакета из плит с заклад- ными пресс-формами, холодного многоэтажного пресса с загрузочной и выгрузочной этажерками, механизма съема верхней плиты пакета, участка отделения закладной пресс-формы от нижней плиты пакета, транспортеров перемещения нижних плит разобранного пакета и возврата закладной пресс-формы к приемному столу.
2.Линия по п. 1,отличающаяся тем, что механизм формирования пакета выполнен в виде смонтированного на приемном столе горизонтального гидроцилиндра с установленным на его штоке Т-образным фиксатором, а также со смонтированным над накопителем с возможностью вертикального перемещения подъемным элементом, имеющим присоски у шарнирно смонтированных на продольных кромках прессующих плит холодного пресса шар-, нирно соединенных тяг, каждая из которых имеет горизонтально подвижный Т-образный фиксатор, причем тяги установлены на прессующих плитах с чередованием через одну плиту.
3.Линия по п. 1, отличающаяся тем, что для перемещения пресс-формы в вертикальном направлении присоски снабжены электромагнитами.
4.Линия по п. 1,отличающаяся тем, что центральные элементы Т-образных фиксаторов, закрепленных на штоках горизонтальных гидроцилиндров, установлены с возможностью взаимодействия с поперечными кромками пресс-формы, а полки их - с поперечными кромками нижней и верхней плит пакета.
5.Линия по пп. 1 и 2, отличающая- с я тем, что центральные элементы Т-образных фиксаторов установлены на тягах с возможностью взаимодействия с продольными кромками пресс-форм, а полки их - с продольными кромками нижней и верхней плит пакета.
6.Линия по п. 1,отличающаяся тем, что механизм съема верхней плиты пакета выполнен в виде размещенного за выгрузочной этажеркой накопителя и установленного над последним дополнительного подъемного элемента с присосками.
7.Линия по п. 1,отличающаяся тем, что участок отделения пресс-форм от
нижней плиты пакета выполнен в виде стола с подвижными в продольном направлении зажимными планками и поперечным толкателем с приводом.
8. Линия поп, 1,отличающаяся тем, что транспортер возврата пресс-формы
к приемному столу снабжен приспособлением для очистки пресс-формы, выполненным в виде установленных на транспортере верхних и нижних вальцов со смонтированными на их поверхностях заостренными очищающими элементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления панелей из слоистых пакетов | 1984 |
|
SU1199641A1 |
| Линия для изготовления строительных изделий | 1988 |
|
SU1636223A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия изготовления облицовочных плит | 1986 |
|
SU1362622A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| Линия склеивания дверных полотен | 1979 |
|
SU763152A1 |
| Автоматическая линия для изготовления строительных изделий | 1976 |
|
SU722768A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение производительности. Линия снабжена участком нанесения профиля на готовую плиту 10 в виде накопителя с механизмом формирования пакета с закладной пресс-формой 14, помещаемой между плитами 10. Механизм формирования пакета выполнен в виде смонтированного на приемном столе горизонтального гидроцилиндра с установленным на его штоке Т-образным фиксатором 24, шарнир- но соединенных тяг 29, каждая из которых имеет фиксатор 24. Древесные частицы 2 из узла 1 приготовления перемещают в сушилку, затем в смеситель 4 и горячий пресс 5. Полученную плиту 10 подают в механизм 12 формирования пакета 13, состоящего из нижней и верхней плит 10 и размещенной между ними закладной металлической профильной пресс-формы 14. Пакеты 13 направляют в холодный пресс 15, откуда они поступают в механизм 18 съема для снятия верхней плиты 10. Оставшийся пакет поступает на участок отделения пресс- форм. 7 з.п. ф-лы, 6 ил. fe
На приемный стол
20 Штабель
Фиг А
W 27
inт i A
42 44 44 t Л i i i i i i i I I i I I i
I l i II IIIl l i I ii i
1 i I Ii I L I I I II
: J J J J J J 7ГТ1 ТТЛ
Э
J.. .. . J i i i t i П i l i l l l l П ill
i i t i i i i i i i
I
i r i гтт i i i i i i i i «J
Фиг. 6
30
Фиг. 5
I I i
I ii i
I
ТТЛ
TT
i i t ill
I
| Баженов В.А., Карасев Е.И., Марсов Е.Д | |||
| Технология и оборудование производства древесных плит и пластиков | |||
| М.: Лесная промышленность, 1980, с | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Гарасевич Г.И., Семеновский А.А | |||
| Формованные изделия из древесно-клеевой композиции | |||
| М.: Лесная промышленность, 1982, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
