Изобретение относится к электрохимической обработке металлов и может быть использовано при непрерывных процессах электрохимического полирования, травления и очистки ленты.
Цель изобретения - повышение равномерности обработки по ширине ленты.
Согласно изобретению.ленту перед вхождением ее в зону обраб отки между электродами изгибают, придавая ей форму цилиндрической поверхности, а после прохождения зоны обработки ленте возвра- ш,ают первоначальную форму.
Придание ленте перед вхождением ее в зону обработки формы цилиндрической поверхности позволяет добиться эквипотен- циальности поверхности ленты при ее обработке за счет создания в зоне обработки электрического поля с цилиндрической симметрией, что обеспечивает равномерную обработку ленты по ее ширине.
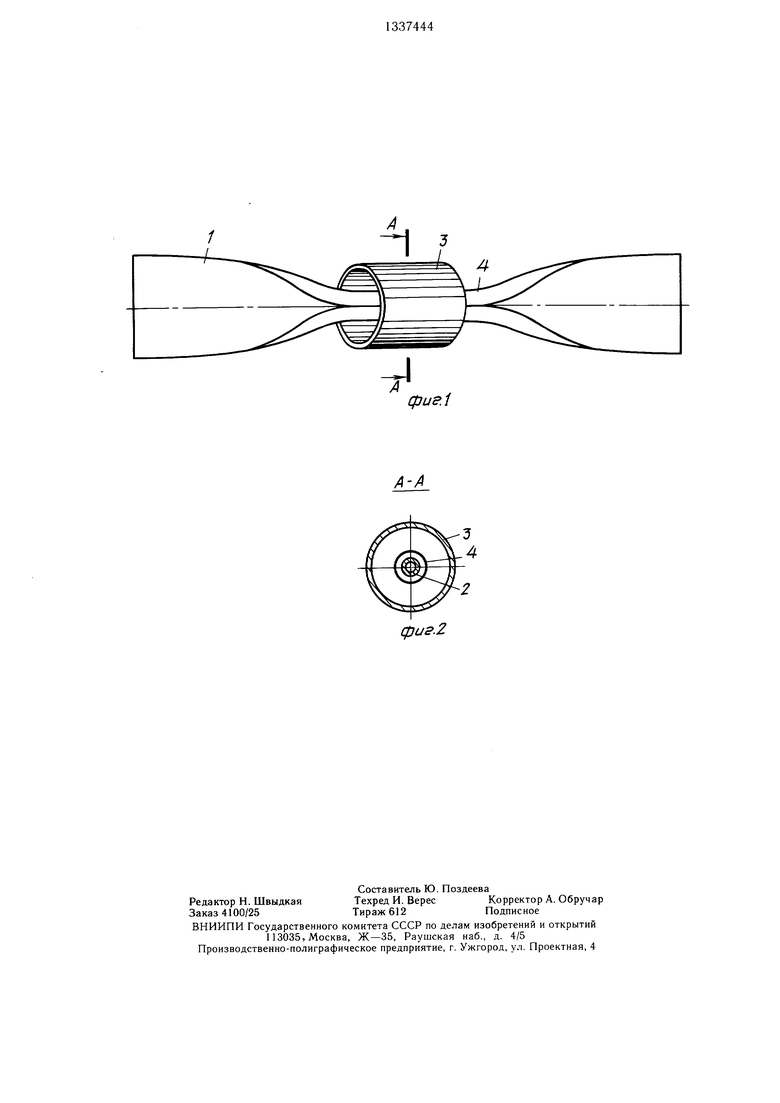
На фиг. 1 изображено устройство для обработки, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Обрабатываемую ленту 1 пропускают между расположенными в электролите противоположно заряженными цилиндрическими электродами 2 и 3, придавая ей форму цилиндрической поверхности 4, коаксиальной цилиндрическим электродам 2 и 3, после обработки ленте возвращают первоначальную форму.
Пример. Обработке подвергали ленту толщиной 15 мкм, шириной 25,4 мм из Fe-Cr-Ni сплава.
Для обработки использовали электролит состава, мае. %: НзР04 80; блок-сополимер окисей этилена и пропилена 0,05; вода до 100. Обработку проводили переменным током при плотности тока 1 А/см и скорости движения ленты 0,5 м/мин.
Придание ленте формы цилиндрической поверхности осуществляли с помощью полых цилиндрических вставок из фторопласта, располагаемых в отверстиях в боковых стенках ванны с зазором для пропускания ленты.
Электроды изготавливали из титана в виде перфорированных трубок. Диаметр внутреннего электрода составил 5 мм, внещне- го20 мм, длина зоны обработки -
20 см. Циркуляцию элекролита осуществляли через полые фторопластовые вставки и трубчатые перфорированные электроды.
Эффективность предлагаемого способа в сравнении с известным оценивали по равно
мерности обработки по щирине ленты. О равномерности обработки судили на основании измерений толщины обработанной ленты. Толщину ленты измеряли с помощью микроскопа МБИ-6 на шлифах поперечного сечения ленты в пяти равномерно расположенных по щирине ленты точках (1, 2, 3, 4, 5-я). Точки 1 и 5-я - противоположные края ленты, точка 3-я - середина ленты.
Результаты сравнительных испытаний представлены в таблице.
Толщина ленты, мкм, обработанной способом
По изобретению
По прототипу
11,8
10,2
2 3
4
12,0 12,2 12,0 12,6 12,0 12,2
30
11,
10,2
Из таблицы следует, что при использовании способа по изобретению добиваются практически равномерной обработки ленты: разнотолщинность от центра ленты к 35 ее краю составляет не более 0,2 мкм, в то время как применение известного способа по прототипу приводит к значительной разнотолщинности обработанной ленты - до 2,4 мкм.
40
Формула изобретения
Способ электрохимической обработки ленты, включающий пропускание ленты между противоположно заряженными электроJ5 дами, отличающийся тем, что, с целью повышения равномерности обработки по щирине ленты, ленту перед пропусканием между элекродами изгибают, придавая ей форму цилиндрической поверхности, а после пропускания ленте возвращают первоначаль50 ную форму.
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ТРАВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2242543C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2002 |
|
RU2229543C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛА СЛОЖНОЙ ФОРМЫ | 2022 |
|
RU2782814C1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2024 |
|
RU2833435C1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| Способ электрохимико-механического полирования шаров | 1984 |
|
SU1222447A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
Изобретение относится к области электрохимической обработки металлов и может быть использовано при непрерывных процессах электрохимического полирования. Цель изобретения - повышение равномерности обработки по ширине ленты. Ленту перед вхождением ее в зону обработки между электродами изгибают, придавая ей форму цилиндрической поверхности, а после прохождения зоны обработки ленте возвращают первоначальную форму. Это позволяет добиться эквипотенциальности поверхности ленты при ее обработке за счет создания в зоне обработки электрического поля с цилиндрической симметрией, что обеспечивает равномерную обработку ленты по ее ширине. 2 ил., 1 табл. оо со N 4;:
фиг.2
| Грилихес С | |||
| Я | |||
| Электрохимическое полирование | |||
| Л.: Машиностроение, 1976, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
