20
1133891
Изобретение относится к обработка металлов давлением и касается конструкции транспортных средств проката, а точнее загрузочных устройств станов винтовой прокатки.
Цель изобретения - повышение надежности работы и сокращение времени на перенастройку при изменении сортамента.10
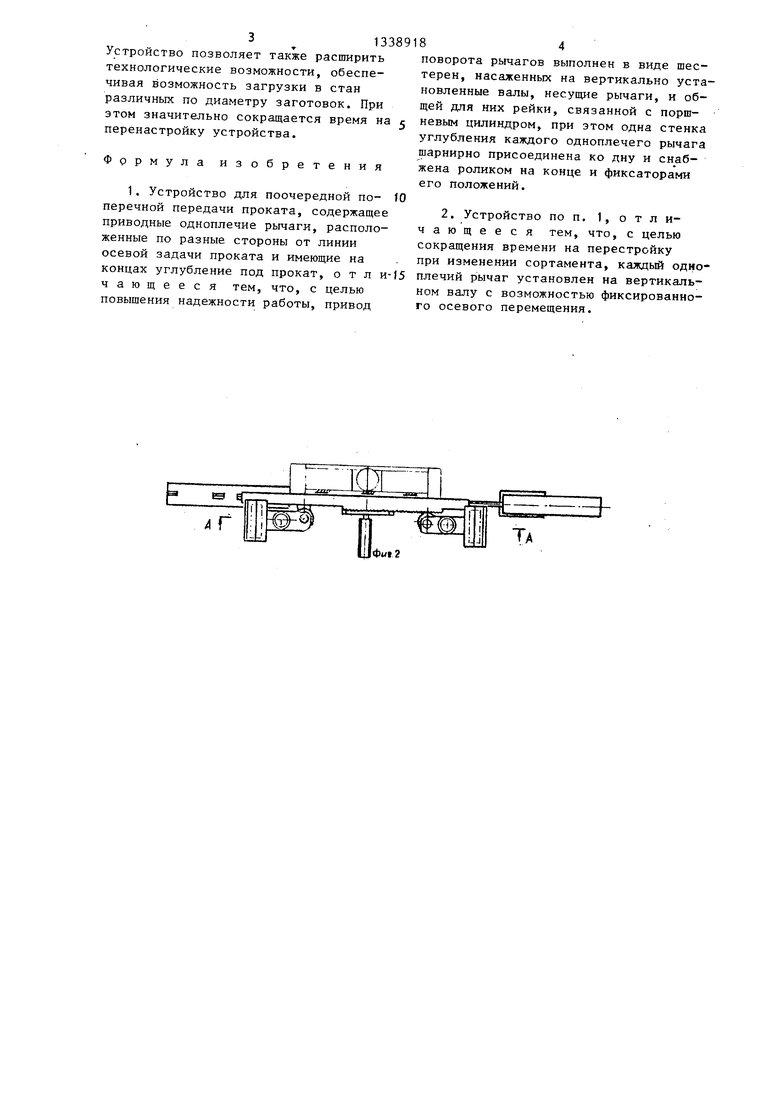
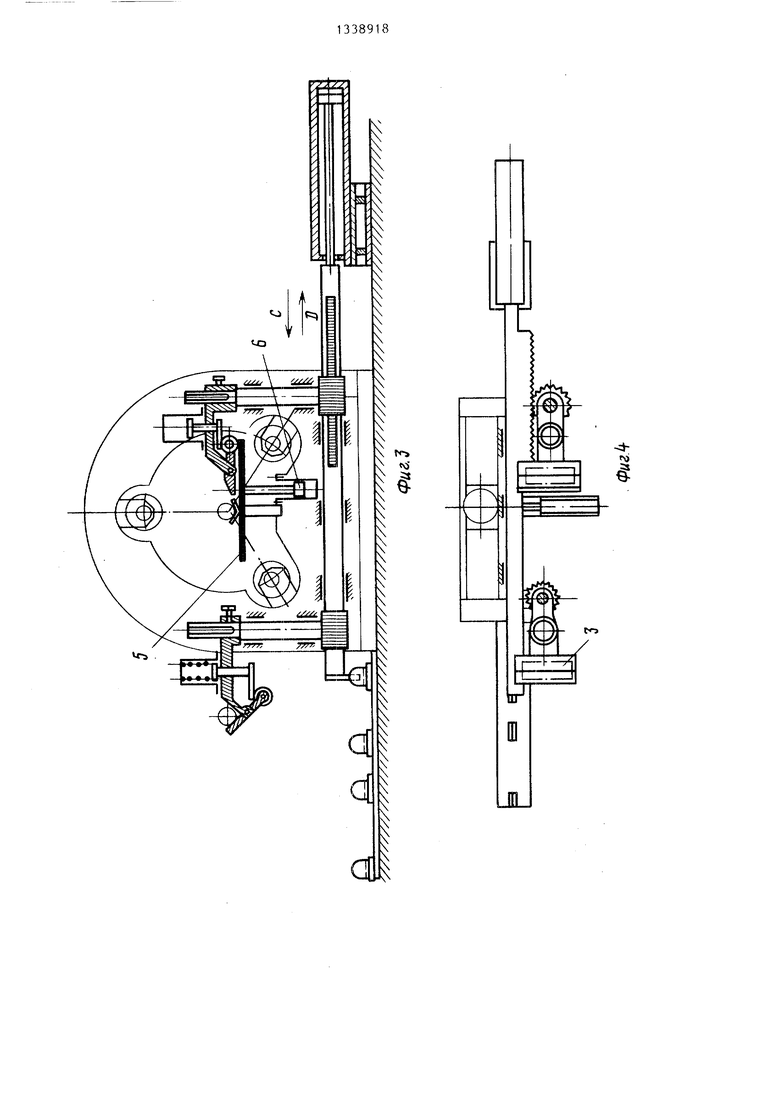
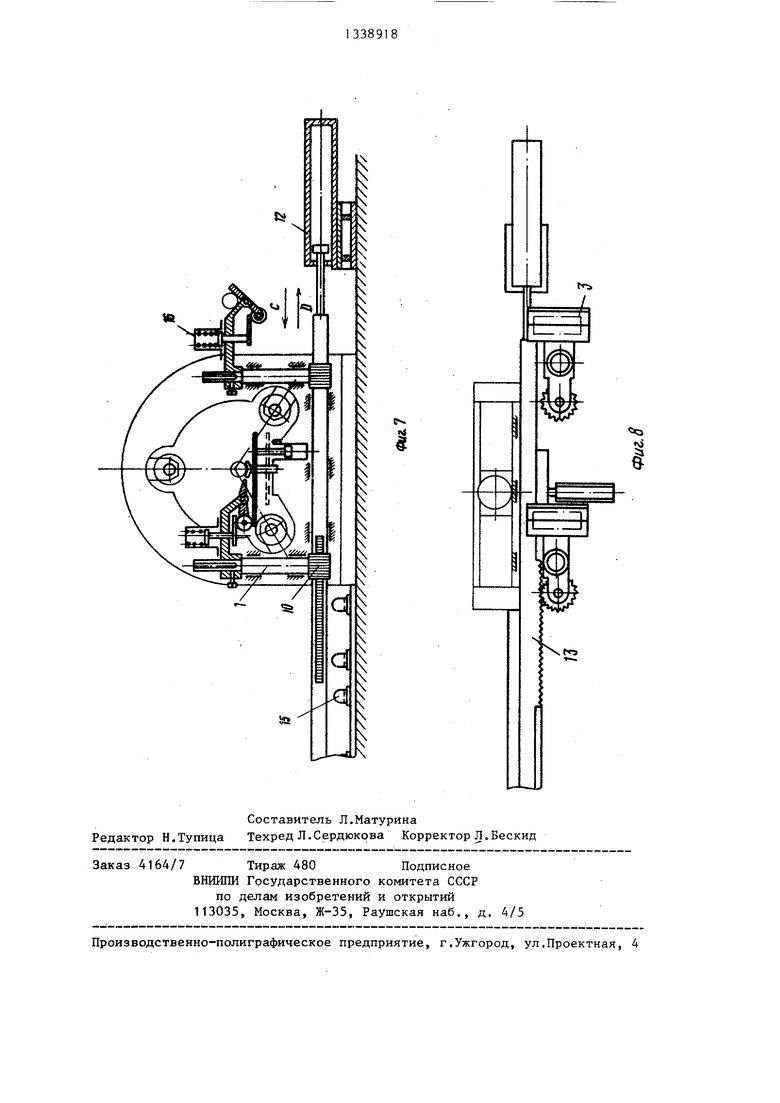
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, в момент загрузки заготовки с правого рычага; на фиг, 4 - то же, вид сверху; на фиг. 5 - то же, в исходном положении для загрузки заготовки с левого рычага; на фиг. 6 - то же, вид сверху; fla фиг. 7 - то же, в момент загрузки с левого рычага; на фиг. 8 - то же, вид сверху.
Устройство содержит установленные на размещенных по разные стороны от оси прокатки вертикальных валах. 1 приводные одноплечие рычаги 2 с углуб- с лениями, одни стенки 3 которых шар- нирно закреплены на дне и имеют ролики 4 с фиксаторами их положения по оси прокатки в виде пластины 5 с приводом 6 подъема.
Одноплечие рычаги смонтированы на вертикальных валах на шпонках 7 с возможностью вертикального перемещения с последующей фиксацией их в определенном положении на валу крепежными элементами 8.35
Привод поворота одноплечих рычагов выполнен в виде насаженных на вертикальные валы, установленные в подшипниковых опорах 9 и закрепляемых на торцовой поверхности станины клети шестерен 10 и поочередно взаимодействующей с ними перемещаемой в направляющих 11 от поршневого цилиндра 12 рейки 13. На торце рейки закреплена пластина 14, взаимодействующая при перемещении рейки с бесконтактными переключателями 15.
На одноплечих рычагах смонтировано фиксирующее устройство 16 возврата 50 стенки углубления, выполненное в виде подпружиненного пр ткиной 17 упора 18.
Устройство работает следующим образом.
В исходном положении одноплечие рычаги 2 повернуты от оси прокатки. Рычаги по высоте установлены так, что ось загружаемой заготовки в ис30
40
55
с
5
0
0
0
5
ходном положении рычага находится в одной горизонтальной плоскости с осью прокатки.
Нагретая заготовка 19 поступает на правый одноплечий рычаг. С включением поршневого цилиндра 12 (вдвиже- ние штока) рейка 13 перемещается в направляющих 11 в направлении стрелки D, при этом правая шестерня 10 входит во взаимодействие с рейкой и, поворачиваясь, через вал 1 осуществляет поворот правого рычага. Правый рычаг занимает положение (фиг.З и 4) у оси прокатки (положение загрузки) . Перемещение рейки 13 происходит до тех пор, пока пластина 14 не замкнет соответствующий бескон- тактньй переключатель 15. По сигналу от переключателя включается привод 6 подъема, и пластина 5 нажимает на ролик 4, при этом шарнирно закрепленная стенка 3 откидывается, и заготовка скатывается в проводку, установленную на оси прокатки, после чего происходит прокатка на проход.
После получения команды на задачу следующей заготовки привод 6 подъема опускает пластину 5, упор 18 с помощью пружины 17 возвращает откидную стенку 3 углубления в исходное положение. Одновременно с этим включается на обратный ход поршневой цилиндр 12 (вьщвижение штока) и рейка 13, перемещаясь в направлении стрелки С, возвращая при этом правьй рычаг в исходное положение, входит в зацепление с левой шестерней 10 (фиг. 5 и 6) и поворачивает вал 1 с левым поворотным рычагом 2 в позицию загрузки. По сигналу от переключателя 15 привод 6 подъема включает в работу пластину, которая, нажимая на ролик 4, осуществляет откидьшание стенки 3. Заготовка при этом передается на ось прокатки в проводку.
Далее цикл повторяется.
При переходе на прокатку другого сортамента заготовок поворотные рычаги переустанавливаются по валу вертикально и стопорятся крепежным элементом 8.
Предлагаемое загрузочное устройство стана винтовой прокатки по сравнению с известными позволяет сократить вспомогательное время на загрузку заготовки в стан и повысить надежность работы, что способствует по- вьш1ению производительности стана.
3 133 Устройство позволяет также расширить технологические возможности, обеспечивая возможность загрузки в стан различных по диаметру заготовок. При этом значительно сокращается время на перенастройку устройства.
Формула изобретения
1. Устройство для поочередной по- перечной передачи проката, содержащее приводные одноплечие рычаги, расположенные по разные стороны от линии осевой задачи проката и имеющие на концах углубление под прокат, о т л и чающееся тем, что, с целью повышения надежности работы, привод
84
поворота рычагов выполнен в виде шестерен, насаженных на вертикально установленные валы, несуЕцие рычаги, и общей для них рейки, связанной с поршневым цилиндром, при этом одна стенка углубления каждого одноплечего рычага шарнирно присоединена ко дну и снабжена роликом на конце и фиксаторами его положений.
2. Устройство по п. 1, отличающееся тем, что, с целью сокращения времени на перестройку при изменении сортамента, каждый одноплечий рычаг установлен на вертикальном валу с возможностью фиксированного осевого перемещения.
SN
ЕЗЧэ «of
JL
Составитель Л.Матурина Редактор Н.Тупица Техред Л.Сердюкова Корректор Л.Бескид
Заказ 4164/7 Тираж 480 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4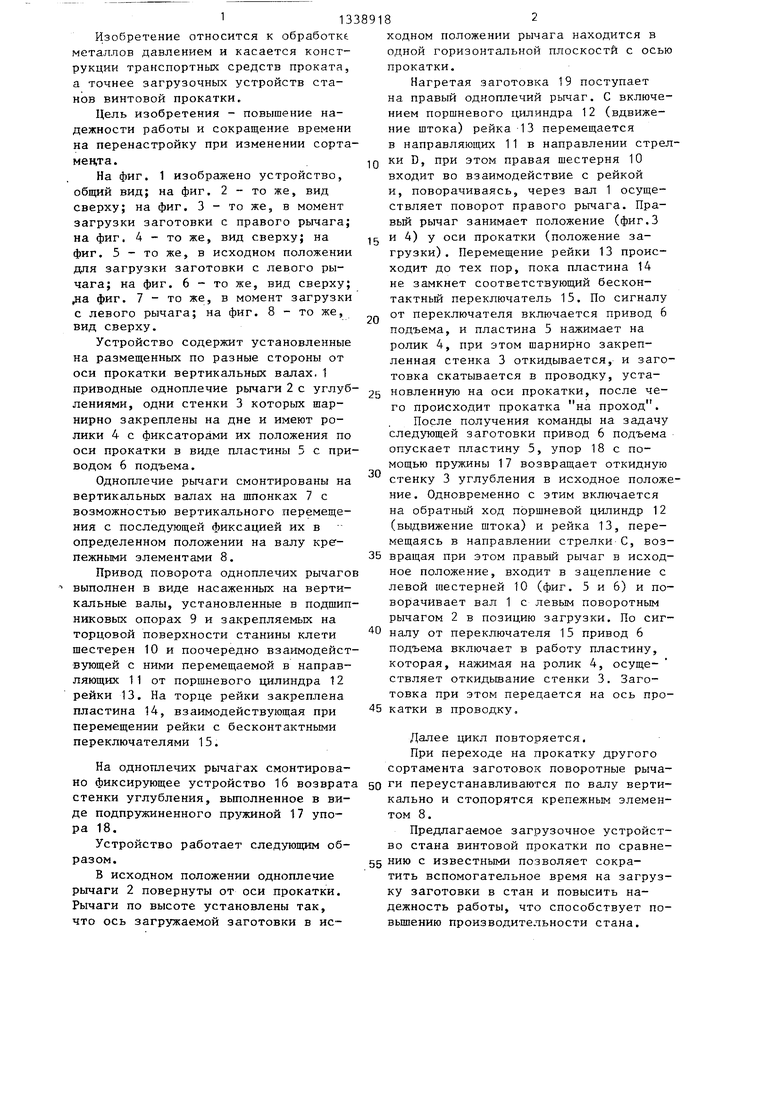
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Стан для раскатки колец | 1983 |
|
SU1159700A1 |
| Манипулятор обжимного прокатного стана | 1986 |
|
SU1353546A2 |
| Передний стол стана продольной прокатки труб | 1980 |
|
SU874237A1 |
| Холодильник с поперечным перемещением проката | 1978 |
|
SU768516A1 |
| Проводка клети прокатного стана | 1979 |
|
SU900912A1 |
| Правильно-колибровочный стан | 1979 |
|
SU804068A1 |
| Устройство для подготовки заготовки под прошивку | 1984 |
|
SU1222339A1 |
Изобретение относится к обработке металлов давлением и касается конструкции транспортных средств проката, а также загрузочных устройств станов винтовой прокатки. Цель изобретения - повьшение надежности работы. Кроме того, дополнительной целью является сокращение времени на пере настройку при изменении сортамента. Устройство для поочередной поперечной передачи проката содержит вертикальные валы 1 с установ-пенными на них одноплечими рычагами 2 с возможностью осевого перемещения с фиксированием положения шпонкой 7 и крепежным элементом 8. Каждый рычаг имеет углубление под прокат, одна стенка 3 которого шарнирно закреплена на дне и имеет ролик 4 с фиксатором его положения по оси прокатки. Привод поворота одноплечих рычагов выполнен в виде насаженных на вертикальные валы шестерен 10 и рейки 13, перемещаемой поршневым цилиндром 12 и имеющей на торце пластину 14, взаимодействующую с бесконтактными переключателями 15. На одноплечих рычагах смонтировано фиксирующее устройство 16 возврата стенки углубления, выполненное в виде подпружиненного пружиной 17 упора 18. 1 з.п. ф-лы, 8 ил. О) п 00 СО 00 ;О ЭО VX/X/ / Kf/VVTV ///. 5 Й7 Фиг/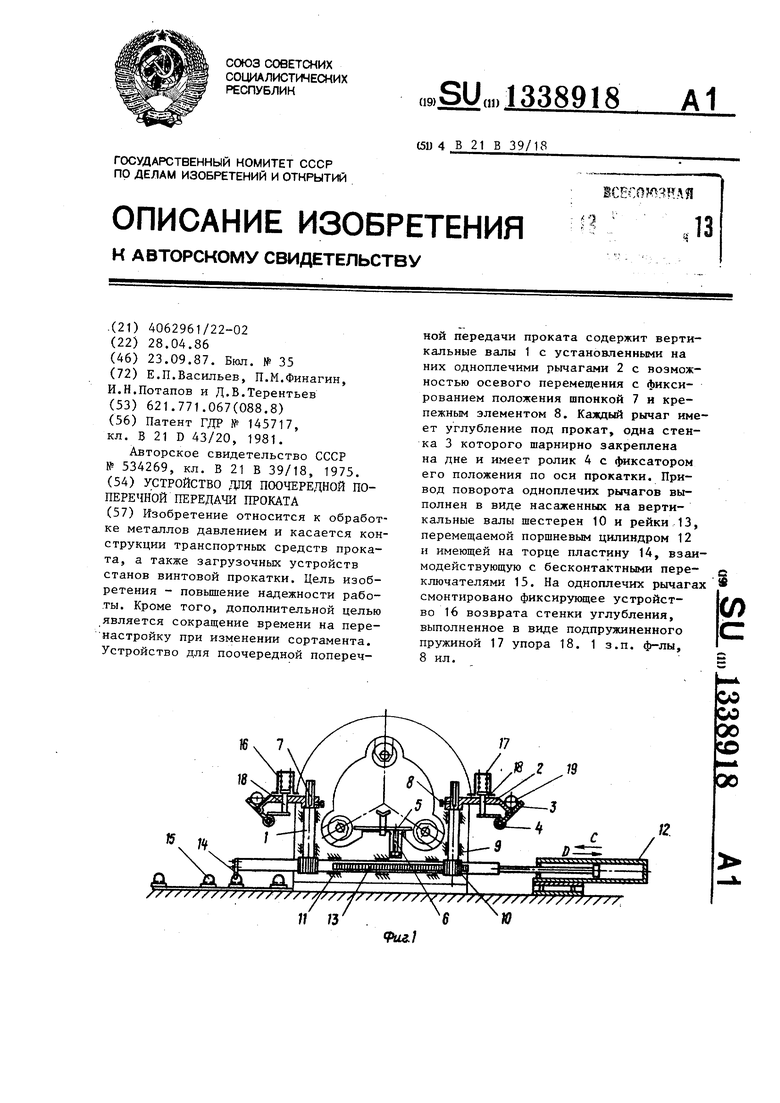
| Способ получения гонадотропного препарата | 1961 |
|
SU145717A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для распределения труб с наклонной решетки на параллельные рольганги опракоизвлекателей | 1975 |
|
SU534269A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
