Изобретение относится к технологическому оборудования для изготовления пружин и может быть использовано на машиностроительных заводах при массовом производстве пружин сжатия.
Цель изобретения - повышение производительности линии за счет автоматизации процесса заневоливания пружин,
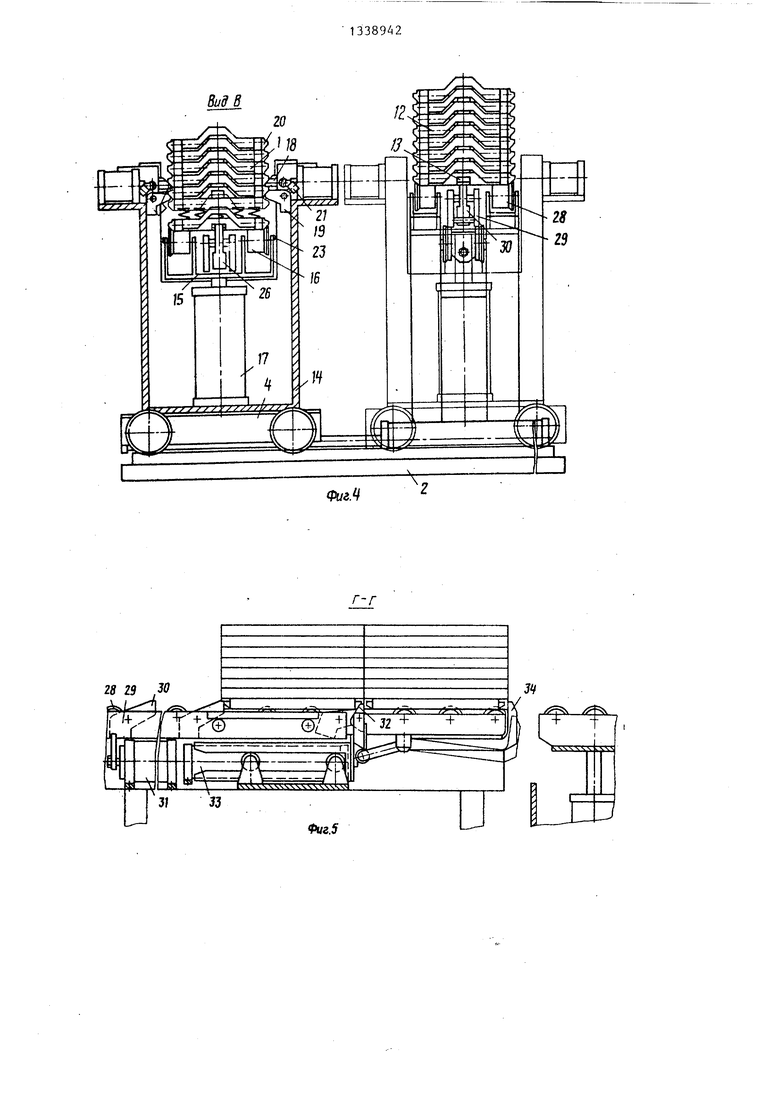
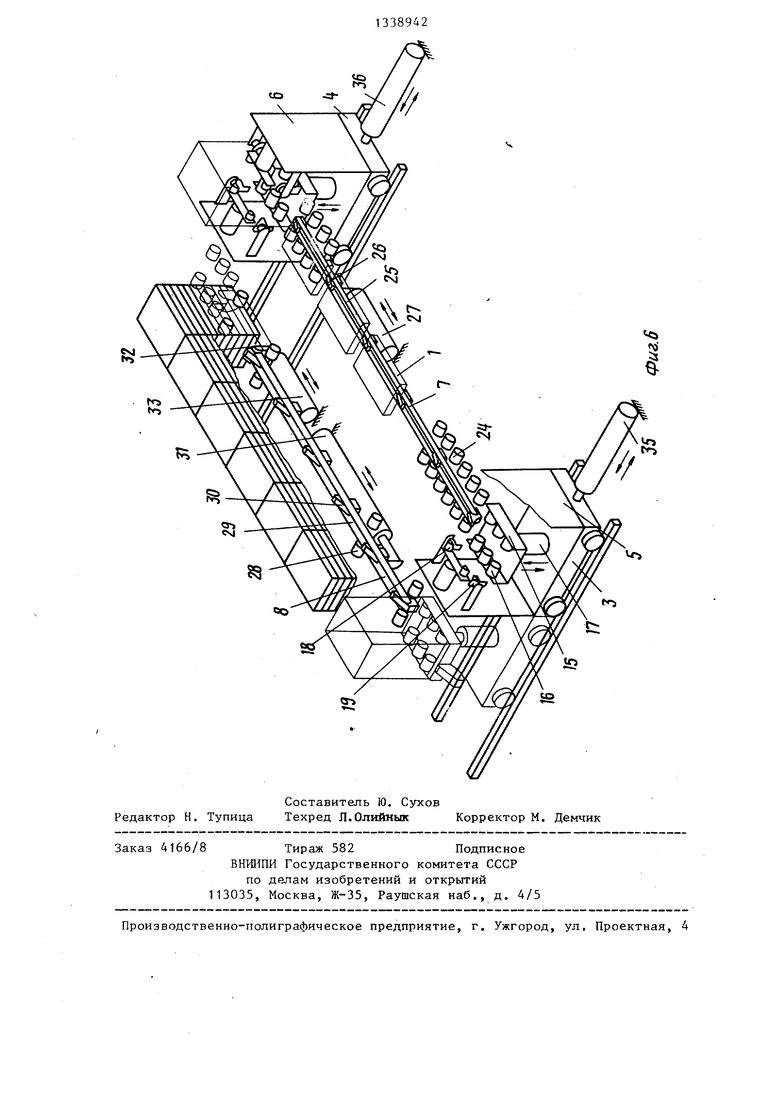
На фиг. 1 приведена компоновочная схема поточной линии для заневоливания пружин, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Бнафиг. 1; на фиг, 4 - вид на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - кинематическая схема линии, экспонометрия.
Поточная линия для заневоливания пружин содержит (фиг. 1, 2, 3 и 6) кассеты 1, основание 2, на котором смонтированы установленные на платформах 3 и 4 устройства монтажа 5 и демонтажа 6 кассет 1, конвейер 7 для перемещения кассет 1 с позиции демонтажа на позицию монтажа, расположенный параллельно ему питатель-накопитель 8 пакетов кассет 1 с заневолен- ными пружинами 9, и установленные над конвейером 7 для перемещения кассет на поворотной колонне загрузочное 10 и разгрузочное 11 устройства, связанные общим приводом (не показан).
Кассеты 1 вьшолнены (фиг. 2) с запорными орга;:;ами 12 и выступами 13 конструктивное исполнение и взаимное расположение которых обеспечивае при монтаже одной кассеты на другую сцепление запорных элементов 12 нижней кассеты с выступами 13 верхней кассеты, т.е. обеспечивает пакетирование кассет.
Устройства монтажа 5 в пакет и демонтажа 6 их из пакета в основном аналогичны по конструктивному исполнению, т.е. калуд,ое из них содержит (фиг. 2-4) установленные на станине 14 механизм 15 нагружения кассеты, вьшолненный в виде подъемного стола с направляющими роликовыми дорожками 16 и приводом от пневмоцилиндра 17, четыре выдвижных упора 18 и располо женные под ними четьфе поворотные собачки 19, взаимодействующие с боковыми выступами 20 на кассете 1.
Б устройстве 6 демонтажа кассет из пакета (фиг,, 3 и 4) поворотные
0
5
5
0
5
0
5
0
В
собпчки 19 снабжены противовесами 21 для смещения их центра тяжести, а на подъемном столе установлены два пнев- монажима 22 дпя взаимодействия с запорными элементами 12 кассеты 1 и четыре щтифта 23, взаимодействуюхцие с поворотными собачками 19.
Конвейер 7 для перемещения кассет 1 с позиции демонтажа на позицию монтажа содержит (фиг. 2, 3, 4 и 6) направляющие роликовые дорожки 24 и каретку 25 с установленными на ней с определенным шагом толкателями 26 и связанную с пневмоцилиндром 27.
Питатель-накопитель 8 выполнен в виде шагового конвейера, который содержит направляющие роликовые дорожки 28, каретку 29 с толкателями 30, связанную с пневмоцилиндром 31, стал- киватель 32 с приводом от пневмоцилиндра 33 и отсекатель 34.
Для обеспечения возвратно-поступательного перемещения устройств монтажа 5 и демонтажа 6 кассет на основании 2 смонтированы пневмоци- линдры 35 и 36.
Управление пневмоприводами уст- i ройств и механизмов поточной линии осуществляется в автоматическом режиме конечными выключателями через воздухораспределители (не показаны) и системой автоматики.
Поточная линия для заневоливания пружин работает следующим образом.
В исходном положении устройства монтажа 5 и демонтажа 6 кассет находятся на позиции взаимодействия с конвейером 7 для перемещения кассет, механизмы 15 нагружения - в нижнем положении (направляющие роликовые дорожки 16 и 24 совмещены), выдвижные упоры 18 отведены. В устройстве 6 демонтажа кассет на поворотных собачках 19 (фиг. 4) установлен сформированный из кассет 1 пакет, карет ка 25 (фиг. 2 и 3) с толкателями 26 конвейера 7 для перемещения кассет 1 находится в левом положении, питатель- накопитель 8 (фиг. 5) заполнен пакетами из кассет 1 пружин 9, каретка 29 с толкателями 30 - в правом положении, сталкиватель 32 отведен влево, отсекатель 34 взведен.
Устройства и механизмы линии работают в последовательности, определяемой циклограммой.
В устройстве 6 демонтажа кассет (фиг. 3, 4 и 6) механизм 15 нагружения Совершает ход вверх, поднимая пакет с кассетами 1 над поворотными собачками 19, при этом штифты 23 поворачивают собачки 19, которые под действием противовесов 21 удерживаются в этом положении. Механизм 15 наг- ружения вместе с пакетом кассет 1 совершает ход вниз, при этом поворотные собачки 19 принудительно возвращаются штифтами 23 в исходное поло- жение и входят в пазы, образуемые выступами 20 нижней и второй снизу кассет 1, пакет зависает на поворотных собачках 19 выступами 20 второй снизу кассеты и отделяется от роли- новых дорожек 16 механизма 15 нагру- жения, после чего выдвижные упоры 18 выдвигаются в пазы, образуемые выступами 20 второй и третьей снизу кассет 1, ограничивая базируемую на поворотных собачках 19 кассету сверху. Затем механизм 15 нагружения совершает ход вверх, поджимает нижнюю кассету 1 к второй снизу, удерживаемой сверху выдвижными 18, после чего выдвигаются пневмонажимы 22 и, воздействуя на запорные элементы 12 нижней кассеты 1, выводят их из зацепления с выступами 13 второй снизу кассеты.
Механизм 15 нагружения совершает ход вниз вместе с находящейся на его роликовых дорожках 16 отделившейся от пакета нижней кассетой 1, пневмонажимы 22 убираются, выдвижные упоры 18 отводятся.
Каретка 25 с толкателя 26 совершает ход вправо и при обратном ходе перемещает отделившуюся от пакета кассету 1 с роликовых дорожек 16 на первую позицию конвейера 7.После этого цикл в устройстве 6 демонтажа повторяется и очередная отделившаяся от пакета кассета 1 вьщается кареткой 25 с толкателями 26 на роликовые дорожки 24 конвейера 7, при этом находящиеся на нем кассеты 1 перемещаются на шаг На позиции загрузочного устройства 10 каждая кассета 1, кроме первой, заг ружается пружинами 9.
Когда первая кассета 1 переместится толкателями 26 на роликовые дорожки 16 (фиг. 2) устройства 5 монтажа, оно включается в работу.
Механизм 15 нагружения совершает ход вверхJ при этом кассета 1 (фиг. 4) выступами 20, поворачивая- собачки 19.(без противовесов 21),
перемещается в крайнее верхнее положение над собачками 19. Последние под действием собственного веса возвращаются в исходное положение.
Механизм 15 нагр жения совершает ход вниз, при этом кассета 1 зависает на поворотных собачках 19, базируясь на них нижними плоскостями выступов 20.
После перемещения следующей кассеты 1, уже с подлежащими заневолива- нию пружинами 9, на роликовые дорожки 16 механизма 15 нагружения выдвигают упоры 18, ограничивая базируемую на поворотных собачках 19 первую кассету 1 сверху. Механизм 15 нагружения совершает ход вверх, при этом пружины 9, упираясь в нижнюю плоскость верхней кассеты, удерживаемой на поворотных собачках 19 упорами 18, сжимаются, а запорные элементы 12 поднимаемой кассеты взаимодействуют с выступами 13 неподвижной кассеты, защелкиваются за эти выступы. После этого механизм нагружения совершает ход вниз, освобождая кассеты, которые остаются наверху от нагрузки; первая кассета остается на поворотных собачках 19, а вторая - снизу, связанная запорными элементами 12 с первой, являющейся для нее крьш1кой, выдвижные упоры 18 отводятся. При очередном ходе механизма 15 нагружения вверх обе связанные между собой кассеты 1 перемещаются в верхнее положение над поворотными собачками 19, а при ходе вниз зависают на них выступами 20 нижней кассеты.
При перемещении очередной кассеты 1 с пружинами 9 на роликовые дорожки 16 механизма нагружения выдвигаются упоры 18, ограничивая выступы 20 базируемой на собачках 19 кассеты, и цикл повторяется,как и с предьщущей кассетой.
Таким образом, формируется пакет из заданного количества кассет с за- неволиваемыми пружинами, в котором каждая верхняя кассета является крьпп- кой для расположенной ниже.
После монт&жа последней поступившей с конвейера 7 кассеты 1 устройство 5 монтажа и устройство 6 демонтажа, установленные на платформах 3 и 4, перемещаются с помощью цилиндров 35 и 36 к питателю-накопителю 8. Механизм 15 нагружения устройства 5 монтажа совершает ход вверх, поднимая пакет кассет 1 над поворотными собачками 19, при этом его роликовые дорожки 16 совмещаются с роликовыми дорожками 28 (фиг. 2 и 4) питателя- накопителя 8, затем выдвигается каретка 29 с толкателями 30 и при обратном ходе перемещает пакет кассет
Iна роликовые дорожки 28.
Последний справа пакет кассет 1, установленный на роликовых дорожках 16 питателя-накопителя 8, с помощью сталкивателя 32 (фиг. 2, 3, 5 и 6) перемещается (при этом отсекатель 34 убирается) на роликовые дорожки 16 (механизм 15 нагружения в верхнем положении) устройства 6 демонтажа, механизм 15 нагружения совершает ход вниз, пакет кассет зависает на поворотных собачках 19, после чего устройства монтажа 5 и демонтажа 6 возвращаются в исходное положение. Осуществляется демонтаж кассет 1 из очередного пакета, загрузка их пружинами 9 и монтаж в пакет. Цикл работы линии повторяется до окончания загрузки всех кассет пружинами и выдачи в устройство 6 демонтажа очередного пакета кассет, но уже с заневоленнымк пружинами 9. После этого циклы работы линии аналогичны предыдущим, отличие состоит только в том, что из кассет 1, отделяемых из пакета в устройстве 6 демонтажа и выдаваемых на конвейер 7, на позиции разгрузочного устройства
I1выгружаются пружины, причем операции загрузки и разгрузки кассет выполняются одновременно в момент выс- тоя (между перемещениями каретки 25
с толкателями 26) их на роликовых дорожках 24.
Количество кассет (пакетов) в питаеле-накопителе 8 и выдачи паке ов кассет с заневоленными пружинами в устройство 6 демонтажа определятся временем выдержки пружин в кассетах и требуемой производительностью.
Предлагаемое конструктивное решение поточной линии для заневоливания ружин по сравнению с известным yci- ойством позволяет повысить произ
водительность и автоматизировать полностью процесс заневоливания пружин.
Формула изобретения
Поточная линия для заневоливания пружин, содержащая пакетируемые кассеты, конвейер для перемещения кассет, установленные по ходу технологического процесса загрузочно-разгру- зочное устройство, устройства монтажа и демонтажа кассет с механизмами нагружения в виде подъемных столов с размещенньми на них роликовыми дорожками и питатель-накопитель кассет, отличающаяся тем, что, с целью повьшения производительности за счет автоматизации процесса заневоливания пружин, она снабжена средством для пакетирования кассет, смонтированным в устройстве для монтажа кассет, и средством для распакетирова- ния кассет, смонтированным в устрой
стве демонтажа кассет, устройства для монтажа и демонтажа кассет установены на противоположных сторонах конвейера для перемещения кассет так, что роликовые дорожки из подъемных столов примыкают к конвейеру, а конвейер снабжен установленным на нем с возможностью одновременного взаимодействия с упомянутыми столами механизмом шагового перемещения кассет, при этом загрузочно-разгрузочное устройство установлено в средней части конвейера, питатель-накопитель выполнен в виде рольганга с установленными на его концах механизмами загрузки и выгрузки пакетов кассет и размещен параллельно роликовому конвейеру, а устройства монтажа и демонтажа кассет смонтированы на введенных в поточную линию платформах, установенных с возможностью возвратно-поступательного перемещения в поперечном относительно конвейера и питателя-накопителя направлении и взаимодействия подъемных столов этих устройств с механизмами загрузки и выгрузки кассет питателя-накопителя.
r
гт
,в
TS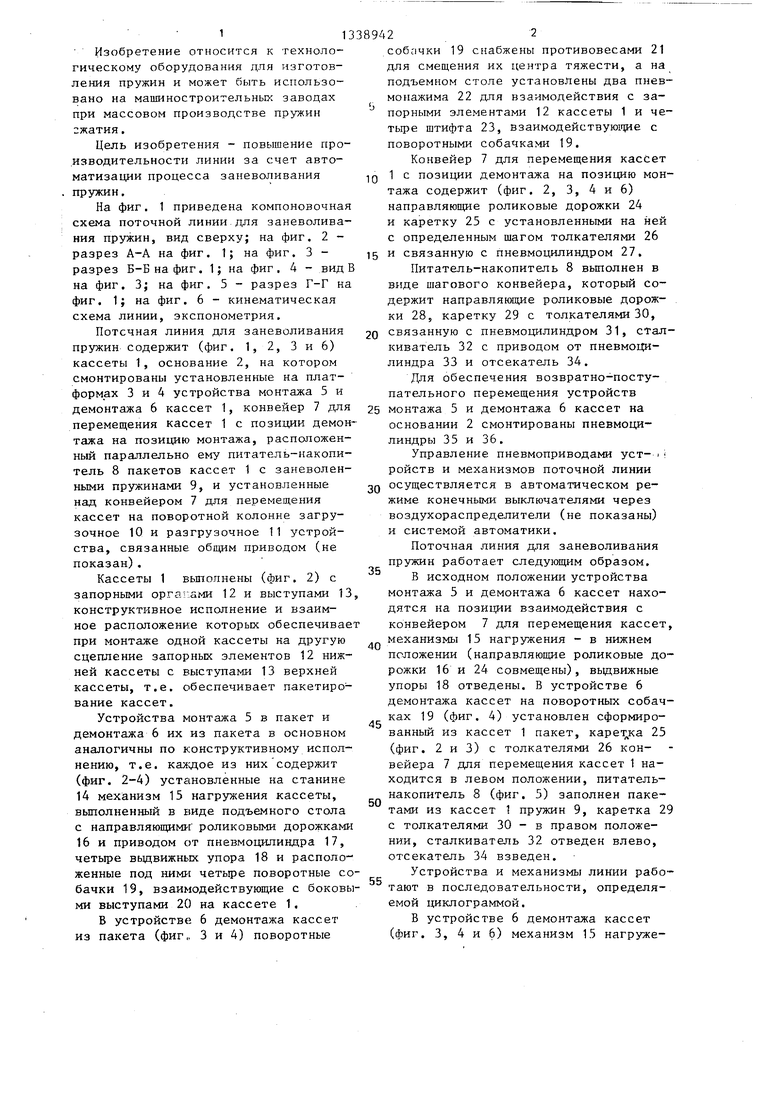
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заневоливания пружин | 1985 |
|
SU1271618A1 |
| Поточная линия для заневоливания пружин в кассетах с крышками | 1980 |
|
SU961829A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Автоматическая линия обработки деталей | 1976 |
|
SU707978A1 |
| Транспортное устройство автоматических линий | 1982 |
|
SU1033405A1 |
| ЛИНИЯ РЕМОНТА РОЛИКОВЫХ ПОДШИПНИКОВ | 1999 |
|
RU2173418C2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для упаковки машинных игл в секционные коробки | 1974 |
|
SU523835A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
Изобретение относится : технологическому оборудованию для изготовления пружин и может быть использова-- но на машиностроительных заводах при массовом производстве пружин сжатия. Цель изобретения - повьшение производительности линии за счет автоматизации процесса заневоливания пружин. Поточная линия для занэволивания пружин снабжена средством для пакетирования кассет. Средство смонтировано в устройстве для монтажа кассет. Средство для распакетирования кассет смонтировано в устройстве демонтажа кассет. Устройства для монтажа и демонтажа кассет установлены на противоположных сторонах конг ейера длл перемещения кассет. Загрузочно-разгрузочное устройство установлено в средней части конвейера. Питатель-накопитель вьшолнен в виде рольганга и размещен параллапьно роликовому конвейеру. 6 ил. 
Фиг.
А-А
30
Фиг 2
Л
Фи.З
Bug В
ФигМ
Фиг.З
Г
5
in
to
Составитель Ю. Сухов Редактор Н. Тупица Техред Л.Олийнык Корректор М. Демчик
Заказ 4166/8 Тираж 582Подписное
ВНгаШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Устройство для заневоливания пружин | 1985 |
|
SU1271618A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
