Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевых изделий с гребнем типа железнодорожных бандажей.
Целью изобретения является повышение производительности процесса изготовления кольцевых изделий с гребнем типа железнодорожных бандажей путем уменьшения величины раскатки по диаметру.
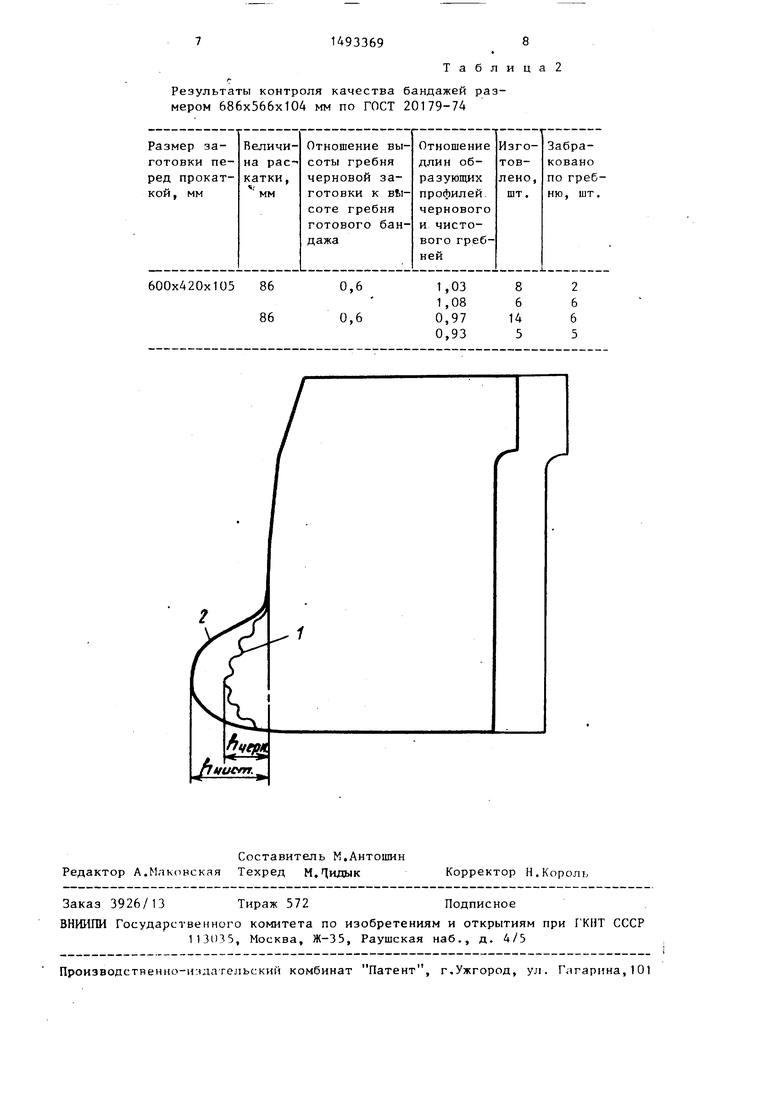
На чертеже, где показаны общие профили гребня в черновом и чистовом калибрах, обозначены: 1 - профиль гребня в черновом калибре; 2 - профиль гребня в чист вом калибре;
Ь„,„„ - высота гребня в черновом каЧ С г п
либре; h цст высота гребня в чистовом калибре.
Способ осуществляют следующим образом.
Заготовки нагревают до температуры деформации (1150-1 280 с) , которая зависит от марки стали, подвергают осадке, разгонке пуансоном и прошивке на пресс. Полученную в результате этого промежуточную кольцевую заготовку с геометрическими параметрами Dj-dotHp передают на черновой кольце- прокатный стан. При деформации кольцевой заготовки на черновом стане на ней предварительно оформляют гре4
СО ОО СлЭ О
бень высотой 0,5-0,7 высоты гребня готового изделия при длине образующей профиля гребня, равной длине образующей профиля гребня готового изделия, что достигается путем выполнения образующей профиля гребня черновой заготовки волнистой в виде ряда чередующихся выступов и впадин. Указанная образующая может быть выполнена, например, в виде синусоидальной кривой, т.е. радиус дуг, формирующих впадины, равен радиусу дуг, формирующих выступы. Затем черновую заготовку с ободом и предварительно оформленным гребнем передают на чистовой кольцепрокатный стан, где,направляя течение металла из внутренних слоев обода, получают изелия с окончательными размерами гребня.
Пример. Изготовлены железноорожные бандажи из стали марки 55 по ГОСТ 1050-74 с размерами согласно ГОСТ 20179-74; диаметр по кругу катания 68Ъ мм, внутренний диаметр 566 мм, ширина 104 мм.
В качестве исходной заготовки использованы слитки диаметром 500 мм, массой 3 т, которые разделяли на индивидуальные заготовки. Заготовки нагревали до температуры деформации (1220-1250°С). После операций осадки, разгонки и прошивки получили кольцевые заготовки размерами
1-й вариант 600x420x105 мм;
2-й вариант 550x350x105 мм.
Указанные заготовки подвергали раскатке на черновом кольцепрокатном стане до оформления гребня высотой 0,3-0,8 высоты гребня готового и%де- лия при длине образующей профиля гребня, равной длине образующей профиля гребня готового изделия, что достигалось путем выполнения образующей профиля гребня черновой заготовки волнистой в виде ряда чередующихся выступов и впадин при прокатке в черновых калибрах соответствующего профиля. Затем черновые заготовки с предварительно оформленными ободом и гребнем передавали на чистовой кольцепрокат гый стан и производили изготовление бандажей с окончательными размерами и профилем.
Результаты контроля качества бандажей, изготовленных из указанной заготовки в соответствии с описан}1ым способом, а также (г аналогичной ве5
0
5
личиной раскатки) по способу-прототи- па, приведены в табл.1.
При оформлении гребня в черновом калибре высотой менее 0,5 высоты гребня готового изделия увеличивается отношение глубины выступов и впадин к их ширине, что приводит к нечетко- NP, выполнению профиля на черновой за- готовке или образованию зажимов на готовом изделии.
При выполнении гребня в черновом калибре высотой более 0,8 высоты гребня готового изделия затрудняется четкое оформление профиля гребня в черновом (вследствие значительной его высоты), а затем и в шстовом калибрах.
При изготовлении бандажей 686х х566х104 мм по способу-прототипу из кольцевой заготовки размерами 470х х200х105 мм величина раскатки по диаметру, при которой брак минимален, составляет 216 мм. Величина отбраковки по невыполнению профиля при этом составляет 0,3-0,4%.
Как показали проведенные эксперименты, превышение длины образующей профиля гребня в черновом калибре по отношению к длине профиля готового изделия приводит к возникновению закатов, глубина залегания которых увеличивается с увеличением указанного соотношения.
Уменьшение длины образующей профи- 5 ля гребня чернового калибра влияет неоднозначно и зависит от степени и зменения волнистости профиля по длине образующей. При уменьшении длины образующей (в результате равномерного уменьшения глубины волнистости при изготовлении калибра мехобработкой по копиру) затрудняется заполнение чистового калибра. При принятой величине раскатки это приводит к невьшол- 5 нению профиля гребня (табл.2). В то же время некоторое уменьшение длины образующей профиле гребня в черновом калибре, имеющее место в результате износа его в процессе прокатки, не 0 оказывает заметного влияния на заполнение чистового калибра. Так, в процессе изготовления бандажей по ГОСТ 20179-74 длина образующей профиля гребня черновой заготовки уменьшилась 5 ДО 0,93 длины образующей гребня готового изделия, при этом качество гребня всех банд.чжей соответствовало требованиям стандарта, что объясняется неравномерносты- iriijoca че1 нового
0
0
51493369
калибра по длине образующей гребня: уменьшение длины образующей произошло за счет участков у входа в калибр, подвергающихся наиболее интенсивному износу, участки же, прилегающие к вершине гребня, заполнение которых в чистовом калибре наиболее затруднено, сохранили свою исходную форму.
при использовании заготовки бОбх х420х105 мм (величина раскатки 86 мм) - на 25%;
при использовании заготовки 550х х350х105 мм (величина раскатки 126 мм) - на 15%.
Качество изделий соответствует требованиям ГОСТ 20179-74,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колец | 1989 |
|
SU1764749A1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ производства кольцевых изделий с наружным гребнем | 1989 |
|
SU1733172A1 |
| Способ изготовления кольцевых изделий с гребнем | 1989 |
|
SU1703232A1 |
| Способ изготовления кольцевых одногребневых изделий | 1988 |
|
SU1574334A1 |
| Способ прокатки сложнопрофильных кольцевых изделий | 1989 |
|
SU1738448A1 |
| Способ изготовления колец | 1989 |
|
SU1719142A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС | 2019 |
|
RU2725547C1 |
| Устройство для раскатки кольцевых заготовок | 1990 |
|
SU1803239A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU1751906C |
Изобретение относится к обработке металлов давлением ,в частности, к технологии изготовления кольцевых изделий с гребнем типа железнодорожных бандажей. Цель изобретения - повышение производительности процесса изготовления за счет уменьшения величины раскатки по диаметру. Кольцевую заготовку прокатывают в черновом калибре на кольцепрокатном стане. На стадии черновой прокатки оформляют полуфабрикат с ободом и гребнем высотой 0,5-0,7 высоты гребня готового изделия при длине образующей профиля гребня, равной длине образующей профиля гребня готового изделия, путем выполнения ее волнистой в виде ряда чередующихся выступов и впадин. Далее полученный полуфабрикат прокатывают в чистовом калибре, где изготовляют изделие с окончательными размерами гребня вытеснением металла из зоны обода. Изобретение позволяет за счет уменьшения трения металла о стенки инструмента облегчить заполнение чистового калибра, что значительно уменьшает величину раскатки колец по диаметру. 1 ил., 1 табл.
Дальнейшее увеличение разницы между длинами образующих профиля гребня в черновом и чистовом калибрах
(,88-0,) в результате износа чернового калибра привело к невыполнению профиля гребня готового изделия, С увеличением износа степень невыполнения профиля возрастала.
х пособ позволяет облегчить заполнение калибра, образующего чистовой профиль, за счет устранения трений металла о его стенки и при этом значительно уменьшить величину раскатки изделий по диаметру, а следовательно, повысить производительность процесса. Так, по сравнению со способом-прототипом (величина раскатки 216 мм) обеспечивается повышение производительности:
Таблица 1
Результаты контроля качества железнодорожных бандажей размером 686x566x104 мм по ГОСТ 20179-74
86 86
Прототип Ранее изложенный
136
136
Прототип Ранее изложенный
10
Формула изобретения
5
0
к.
Способ производства кольцевых изделий с ободом и гребнем типа железнодорожных бандажей путем прокатки заготовки последовательно в черновом и чистовом калибрах, отличающийся тем, что, с целью повышения производительности процесса, в черновом калибре гребень прокатывают до высоты 0,5-0,7 высоты гребня готового изделия при длине образующей профиля гребня, равной длине образующей профиля гребня готового изделия, выполняя образующую профиля волнистой, а в чистовом калибре гребень прокатывают до окончательных размеров по высоте за счет вытеснения объема металла из обода , в гребень.
17 16 26 38 17 23 21 27 22 17 24 54 34 41
17 5 4 О О 1
2 4 7 3 О О
о
2
Результаты контроля качества бандажей размером 686x566x104 мм по ГОСТ 20179-74
600x420x105 86 86
0,6 0,6
Составитель М.Автошин Редактор А.Маковская Техред МЛидык
Заказ 3926/13
Тираж 572
ВНИИПИ Государственного комитета по изобретениям и открытиям при Г КИТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Таблица2
8 6
14 5
2 6 6 5
Корректор Н.Король
Подписное
| Шифрин М.Ю., Соломович К.Я | |||
| Производство цельнокатаных колес и бандажей | |||
| М.: Металлургиздат, 1954, с | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
