(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КЛИНОВИДНОЙ ФОРМЫ
1
Изобретение относится к обработке металлов давлением, ; а именно к способам ковки на прессах и молотах, и может быть использовано при получении поковок клиновидной формы.
Известен способ изготовления поковок клиновидной фбрмы, включающий нагрев и ковку заготовки с уклоном 1.
Недостатком известного способа является неравномерность механических свойств в поковке, вызванная различной степенью деформации сечений поковки, особенно в поковках из однофазных сталей.
Цель изобретения - улучшение качества получаемых поковок путем выравнивания структуры металла в объеме поковки.
Поставленная цель достигается тем, что в способе изготовления поковок клиновидной формы, включающем нагрев и ковку заготовки с уклоном, используют дополнительную заготовку аналогичной формы, обе заготовки соединяют между собой плоскостями уклонов в блок прямоугольного сечения, который нагревают и деформируют путем протяжки с приложением усилий в направлении плоскости разъема блока.
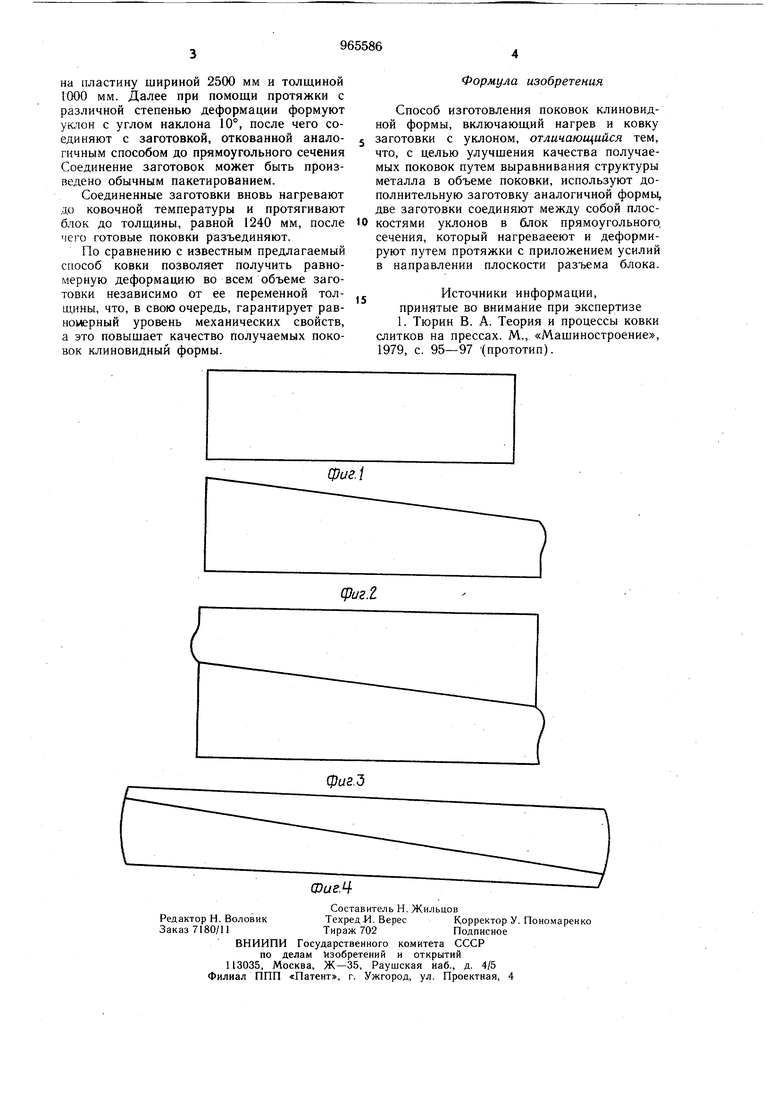
На фиг. 1 изображена исходная заготовка - пластина прямоугольного сечения; на фиг. 2 - заготовка с отформованным клиновым уклоном.; на фиг. 3 - блок прямоугольного сечения после соединения заготовок между собой; на фиг. 4 - заготовки после протяжки до поковочных размеров.
Способ реализуется следующим образом.
Слиток нагревают и протягивают до промежуточных размеров прямоугольного сечения (фиг. 1). Далее при помощи протяжки с различной степенью обжатия формуют клиновой уклон (фиг. 2), после чего соединяют заготовки между собой до образования блока прямоугольного сечения (фиг. 3). Затем полученный блок вновь нагревают
15 до ковочной температуры и протягивают до поковочных размеров (фиг. 4).
Примером конкретного использования данного способа может служить изготовление из стали ЭП-769 пластины клинообразной формы толщиной 700 мм с углом наклона 10°, имеющей размеры в плане 2500Х ХЗООО мм.
Первоначально нагретый до ковочной температуры 1220°С слиток, протягивают
на пластину шириной 2500 мм и толщиной 1000 мм. Далее при помощи протяжки с различной степенью деформации формуют уклон с углом наклона 10°, после чего соединяют с заготовкой, откованной аналогичным способом до прямоугольного сечения Соединение заготовок может быть произведено обычным пакетированием.
Соединенные заготовки вновь нагревают до ковочной температуры и протягивают блок до толщины, равной 1240 мм, после чего готовые поковки разъединяют.
По сравнению с известным предлагаемый способ ковки позволяет получить равномерную деформацию во всем объеме заготовки независимо от ее переменной толщины, что, в свою очередь, гарантирует равномерный уровень механических свойств, а это повыщает качество получаемых поковок клиновидный формы.
Формула изобретения
Способ изготовления поковок клиновидной формы, включающий нагрев и ковку
заготовки с уклоном, отличающийся тем, что, с целью улучшения качества получаемых поковок путем выравнивания структуры металла в объеме поковки, используют дополнительную заготовку аналогичной формы, две заготовки соединяют между собой плоскостями уклонов в блок прямоугольного, сечения, который нагреваееют и деформируют путем протяжки с приложением усилий в направлении плоскости разъема блока.
Источники информации, принятые во внимание при экспертизе 1. Тюрин В. А. Теория и процессы ковки
слитков на прессах. М., «Машиностроение,
1979, с. 95-97 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ получения поковок коленчатых валов | 1988 |
|
SU1556806A1 |
| Способ ковки пластины | 1985 |
|
SU1306632A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ ковки ступенчатых поковок | 1986 |
|
SU1480945A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки полых поковок большого диаметра | 1985 |
|
SU1338949A1 |
| Способ изготовления поковок прямоугольного сечения | 1985 |
|
SU1281328A1 |
| Способ изготовления поковок типа вал | 1990 |
|
SU1773541A1 |
