дом и неподвижную центральную часть 4. В частях 1 и 4 выполнен вырез 6, в котором размещены отъемные части 10, II, 12, поверхности которых, обращенные к отливке, вьтолнены тороидальными, причем части i 1 и 12 шар- нирно закреплены на каретке 15, пере мещающейся по направляющим внутри центральной части 4. При извлечении стержня из тороидальной отливки сна1
Изобретение относится к литейному производству, в частности к литью под давлением полых отливок, наприме угольников для соединения.труб.
Целью изобретения является уменьшение габаритов системы.
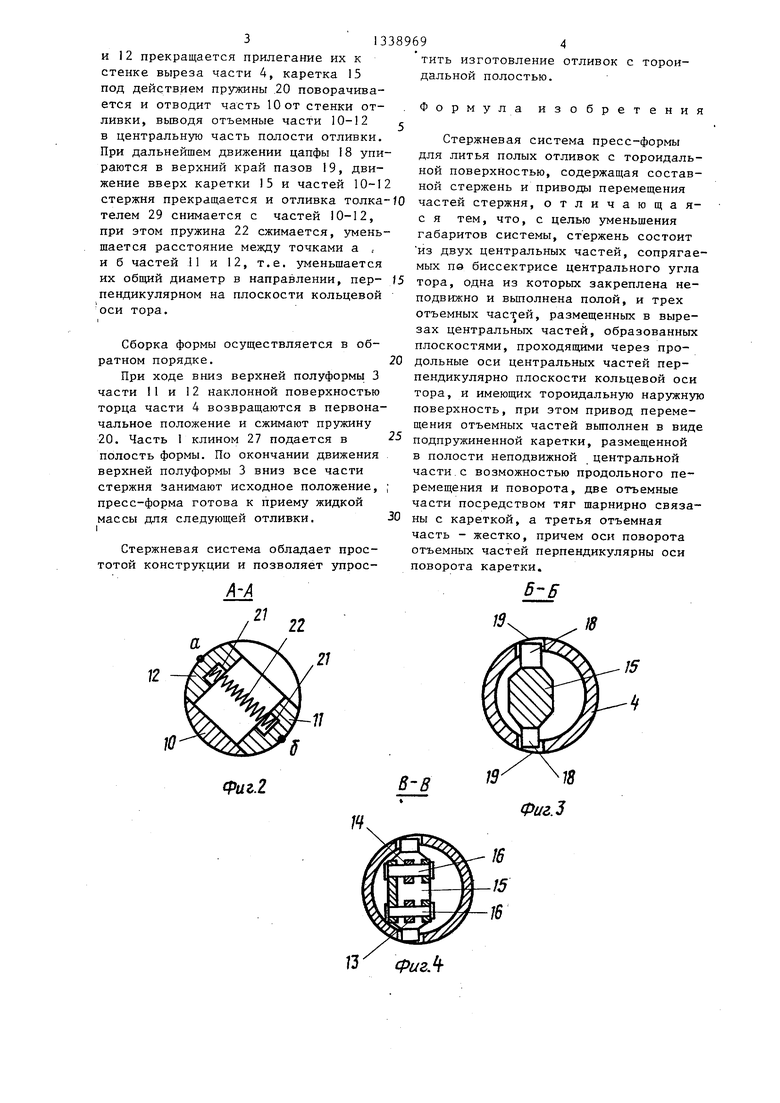
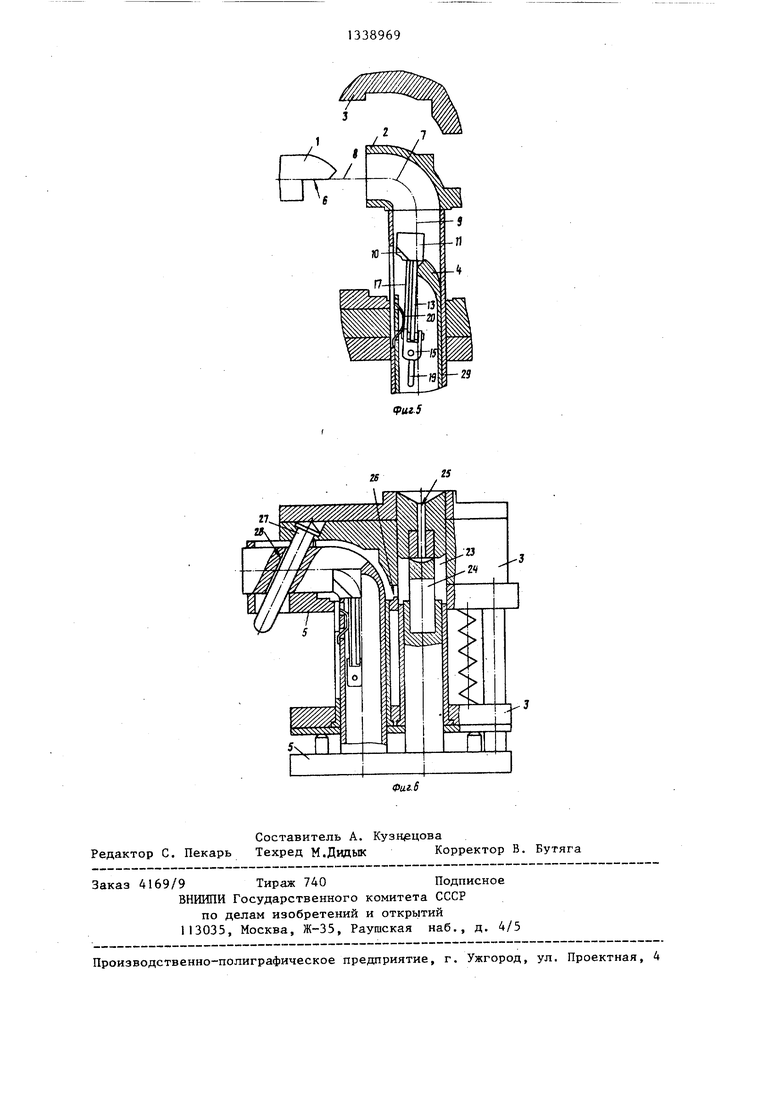
На фиг. 1 изображена стержневая система, продольный разрез; на фиг.2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг.1; на фиг. 5 - положение стержней по окончании извлечения отливки из пресс-формы; на фиг. 6 - пресс-форма, общий вид.
Стержневая система состоит из icoc тавного стержня и приводов перемещения частей стержня. Стержень состоит из центральной части 1 , установленной с возможностью продольного перемещения относительно отливки 2 и верхней полуформь: 3 пресс-формы, полой центральной части 4, закрепленной установленной неподвижно относительно нижней полуформы 5 пресс-формы. На участке взаимного прилегания частей выполнен вырез 6, образованный плоскостями, перпендикулярными плоскости кольцевой оси 7 тора и проходящими через продольные оси 8 и 9 частей J и 4 и центр тора. В вырезе размещены отъемные части 10-12, причем части 1 1 и 1 2 с помощью тяг 13 и 14 шарнирно закреплены на каретке 15. Шарниры выполнены в виде осей 16. Отъемная часть 10 соединена с кареткой 15 жестко с помощью тяги 17. Каретка снабжена цапфами 18, размещенными в направляющих пазах 19 полой части 4. Тяга 17 подпружинена пружи38969
чала извлекается приводом часть 1 , а части 10, II, 12 вместе с кареткой увлекаются отливкой 2 вверх. После перемещения отливки на высоту частей 11 и 12 каретка под действием пружины 20 поворачивается и отводит часть 10 от отливки, выводя части 10,11,12 в центральную часть отливки. Толкатель 29 снимает отливку 2 с частей 10,11, 12, 6 ил.
2
ной 20 с тем, чтобы создать условия поворота каретки 15 и отвода части 10 от поверхности отливки при вьшоде
из отливки части 4, Части II и 12 выполнены с углублениями 21, в которых установлена пружина 22.
Центральный угол тороидальной части треугольника обозначен буквойoi
Пресс-форма (фиг. 6) содержит
верхнюю (подвижную) полуформу 3, нижнюю (неподвижную) полуформу 5, приемную камеру 23 для жидкой литьевой массы, в которой размещен шток 24,
жестко скрепленньш с неподвижной частью 5, канал 25 для заливки литьевой массы в приемную камеру. Приемная камера соединена с полостью формы каналом 26. С верхней (подвижной) полумуформой пресс-формы жестко скреплен наклонный-клин 27, размещенный в пазу 28, выполненном в части 1 стержня.
Стержневая система работает следующим образом.
В положении, показанном на фиг.1, части 1,4,10-12 стержня находятся в полости отливки 2. Пружина 20 сжата и части 11 и 12 прижаты к стенке выреза 6 части 4. При движении верхней
полуформы 3 пресс-формы вверх вместе с ними движутся вверх отливки 2, отдельная часть 0, увлекаемая отливкой, и, следовательно, каретка 15 и отъемные части 11 и 12,а также часть 1, которая с помощью клина 27 одновременно извлекается из полости отливки. Полая часть 4 стержня при этом остается неподвижной, поэтому отливка как бы снимается с нее.
При ходе отливки 2 и каретки 15 вверх на величину высоты частей 11
и 12 прекращается прилегание их к стенке выреза части 4, каретка 15 под действием пружины 20 поворачивается и отводит часть 10 от стенки отливки, вьшодя отъемные части 10-12 в центральную часть полости отливки. При дальнейшем движении цапфы I8 упираются в верхний край пазов 19, движение вверх каретки 15 и частей 10-1 стержня прекращается и отливка толка телем 29 снимается с частей 10-12, при этом пружина 22 сжимается, уменьшается расстояние между точками а , и б частей 11 и 12, т.е. уменьшается их общий диаметр в направлении, пер- пендикулярном на плоскости кольцевой оси тора.
Сборка формы осуществляется в обратном порядке.
При ходе вниз верхней полуформы 3 части 11 и I2 наклонной поверхностью торца части 4 возвращаются в первоначальное положение и сжимают пружину 20. Часть 1 клином 27 подается в полость формы. По окончании движения верхней полуформы 3 вниз все части стержня занимают исходное положение, пресс-форма готова к приему жидкой
массы для следующей отливки. I
Стержневая система обладает простотой конструкции и позволяет упрос
г O 5
0
5
0
тить изготовление отливок с тороидальной полостью.
Формула изобретения
Стержневая система пресс-формы для литья полых отливок с тороидальной поверхностью, содержащая составной стержень и приводы перемещения частей стержня, отличающая- с я тем, что, с целью уменьшения габаритов системы, стержень состоит из двух центральных частей, сопрягаемых пэ биссектрисе центрального угла тора, одна из которых закреплена неподвижно и выполнена полой, и трех отъемных частей, размещенных в вырезах центральных частей, образованных плоскостями, проходящими через продольные оси центральных частей перпендикулярно плоскости кольцевой оси тора, и имеющих тороидальную наружную поверхность, при этом привод перемещения отъемных частей выполнен в виде подпружиненной каретки, размещенной в полости неподвижной центральной части с возможностью продольного перемещения и поворота, две отъемные части посредством тяг шарнирно связаны с кареткой, а третья отъемная часть - жестко, причем оси поворота отъемных частей перпендикулярны оси поворота каретки.
Я
Фиг.2
Б-Б
В-В
19
Фиг.З
Фиг А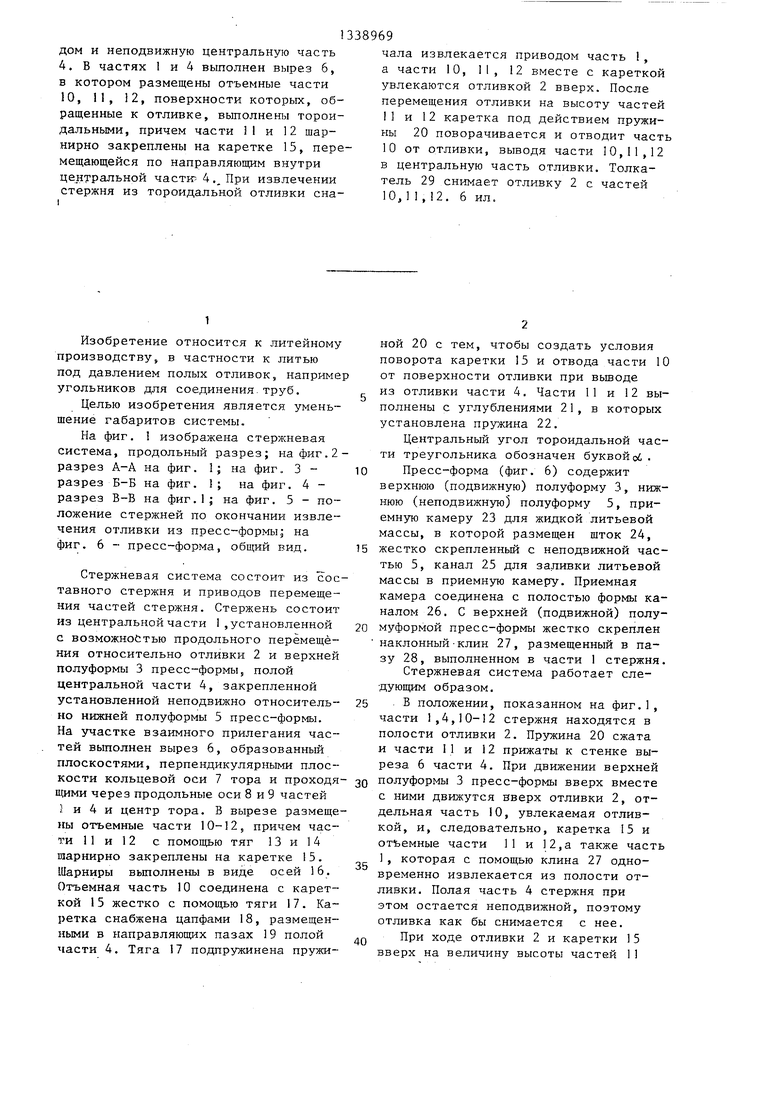
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРЖНЕВОЙ ЯЩИК ДЛЯ ФОРМОВКИ СТЕРЖНЕЙ С ПОДНУТРЕНИЯМИ | 2007 |
|
RU2347642C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 1991 |
|
RU2040360C1 |
| Установка для литья под давлением | 1972 |
|
SU442007A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1121092A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| Многогнездная прессформа для литья под давлением | 1981 |
|
SU944778A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
Изобретение относится к литейному производству, в частности к получению отливок типа уголков. Цель изобретения - уменьшение габаритов стержневой системы. Стержневая система содержит стержень, состоящий из нескольких частей, и приводы перемещения частей. Стержень содержит центральную часть 1, перемещаемую приво6 23 (Л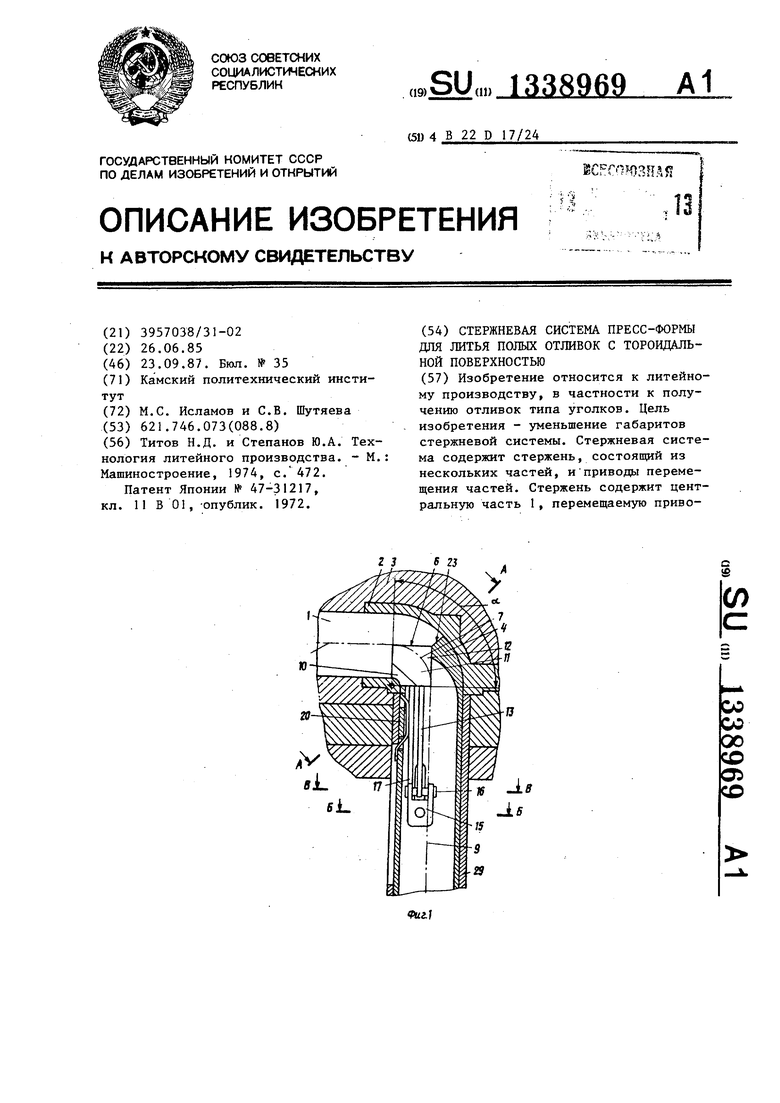
Составитель А. Кузнецова Редактор С. Пекарь Техред М.Дидык Корректор В. Бутяга
Заказ 4169/9 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Титов Н.Д | |||
| и Степанов Ю.А | |||
| Технология литейного производства | |||
| - М.: Машиностроение, 1974, с | |||
| Устройство для нахождения генерирующих точек контактного детектора | 1923 |
|
SU472A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
