Изобретение относится к обработе металлов давлением, в частности линиям поперечной резки листового роката.
Целью изобретения является расширение технологических возможностей и овышение выхода годного, на линиях поперечной резки.
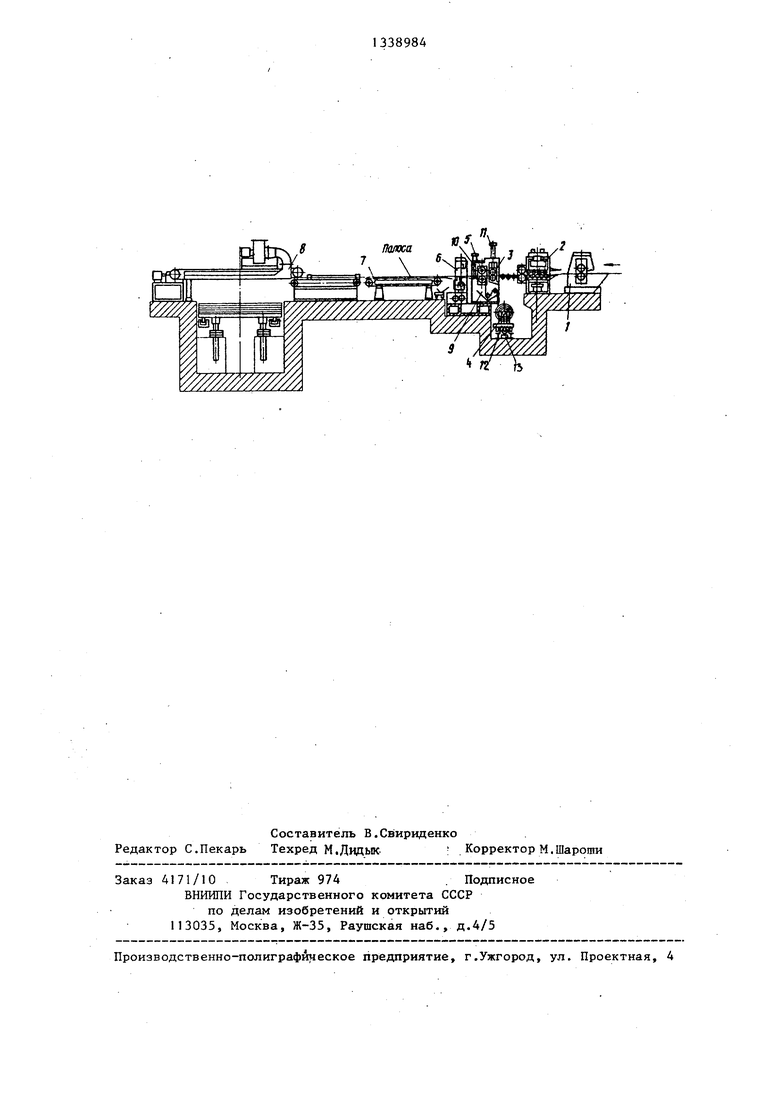
На чертеже схематически изображена линия поперечной резки.
Линия поперечной резки содержит головную часть 1 и хвостовую часть, включающую правильную машину 2, промасливающее устройство 3, устройство 4 наложения бумаги, приводные прижимные ролики 5, приводные летучие ножницы 6, транспортер 7, листоук- ладчик 8. Промасливающее устройство 3 выполнено приводным и вместе с Приводными прижимными роликами 5 смонтировано на раме 9. Для отсекания бумаги в раме 9 смонтирован нож
10,а для подъема верхнего промасливающего ролика установлен цилиндр
11.Устройство 4 наложения бумаги смонтировано на тележке 12, которая с помощью гидроцилиндра 13 может вы- катьшаться для загрузки очередного рулона бумаги либо пленки.
Хвостовая часть линии работает следующим образом.
Работа при наложении бумаги снизу на промасленную полосу. Исходное положение - промасливающее устройство 3 и прижимные ролики 5 раскрыты, рулон бумаги находится на оси линии. Оператор первоначально заправляет конец бумаги в прижимные ролики 5. Полоса на заправочной скорости задается в правильную машину 2, в промасливающее устройство 3, которое промасливает полосу с двух сторон. Далее полоса подается в прижимные ролики 5, которые сводятся на полосу и прикатывают бумагу. Одновременно включается привод размотки (не показан) бумаги. Далее полоса с на- ложенной бумагой заходит в ножницы 6, где происходит -рез. Оператор увеличивает скорость порезки до рабочей, происходит мерная резка полосы. Лис- ты транспортером 7 передаются в листоукладчик ,8. .
При подходе заднего конца полосы к правильной машине 2 скорость понижается до заправочной. Кусок полосы, оставшийся между правильной машиной
2 и ножницами 6, подается в ножницы 6 прижимными роликами 5, производится рез. Задний кусок полосы выталкивается прижимными роликами 5 через ножницы 6. Линия останавливается.,
Ножом 10 отрезается бумага. В дальнейшем цикл работы линии повторяется.
Работа при наложении липкой пленки снизу на сухую полосу. Промасливающее устройство 3 не работает - оно разведено, причем его верхний ролик зафиксирован от случайного опускания. В остальном же порядок операций по подготовке к работе,
порядок заправки пленки и загрузки рулона пленки тот же, что и при работе с .
Формула изобретения
.1. Линия поперечной резки, содержащая головную часть и установленные за ней в технологической последовательности правильную машину, устройство наложения бумаги, приводные прижимные ролики, летучие ножницы, транспортер и листоукладчик, о.т - личающаяся тем, что, с целью расширения технологических
возможностей и увеличения выхода годного, она снабжена промасливающим устройством, установленным между правильной машиной и летучими ножницами, при этом устройство наложения
бумаги расположено ниже технологического уровня линии.
2. Линия поперечной резки по п.1, отличающаяся тем, что привод прижимных роликов кинематически связан с приводом летучих ножниц.
W//////////////M
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Линия для поперечной и продольной резки | 1988 |
|
SU1606268A1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ | 2002 |
|
RU2240900C2 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ПОЛОСЫ ПО ОСИ АГРЕГАТА | 2010 |
|
RU2423198C1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
Изобретение относится к обработке металлов давлением, в частности к линиям резки листового проката. Цел1зю изобретения является расширение технологических возможностей и повьшение выхода годного на линиях поперечной резки. Линия поперечной резки содержит головную часть 1 и установленные за ней в технологической последовательности правильную машину 2, промасливающее устройство 3,устройство наложения бумаги 4, приводные прижимные ролики 5,- летучие ножницы 6, транспортер 7 и лис- тоукладчик 8. При работе полоса проходит промасливающее устройство 3 и затем устройство наложения бумаги 4.Затем полоса прижимными роликами 5 подается в летучие ножницы 6, где режется на мерные длины. 1 з.п. ф-лы, 1 ил. i (Л 00 со 00 ;О 00 4;
| Агрегат резки на мерные длины | |||
| Sheet Metal Industries, 1972, v.3, p.227-228. |
