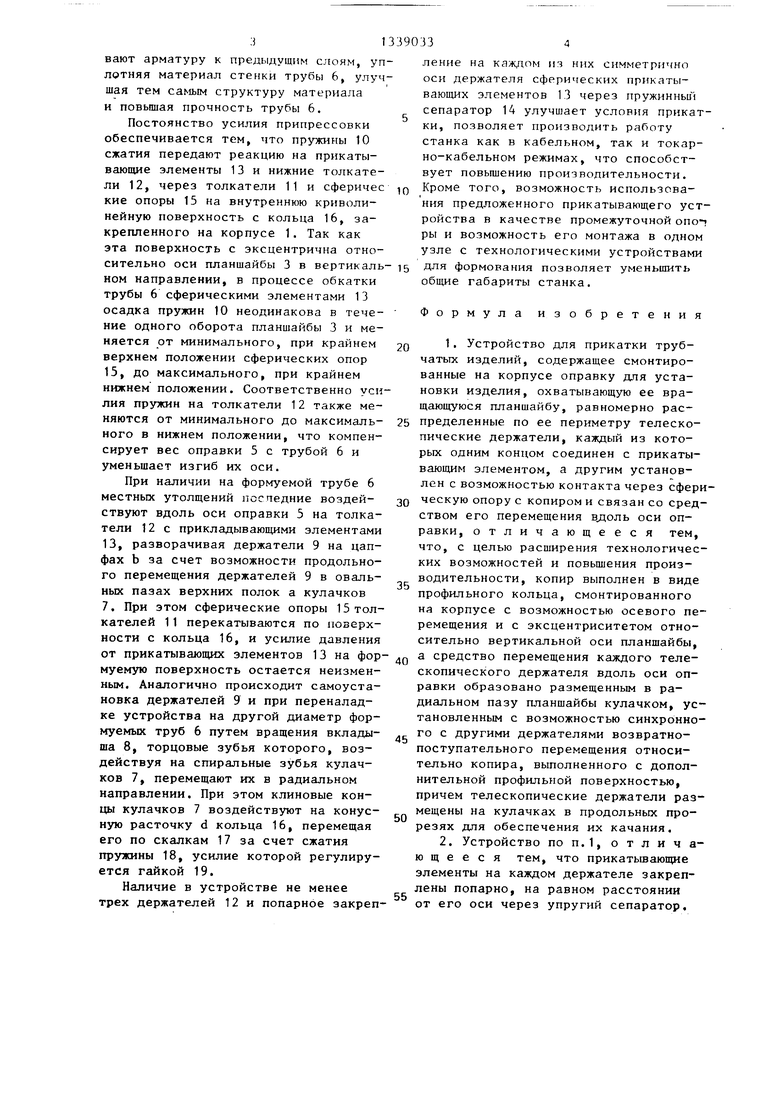
тируют с копиром в виде профильного кольца 16, установленного с эксцентриситетом относительно вертикальной оси планшайбы 3 и возможностью перемещения вдоль оси оправки 5. При этом прикатывающие элементы 13 установлены На каждом толкг геле 12 попарно через упругий сепаратор 14, При вращении планшайбы 3 эксцентриситет внутренней поверхности кольца 16 по вертикали относительно оси планшайбы 3 создает разницу в давлениях на нее со стороны толкателей 12 сферических элементов, компенсируя вес оправки
Изобретение относится к оборудованию для изготовления изделий из армированных полимерных материалов и может быть использовано в намоточных станках, предназначенных для формования труб сложной конфигурации.
Цель изобретения - расширение технологических возможностей и повышение производительности.
На фиг.1 показано устройство, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Устройство для прикатки содержит корпус 1 подшипников 2, планшайбу 3 со звездочкой 4, оправку 5 с формуемой трубой 6. В радиальных пазах планшайбы 3 равномерно по окружности размещено с возможностью синхронного радиального перемещения не менее трех кулачков 7, внутренние поверхности вертикальных стенок которых выполнены в виде реек со спиральными зубьями, находящимися в зацеплении с торцовыми зубьями вкладьщ1ей 8. На горизонтальных полках кулачков 7 смонтированы с возможностью качания в продольном пазу верхней полки а на цапфах b держатели 9, которых размещены с возможностью относительного перемещения вдоль общей центральной оси посредством пружин 10 сжатия верхние 11 и нижние 12 толкатели, нижние толкатели 12 несут прикатывающие элементы 13. Последние попарно закреплены - на равном расстоянии от оси толкателя 12 через пружинные сепараторы 14
9()33
5 и исключая ее прогибы. Закрепление кольца 16 на корпусе 1 с возможностью перемещения вдоль оси оправки 5, выполнение внутренней опорной поверхности кольца 16 криволинейной, а также монтаж держателей 9 с возможностью покачивания в продольных плоскостях оправки позволяет производить быструю переналадку станка на изготовление труб другого диаметра, что сокращает подготовительно-заключительное время и повьщ1ает общую производительность станка. 1 з.п.ф-лы. 2 ил.
и контактируют с поверхностью формуемой трубы 6, а толкатели 11 через сферические опоры 15 контактируют с внутренней криволинейной поверхность 5 с копира в виде профильного кольца 16, например в виде эллипсоида вращения. Кольцо 16 закреплено на корпусе 1 на скалках 17 с возможностью скольжения по ним вдоль оси оправки
О 5 под действием пружин 18, поджатых регулировочными гайками 19, либо под действием клиновых концов кулачков 7, упирающихся в дополнительную профильную поверхность, например в кор15 пусную расточку d кольца 16. Криволинейная поверхность с кольца 16 выполнена с эксцентриситетом относительно вертикальной оси планшайбы 3. Устройство для прикатки работает
20 следующим образом.
Приводят во вращение звездочку 4, закрепленную на планшайбе 3, смонтированной в корпусе 1 подшипников 2. С планшайбой 3 вращаются установлен ные в ее радиальных пазах кулачки 7 вместе с держателями 9 с пружинами 10 сжатия-и размещенными в них толкателями 11 и 12, нижние из которых (12) несут сферические прикатывающие эле30 менты 13, закрепленные попарно через пружинные сепараторы 14. Прикатыва- щие элементы 13 обкатывают поверхность формуемой трубы 6, размещенной на оправке 5. Вращаемые силой трения
350 поверхность формуемой трубы 6 прикатывающие элементы 13 припрессовывают арматуру к предыдущим слоям, уплотняя материал стенки трубы 6, улучшая тем самым структуру материала и повышая прочность трубы 6,
Постоянство усилия припрессовки обеспечивается тем, что пружины 10 сжатия передают реакцию на прикатывающие элементы 13 и нижние толкатели 12, через толкатели 11 и сферичес кие опоры 15 на внутреннюю криволинейную поверхность с кольца 16, закрепленного на корпусе 1. Так как эта поверхность с эксцентрична относительно оси планшайбы 3 в вертикальном направлении, в процессе обкатки трубы 6 сферическими элементами 13 осадка пружин 10 неодинакова в течение одного оборота планшайбы 3 и меняется от минимального, при крайнем верхнем положении сферических опор 15, до максимального, при крайнем нижнем положении. Соответственно усилия пружин на толкатели 12 также меняются от минимального до максимального в нижнем положении, что компенсирует вес оправки 5 с трубой 6 и уменьшает изгиб их оси.
При наличии на формуемой трубе 6 местных утолщений последние воздействуют вдоль оси оправки 5 на толкатели 12 с прикладывающими элементами 13, разворачивая держатели 9 на цапфах b за счет возможности продольного перемещения держателей 9 в овальных пазах верхних полок а кулачков 7, При этом сферические опоры 15 толкателей 11 перекатываются по поверхности с кольца 16, и усилие давления от прикатывающих элементов 13 на формуемую поверхность остается неизменным. Аналогично происходит самоустановка держателей 9 и при переналадке устройства на другой диаметр формуемых труб 6 путем вращения вкладыша 8, торцовые зубья которого, воздействуя на спиральные зубья кулачков 7, перемещают их в радиальном направлении. При этом клиновые концы кулачков 7 воздействуют на конусную расточку d кольца 16, перемещая его по скалкам 17 за счет сжатия пружины 18, усилие которой регулируется гайкой 19.
Наличие в устройстве не менее трех держателей 12 и попарное закреп
5
0
5
0
5
0
5
0
5
ление на каждом из них симметрично оси держателя сферических прикатывающих элементов 13 через пружинньи сепаратор 14 улучшает условия прикат- ки, позволяет производить работу станка как в кабельном, так и токар- но-кабельном режимах, что способствует повьш ению производительности. Кроме того, возможность использования предложенного прикатывающего устройства в качестве промежуточной ono-i ры и возможность его монтажа в одном узле с технологическими устройствами для формования позволяет уменьшить общие габариты станка.
Формула изобретения
1.Устройство для прикатки трубчатых изделий, содержащее смонтированные на корпусе оправку для установки изделия, охватывающую ее вращающуюся планшайбу, равномерно распределенные по ее периметру телескопические держатели, каждый из которых одним концом соединен с прикатывающим элементом, а другим установлен с возможностью контакта через сферическую опору с копиром и связан со средством его перемещения вдоль оси оправки, отличающееся тем, что, с целью расширения технологических возможностей и повьш1ения производительности, копир выполнен в виде профильного кольца, смонтированного
на корпусе с возможностью осевого перемещения и с эксцентриситетом относительно вертикальной оси планшайбы, а средство перемещения каждого телескопического держателя вдоль оси оправки образовано размещенным в радиальном пазу планшайбы кулачком, установленным с возможностью синхронного с другими держателями возвратно- поступательного перемещения относительно копира, выполненного с дополнительной профильной поверхностью, причем телескопические держатели размещены на кулачках в продольньгх прорезях для обеспечения их качания.
2.Устройство по П.1, отличающееся тем, что прикатывающие элементы на каждом держателе закреплены попарно, на равном расстоянии
от его оси через упругий сепаратор.
15
Редактор В.Данко
Составитель М.Осипова Техред Л.Олийнык
Заказ 4176/13 Тираж 564Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, у л.Проектная,4
Фиг. 2
Корректор Н.Муска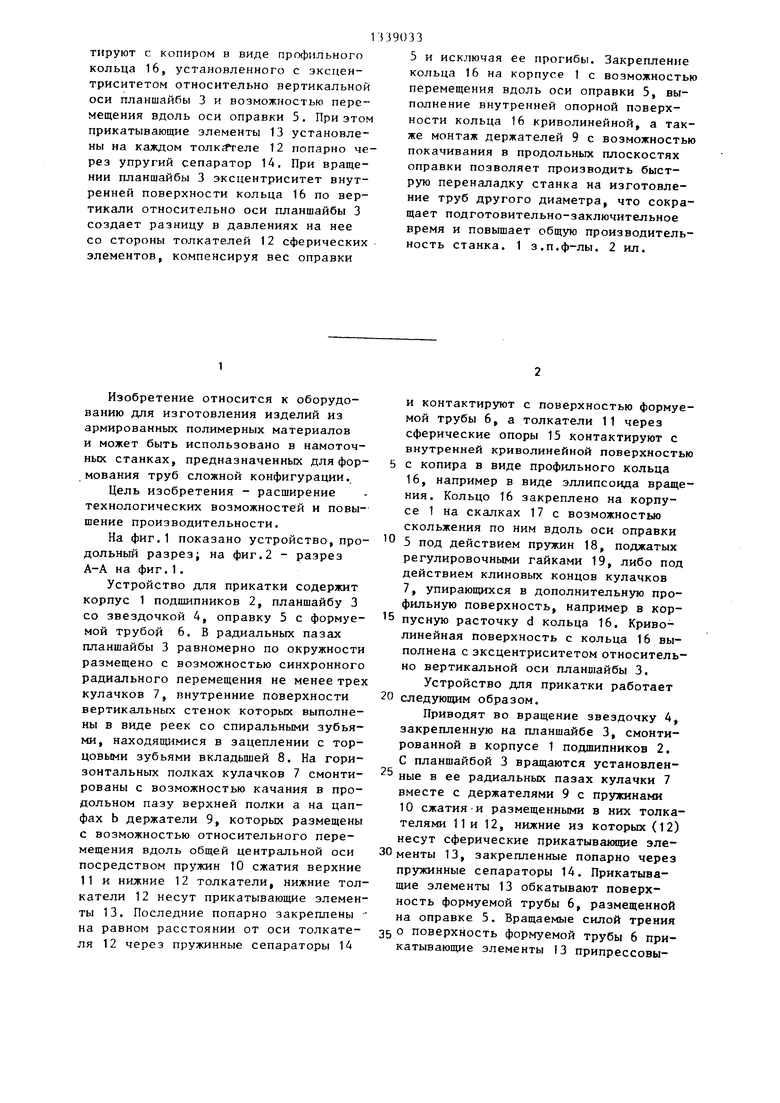
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прикатки профильных оболочек из армированных материалов | 1983 |
|
SU1063618A2 |
| Устройство для намотки труб из армированных материалов | 1985 |
|
SU1298092A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ КАНАВОК ДЛЯВВОДА ШАРИКОВ В КОЛЬЦАХ ШАРИКОВЫХПОДШИПНИКОВ12 | 1971 |
|
SU428925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2157761C2 |
| Устройство для поперечной резки труб | 1981 |
|
SU988469A1 |
| Многопозиционный станок для обработки тонкостенных корпусов емкостей | 1976 |
|
SU749494A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ | 1973 |
|
SU378327A1 |
| Установка для дробеструйной обработки полых цилиндрических изделий | 1986 |
|
SU1366376A1 |
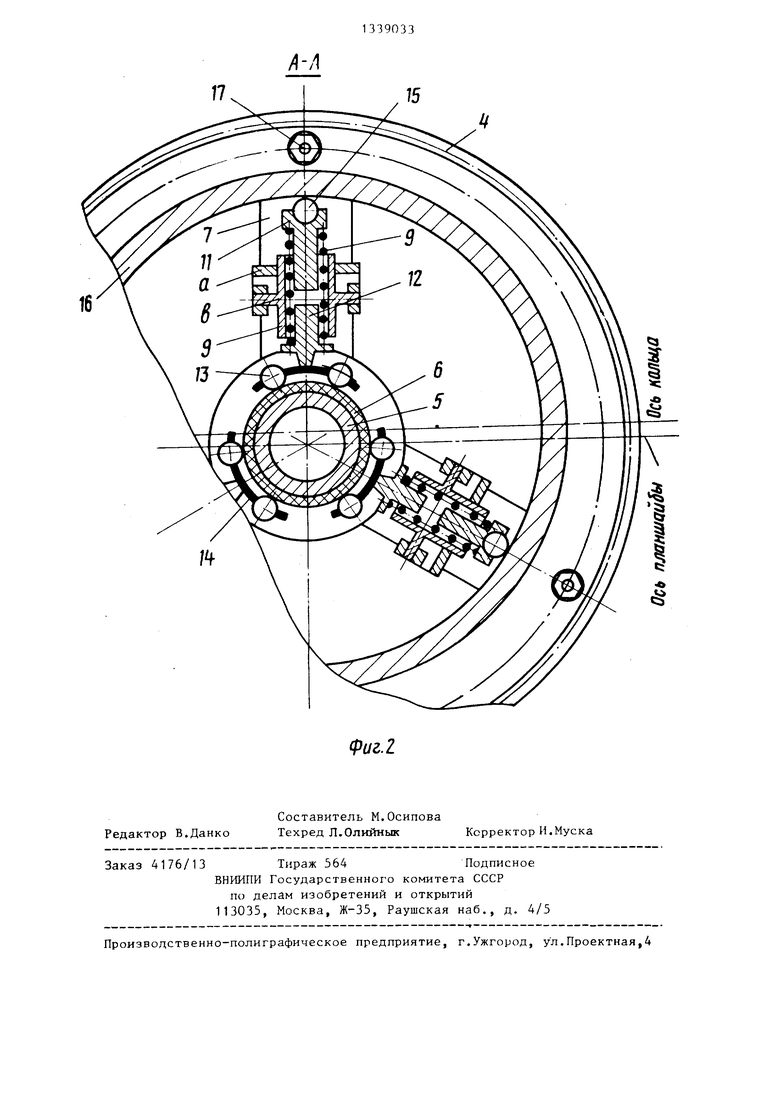
Изобретение относится к оборудованию для прикатки трубчатых изделий и может быть использовано при изготовлении труб из композиционных материалов методом намотки. Целью изобретения является расширение технологических возможностей и повьппение производительности. Поставленная цель достигается тем, что прикатывающие элементы 13 закреплены на нижних толкателях 12 и подпружинены относительно оправки 5, а верхние толкатели 11 через сферическую опору 15 контакя ms т 2 4 М 7777Х 1 i сл оо со со о 02 00
| Устройство для завальцовки | 1978 |
|
SU795643A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
