Изобретение относится к металлургии, конкретнее к способам термической обработки цельнокатаных колес.
Целью изобретения япляется увеличение производительности процесса.
Способ включает аустенизацию, охлаждение обода до среднемассовой температуры 520-570°С, ступицы - до t (,„ (0-50) С и последующий отпуск в течение 2,0-2,3 ч.
Пример 1. Цельнокатаное железнодорожное колесо 0 950 мм из стали с содержанием углерода 0,53% (низк- ний предел по ГОСТу) и марганца 0,67% нагревают до температуры аусте- низации (860 С) и помешают в установку для прерывистого упрочнения обода водой. Упрочнение ведут в течение 130 с до достижения среднемассовой температуры обода 520-550 С. Затем колесо укладывают в стопу и производят принудительное охлаждение ступицы воздухом до среднемассовой температуры 450-470 С с одновременным подсту- живанием обода до среднемассовой температуры 430-450 С, при этом средне- массовая температура всего колеса становится равной температуре отпуска. Далее стопу колес загружают в колодец шахтного типа и производят отпуск при 450 С в течение 2,0 ч.
Проведенный хронометраж показывает, что продолж 1тельность процесса термообработки сокращается на 51 мин за счет уменьшения времени закалки на 70 с, подстуживания на 20 мин и отпуска на 30 мин.
Контроль механических свойств колес показывает их соответствие требованиям ГОСТа.
Пример 2. Цельнокатаное железнодорожное колесо 0 950 мм из стали с содержанием углерода 0,65% и марганца 0,84% (верхний предел по ГОСТу) нагревают до температуры аус- тенизации (860 С) и помещают в установку прерывистого упрочнения обода водой. Упрочнение ведут в течение 120 с до достижения среднемассовой температуры обода 540-570 С. Затем колесо укладывают в стопу и производят принудительное охлаждение ступиц воздухом до среднемассовой температуры 520-550 С с одновременным под- стуживанием обода до среднемассовой температуры 470-490 С, при зтом сред немассовая температура всего колеса становится равной температуре отпус
5
5
ка. Далее стопу загружают в колодец шахтного типа и производят отпуск при 500 С в течение 2,0 ч. Продолжительность процесса терм(5обработки сокращается на 50 мин за счет уменьшения времени закалки на 30 с, подстуживания на 20 мини отпуска на ЗОмин,
Механические свойства колес соответствуют требованиям ГОСТа.
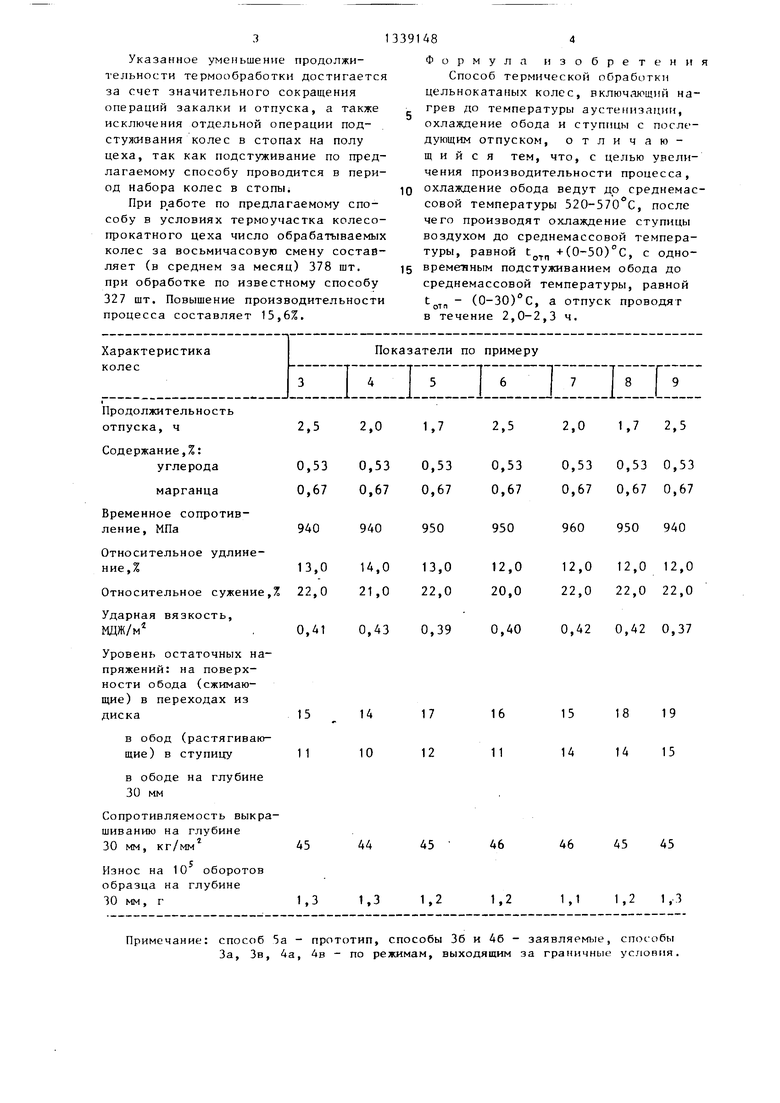
В таблице приведены данные механических и эксплуатационных свойств колес после обработки по известному и предлагаемому способам, а также по режимам, выходящим за- граничные условия обработки.
Как видно из приведенных в таблице данных, повышение температуры окончания закалки до 570 С обеспечивает сокращение продолжительности закалки на закалочных машинах, не приводя при этом к снижению уровня механических свойств. Кроме того, отмечается снижение уровня остаточных технологических напряжений по сравнению с известным способом,происходящее вероятно в результате уменьшения градиента температур между элементами колеса.
В случае окончания закалки при 580°С имеются случаи снижения харакх теристик прочности колес, глатзным образом, в случае задержек при снятии колес с закалочных машин и установке их на установку для принудительного подстуживания.
Уменьшение продолжительности отпуска до 2 ч, осуществл енное за счет исключения операции подогрева обода 0 до температуры отпуска, не ска.зыва- ется на изменении уровня механических свойств и эксплуатационных характеристик колес. В случае проведения отпуска продолжительностью 1,7 ч отмечают некоторое повышение уровня остаточных напряжений в элементах колес.
Как видно из таблицы, после обработки по известному и предлагаемому способам достигаются одинаковые механические свойства. Преимущество предлагаемого способа заключается в повышении производительности процесса термообработки колес.
Как указано в примерах 1 и 2, сокращение продолжительности термической обработки составляет не менее 50 мин, т.е. 12-20%, что весьма существенно.
0
Б
5
0
5
31
Указанное уменьшение продолжительности термообработки достигается за счет значительного сокращения операций закалки и отпуска, а также исключения отдельной операции под- стулсивания колес в стопах на полу цеха, так как подстуживание по предлагаемому способу проводится в период набора колес в стопы.
При р аботе по предлагаемому способу в условиях термоучастка колесопрокатного цеха число обрабатываемых колес за восьмичасовую смену составляет (в среднем за месяц) 378 шт. при обработке по известному способу 327 шт. Повышение производительности процесса составляет 15,6%.
Продолжительность
отпуска, ч
Содержание,%:
углерода
марганца
Временное сопротивление, МПа
Относительное удлинение,%
Относительное сужение
Ударная вязкость, МДЖ/м
Уровень остаточных напряжений: на поверхности обода (сжимающие) в переходах из диска
в обод (растягивающие) в ступицу
в ободе на глубине 30 мм
Сопротивляемость выкрашиванию на глубине 30 мм, кг/мм
Износ на 10 оборотов образца на глубине 30 мм, г
Примечание: способ 5а - прототип, способы 36 и 46 - заявляем1)1е, способы За, Зв, 4а, 4в - по режимам, выходящим за граничные условия.
391484
Формула изобретения
Способ термической обработки цельнокатаных колес, включающий на- грев до температуры аустер(изации, охлаждение обода и ступицы с последующим отпуском, отличающийся тем, что, с целью увеличения производительности процесса,
1Q охлаждение обода ведут до среднемас- совой температуры 520-570 с, после чего производят охлаждение ступицы воздухом до среднемассовой температуры, равной t +(0-50)°С, с одно15 временным подстуживанием обода до среднемассовой температуры, равной t - (0-30) С, а отпуск проводят в течение 2,0-2,3 ч.
2,5
0,53 0,67
950
12,0 20,0
0,40
2,01,72,5
0,530,530,53
0,670,670,67
960950940
12,012,012,0
22,022,022,0
0,420,420,37
17 12
16
11
15
14
18 19
14 15
45
46
46
45 45
1,3 1,2
1,2
1,1 1,2 1,3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки цельнокатаных железнодорожных колес | 1990 |
|
SU1735395A1 |
| Способ термической обработки колес | 1990 |
|
SU1788046A1 |
| Способ термической обработки цельнокатаных железнодорожных колес | 1982 |
|
SU1087557A1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1985 |
|
SU1425229A1 |
| Способ изготовления цельнокатанных железнодорожных колес | 1992 |
|
SU1836451A3 |
| Способ термической обработки цельнокатаных железнодорожных колес | 2016 |
|
RU2632507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1997 |
|
RU2119841C1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1987 |
|
SU1497242A1 |
| Способ изготовления цельнокатаныхжЕлЕзНОдОРОжНыХ КОлЕС | 1979 |
|
SU829697A1 |
| Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали | 2016 |
|
RU2616756C1 |
Изобретение относится к металлургии, конкретнее к способам термической обработки цельнокатаных колес. Целью изобретения является увеличение производительности процесса. Способ включает аустенизацию, охлаждение обода до среднемассовой температуры 520-570 С, ступицы до t + (0-50)С и последующий отпуск ПТ в течение 2,0-2,3 ч. Использование способа позволяет сократить продолжительность термической обработки на 12-20% и повысить производительность процесса на 15% при сохранении требуемого уровня механических свойств. 1 табл. (Л 00 00 со 00
| Устройство для перемещения труб в нагревательных печах | 1975 |
|
SU549483A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки цельнокатаных железнодорожных колес | 1982 |
|
SU1087557A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
