гибким элементом 6 через шкив, который начинает вращаться и через подвижный вал, обгонную муфту, цевочное колесо и звездочку 15 вращает барабан 3 в том же направлении, что и механизм вращения барабанов в ваннах
1
Изобретение относится к оборудованию для электролитического нанесения покрытий, в частности к нанесению покрытий на детали в барабанах.
Цель изобретения - повышение эффективности работы линии.
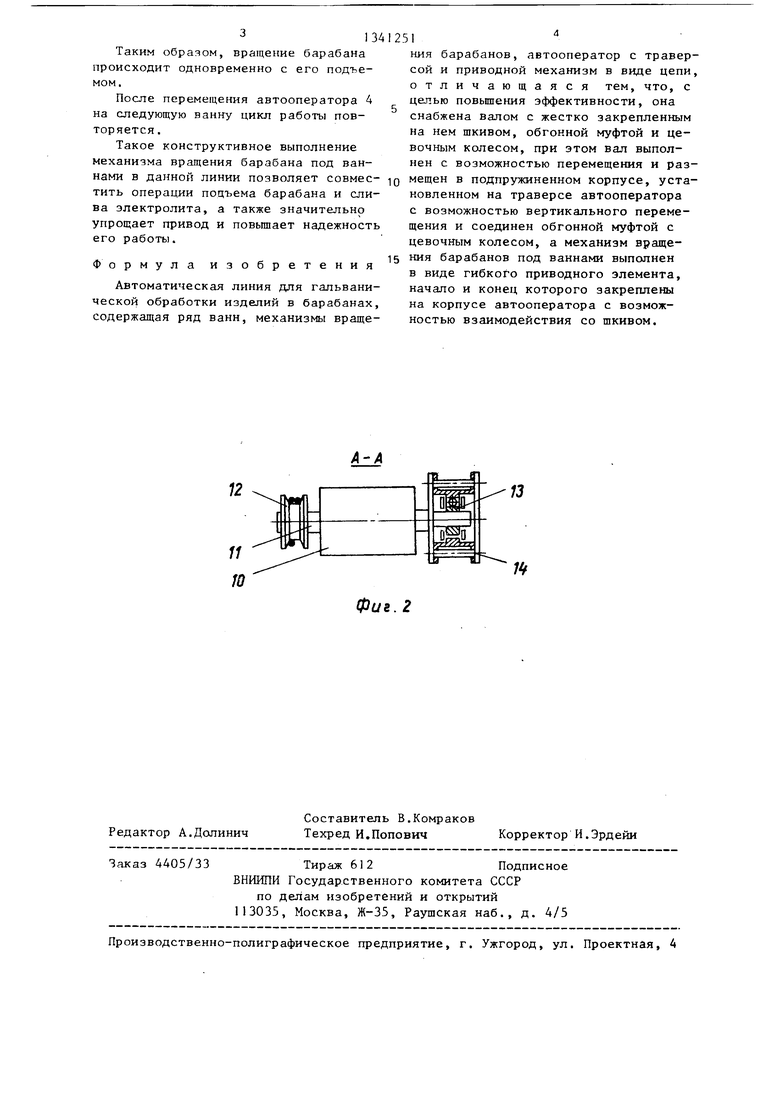
На фиг,1 изображена предлагаемая линия, поперечный разрез; на фиг.2 - разрез А-А на фиг.1.
Линия содержит ванны 1, установленные по ходу технологического процесса, снабженные приводными механизмами 2 вращения барабана 3. В устройстве имеется автооператор 4, на котором установлены упор 5, гибкий приводной элемент 6 и подъемная траверса 7. На подъемной траверсе 7 жестко закреплены направляющие 8 с пружинами 9, на которых с возможностью перемещения установлен корпус 10 подвижного вала II, на одном конце которого жестко закреплен щкив 12, а на другом установлена, обгонная муфта 13 с цевочным колесом 14. Барабан 3 снабжен звездочкой 15.
Управление работой линии производится от командоаппарата.
Автоматическая линия для гальванической обработки изделий работает следующим образом.
В исходном положении автооператор 4 с барабаном 3 находится над ванной 1. При этом подъемная траверса 7 занимает крайнее верхнее положение .
При включении командоаппарата подъемная траверса 7 опускается, при этом шкив 12, взаимодействуя с гибким приводным элементом 6, вращается и вместе с ним вращается подвижный вал И .
Обгонная муфта 13 не позволяет передать вращение подвижного вала 11 цевочному колесу 14, поэтому несмот1 . Да11Н11е конструктивное выполнение привода позволило совместить операции подъема барабана и одновременно слива электролита, а также упростить привод и повысить надежность его работы. 2 ил.
0
5
0
5
0
5
0
ря на то, что звездочка 15 барабана 3 находится с ним в зацеплении, вращения барабана 3 не происходит.
При подходе подвижной траверсы 7 к нижнему положению корпус 10 подвижного вала 1, взаимодействуя с упором 5, жестко закрепленном на автооператоре 4, останавливается, вращение шкива 12 и подвижного вала 11 прекращается.
При дальнейшем перемещении подъемной траверсы 7 до крайнего нижнего положения производится расцепление звездочки 15 барабана 3 с цевочным колесом 14 и затем зацепление ее с приводом вращения барабанов в ваннах, при этом барабан 3 начинает вращаться .
После окончания процесса обработки деталей в растворе командоаппа- рат дает команду на перемещение вверх подъемной траверсы 7 с установленным на ней барабаном 3.
В начальной стадии подъема происходит расцепление звездочки 15 барабана 3 с приводом вращения барабанов в ваннах и затем зацепление ее с цевочным колесом 14, при этом пружины 9 сжимаются и обеспечивают необходимое усилие сцепления.
При дальнейшем перемещении подъемной траверсы 7 вверх шкив 12, взаимодействуя с гибким приводным элементом 6, вращается и через подвюгаый вал 11, обгонную муфту 13, цевочное колесо 14 и звездочку 15 вращает барабан 3 в том же направлении, что и механизм вращения барабанов в ваннах.
Необходимость в этом возникает из-за применения в современных линиях гальванической оОработки барабанов, разгружающихся автоматически при изменении направления вращения.
3134
Таким образом, вращение барабана происходит одновременно с его подъемом.
После перемещершя автооператора 4 на следующую ванну цикл работы повторяется .
Такое конструктивное выполнение механизма вращения барабана под ваннами в данной линии позволяет совместить операции подъема барабана и слива электролита, а также значительно упрощает привод и повьтает надежность его работы.
Формула изобретения
Автоматическая линия для гальванической обработки изделий в барабанах, содержащая ряд ванн, механизмы враще1
ния барабанов, автооператор с траверсой и приводной механизм в виде цепи, отличающаяся тем, что, с цепью повьппения эффективности, она снабжена валом с жестко закрепленным на нем шкивом, обгонной муфтой и цевочным колесом, при этом вал выполнен с возможностью перемещения и размещен в подпружиненном корпусе, установленном на траверсе автооператора с возможностью вертикального перемещения и соединен обгонной муфтой с цевочным колесом, а механизм вращения барабанов под ваннами выполнен в виде гибкого приводного элемента, начало и конец которого закреплены на корпусе автооператора с возможностью взаимодействия со шкивом.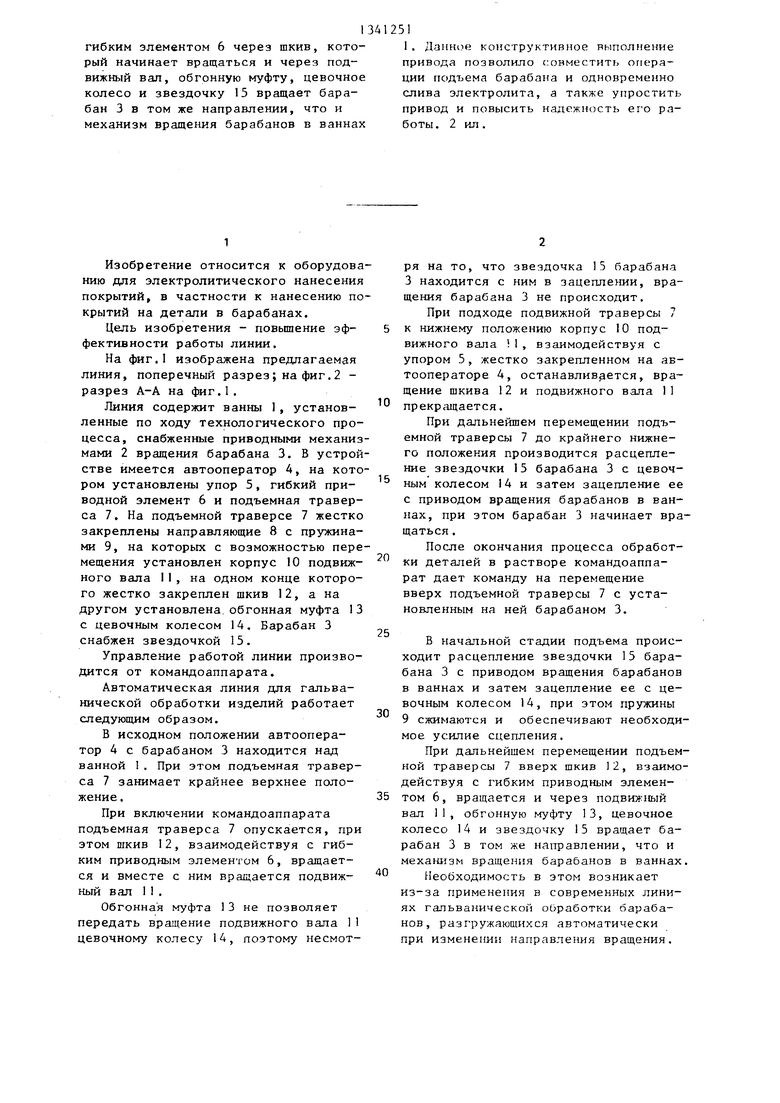
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Автооператорная гальваническаялиНия | 1979 |
|
SU831881A1 |
| Устройство для укладки штучных изделий в тару | 1979 |
|
SU973412A1 |
| Автооператорная линия для обработки изделий в жидкой среде | 1986 |
|
SU1371956A1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2204490C1 |
| МАШИНА ДЛЯ СШИВАНИЯ МАТОВ ДЕРЕВЯННЫХ СКЛАДНЫХяш,иков | 1969 |
|
SU251806A1 |
| Подвесная канатная дорога | 1981 |
|
SU1022843A1 |
| Устройство для формирования пакетов круглых лесоматериалов | 1986 |
|
SU1370035A1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ В НЕПРЕРЫВНОЕ ВРАЩАТЕЛЬНОЕ И МЕХАНИЗМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2505722C2 |
| Устройство для непрерывной намотки на катушки нитеобразных материалов | 1972 |
|
SU448903A1 |
Изобретение относится к оборудованию для электролитического нанесения покрытий, в частности к нанесению покрытий на детали в барабанах. Цель изобретения - повьппение эффективности работы линии. Линия содержит ванны 1 с приводными механизмами 2 вращения барабанов 3 в ваннах, автооператор 4 с упором 5, гибкий элемент 6 и траверсу 7. В исходном положении автооператор 4 находится над ванной, при этом траверса 7 занимает крайнее верхнее положение. При включении командоаппарата подъемная траверса 7 опускается, при этом шкив, взаимодействуя с гибким элементом 6, вращается и вместе с ним вращается подвижный вал. Обгонная муфта не позволяет передать вращение подвижного вала цевочному колесу. При подходе подвижной траверсы 7 к нижнему положению корпус 10 вала взаимодействует с упором 5, прекращая вращение шкива и вала. При дальнейшем перемещении траверсы 7 до крайнего нижнего положения производится расцепление звездочки 15 барабана 3 с цевочным колесом и затем зацепление ее с приводом вращения барабанов в ваннах, при этом барабан 3 начинает вращаться. После окончания процесса траверса 7 начинает подниматься, взаимодействуя с (Л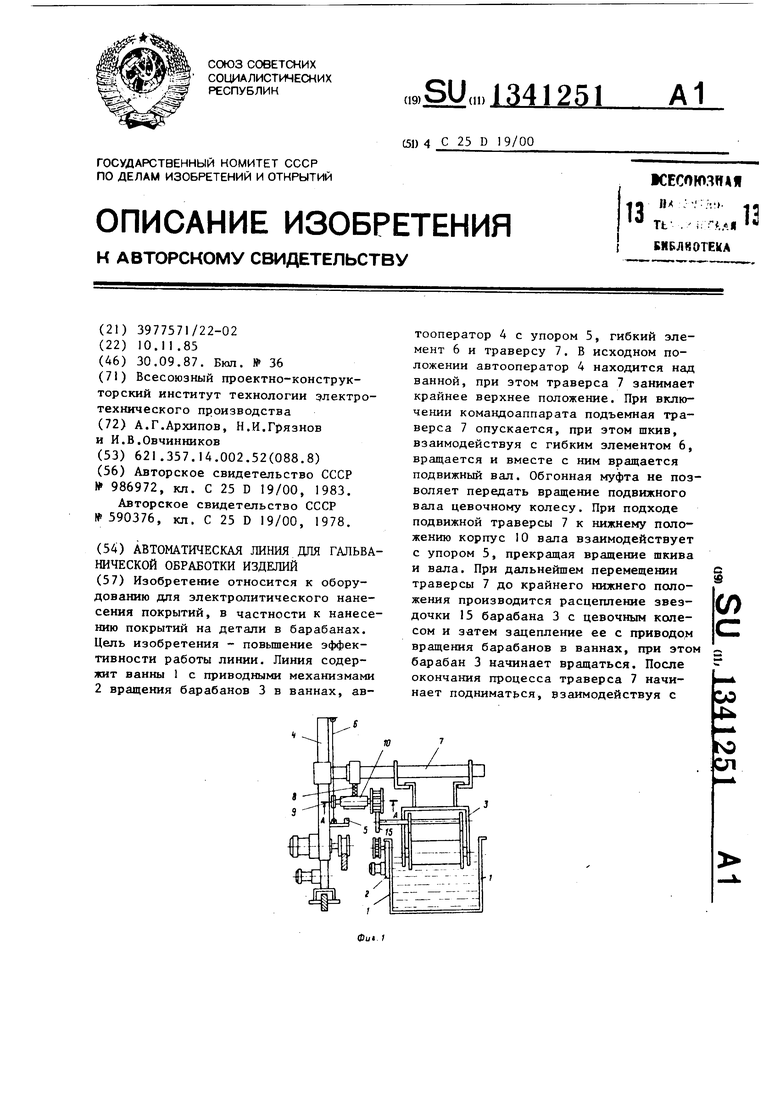
Редактор А.Долинич
Составитель В.Комраков Техред И.Попович
Заказ 4405/33Тираж 612Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
Корректор И.Эрдейи
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия для гальванохимической обработки деталей на подвесках в барабанах | 1976 |
|
SU590376A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
