(54) УСТРОЙСТВО ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ, ПРОБИВКИ ОТВЕРСТИЙ И УСТАНОВКИ В НИХ СТЕРЖНЕВЫХ
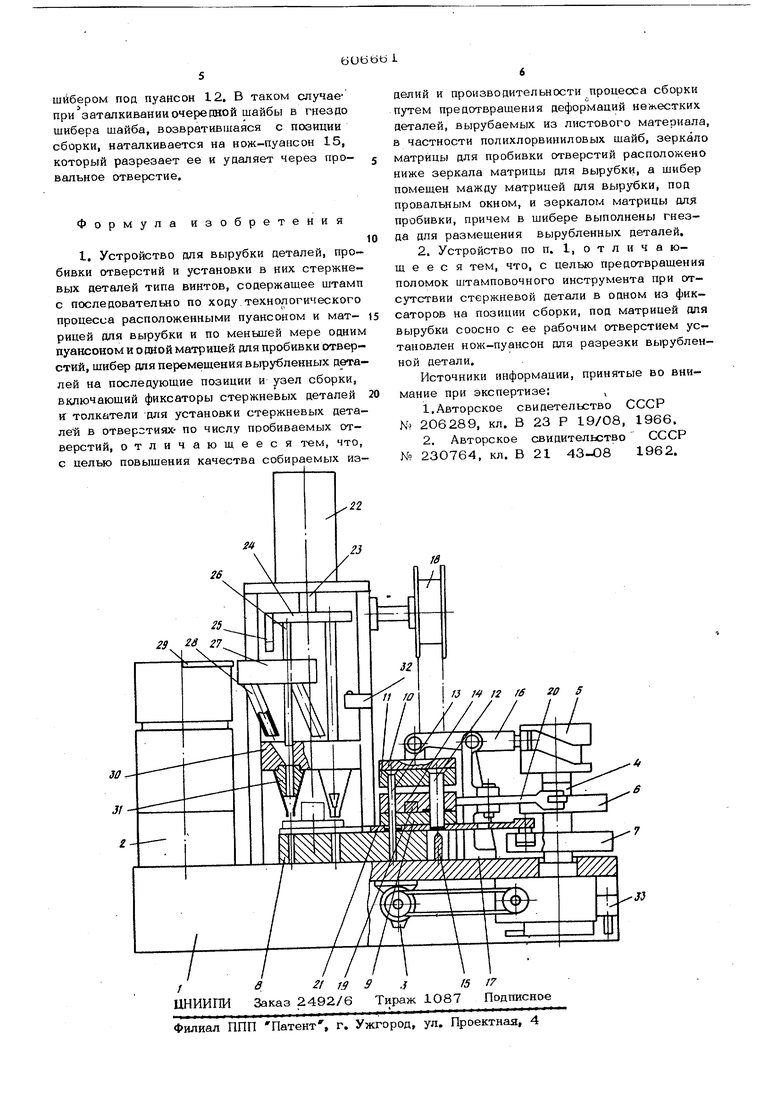
ДЕТАЛЕЙо ки путем предотвращения деформаций нежес кихдеталей, вырубаемых из листового материала, в частности полнхлорвиниловых шайб в предлагаемом устройстве зеркало матрицы для пробивки отверстий в деталях из ленты расположено ниже зеркала матрицы для вырубки контура шайбы, а шибер по мешен между матрицей для вырубки, под провальным окном, и зеркалом матрицы для пробивки, причем в шибере выполнены гнез да для размещения вырубленных деталей. Устройство может быть оснащено ножомпуансоном для разрезки вырубленной детали, установленным под матрицей для выруб ки соосно с ее рабочим отверстием. Установка на позиции вырубки ножа-пуансона служит для предотвращения поломок штампо вочного инструмента при отсутствии стержневой детали в одном из фиксаторов на позиции сборки. На чертеже показано предлагаемое уст ройство, общий вид. Устройство содержит основание 1, на ко тором расположен штамп-автомат для выру ки деталей из ленты и пробивки в них отверстий, вибробункер 2 с размешенными в нем винтами и узел сборки. Штамп-автомат Выполнен с кулачковым приводом, приводимым ва вращение электродвигателем 3 и содержащим кулачковый вал 4 с закрепленными на нем кулачками 5-7, Штамп содержит матрицу 8 для пробивки отверстий, матрицу 9 для вырубки контура шайбы, верхнюю плиту Ю, пуансонодержатель 11, пуансон 12 для вырубки, пуансон 13 для пробивки отверстий, съемник 14, нож-пуансон 15, Верхняя плита 10 штампа связана с приводом через рычаг 16, шарнирно установленный на кронштейне 17. Лента на позицию Вырубки подается с катушки 18 при помощи ползуна 19, который связан с приводом перемещения через рычаг 20, так же шарнирно установленный на кронштейне 17, По зеркалу матрицы 8 перемешается шибер 21, расположенный в пазу, выполнен ном в матрице 9, и перемещаемый под действием кулачка 7. Узел сборки выполнен с приводом в виде пневмоцилиндра 22 со штоком 23 и содержит траверсу 24, н;естко связанную со што ком, закрепленные на траверсе клин 25 и досылатели 26, число которых равно числу винтов, устанавл11ваемых в отверстиях изделия, С траверсой связан с возможностью относительно перемещения отсекатель винтов 27 с направляющими трубками 28, в которые по лотку 29 поступают винты из бункера. Узел сборки содержит также поперечину 30, на которой закреплены фиксато- оы 31 винтов. Работа штампа и узла сборки синхронизирована при помощи микропереключателя 32, установленного на позиции сборки, и электромагнита 33, управляющего электродвигателем 3, Устройство работает следующим,образом, В крайнем правом положении шибера 21 производится вырубка первой шайбы, и пуансон 12 заталкивает ее в приемное гнездо щибера. Штамп открывается под действием кулачка 5, Шибер 21 под действием кулачка 7 перемещается на щаг, и шайба, находящаяся в гнезде, устанавливается соосно с пуансоном 13, а второе приемноегнездо в шибере устанавливается соосно с пуансоном 12. В это время ползун 19, взаимодействуя с кулачком 6, осуществляет подачу ленты с катушки на один шаг. Штамп производит второй ход, пробивая пуансоном 13 отверстие в первой шайбе, находящейся в гнезде шибера 21, и заталкивая пуансоном 12 шайбу во второе гнездо шибера 21, При третьем ходе штампа осуществляет- ся пробивка отверстия во второй шайбе, а пуансон 12 совершает холостой ход. При последующем раскрытии штампа ползун 19 подает ленту на очередной шаг, а щибер 21 с готовыми шайбами перемешается на позицию сборки под фиксаторы 3 I. В Этом положении кулачки 5-7 останавливаются. Деталь, с которой собирают винты и шайбы, устанавливают на шибер 21 под фиксаторами 31, При помощи ножного распределительного крана (на чертеже не показан) включают пневмоцилиндр 22, vi его шток 23 опускает траверсу 24 с клином 25 и. досылатели 26, Досылатели проталкивают винты из фиксаторов 31 через отверстия детали, с которой их собирают, в отверстия шайб, расположенных в гнездах шибера 21. Клин 25 перемешает подвешенную часть отсекателя 27, и винты для сборки со следуюшей деталью по трубкам 28 подают в полости поперечены 30, Траверса 24, опускаясь, воздействует на микропереключатель 32, При подъеме штока 23 с траверсой 24 собранное изелие снимают с шибера 21. Микропереключатель цает сигнал на вклю- 4eHiie электромагнита 33, в резулъ/тате чего включается электродвигатель 3, и кулачковый вал 4 с закрепленными яа нем кулачками поворачивается и приводит в действие штамп и шибер 21, В случае отсутствия винта в одном из фиксаторов при установке шибера 21 с шай бами на позиции сборки шайба может оставаться в гнезде и в озвратиться вместе с

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки детали из ленты и сборки ее с другой деталью | 1989 |
|
SU1697941A1 |
| Устройство для штабелирования деталей с отверстиями | 1985 |
|
SU1319983A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ЛЕНТЕ | 1970 |
|
SU259036A1 |
| Устройство для штабелирования деталей с отверстиями | 1986 |
|
SU1459780A2 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ | 1968 |
|
SU210078A1 |
| Автоматическая роторная линия снаряжения индикаторных трубок | 1977 |
|
SU659354A1 |
| Автомат для сборки составных крышек для жестяных и картонно-металлических банок | 1959 |
|
SU124916A1 |
