1342
лей в автоматическом режиме. Для этого обжимка состоит из прижима 1 пакета, закрепленного на поворотном фланце 2, несущем пружинный фиксатор 3. Пуансон (П) А состоит из двух частей. Рабочая часть 5 П 4 шарнирно связана с частью 6 посредством оси 7 . Часть 6 П 4 жестко связана с приводом 8 П 4. При введении рабочей части 5 П 4 с прижимом 1 в П-образный профиль
1
Изобретение относится к оборудованию для клепально-сборочных работ, в частности к клепальному инструменту для прессов.
Цель изобретения - расиирение технологических возможностей путем обеспечения клепки П-образных профилей в автоматическим режиме.за счет
того, что в исходном состоянии про-
фильную обжимку с прижимом пакета легко ввести в ограниченный проем П-образного профиля, при касании прижима склепываемого пакета профильная обжимка принимает рабочее положеьиие, осуществляя расклепывание замыкающей головки заклепки.
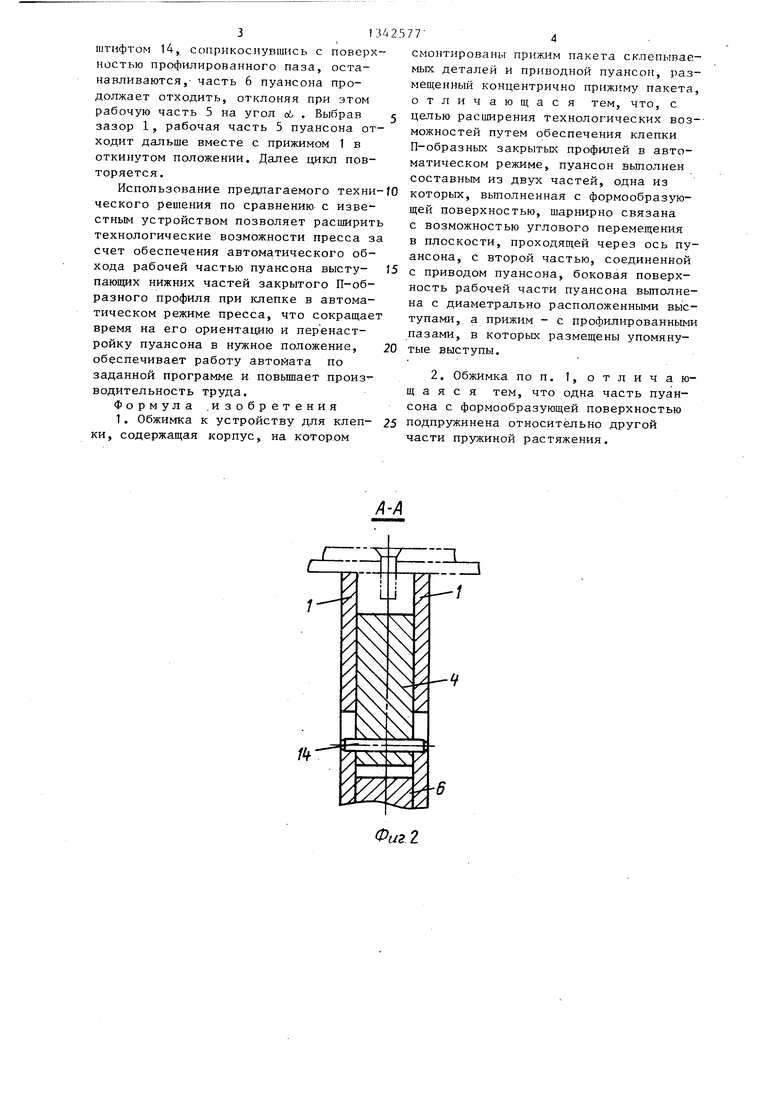
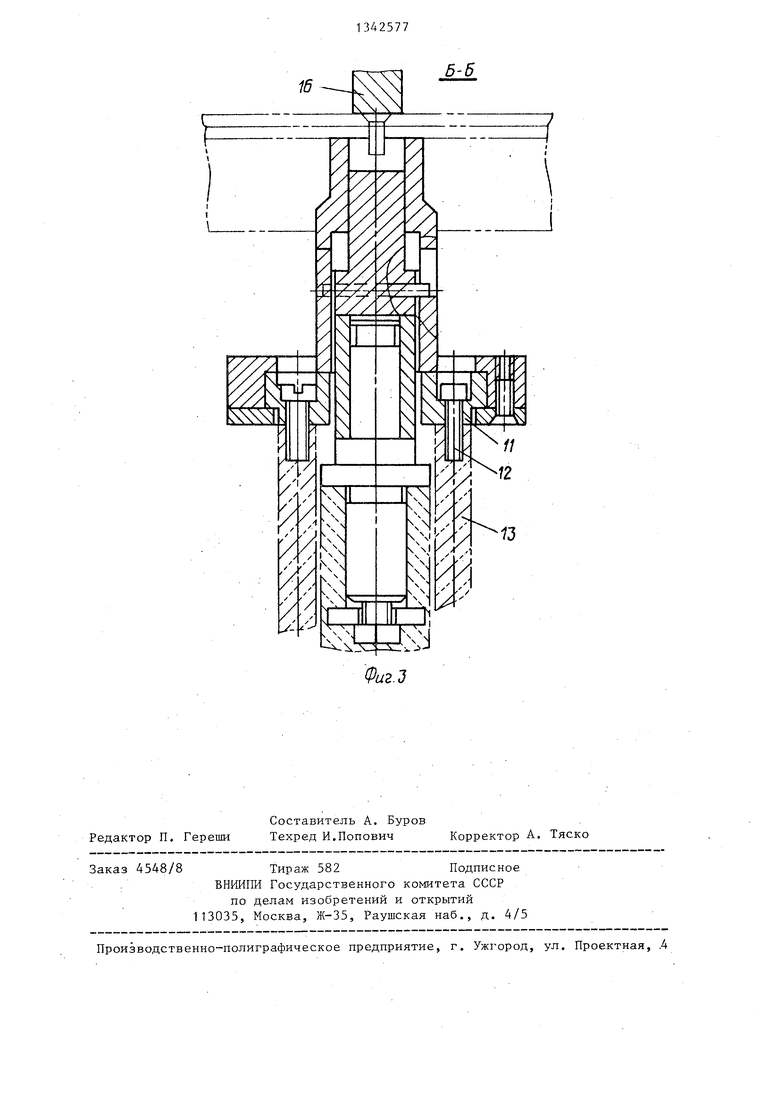
На фиг. 1 изображена обжимка к устройству для клепки, общий вид; на фиг. 2 - -сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1..
Обжимка к устройству для клепки состоит из прижима 1 пакета, состоящего из двух щечек, закрепленных на фланце 2, на котором смонтирован пру- жинный фиксатор 3, обеспечивающий фиксацию ориентированного положения пуансона 4 относительно приклепываемого П-образного профиля. Пуансон 4 состоит из двух частей. Рабочая часть
5пуансона шарнирно связана с частью
6посредством оси 7. Часть б пуансона жестко соединена с приводом 8 пуансона. Части 5 и 6 пуансона связаны между собой посредством упругого элемента 9, закрепленного винтами 10.
Фланец 2 посредством кольца 11,- обеспечивающего ему вращательное движение вокруг вертикальной оси, крепится винтами 12 на клепальном прессе 3 независимо от пуансона 4.
77
рабочая noTiepxtKiCTfi П 4 распо.пагается под углом об к плоскости пакета. Это позволяет обойти выступагов(ую часть профиля. Прижим пакета, упираясь в него, останавливается, а П 4 продол-, -жает движение, уменьшая величину зазора 1. Как только угол станет равньмО, П 4,представляясобой единое целое,деформирует стержень заклепки,образуя замыкающую головку. I з.п.ф-лы. Зил.
B
5 о
5
На рабочей части 5 пуансона выполнены выступы, образованные штифтом 14, а в щечках прижима 1 - профилированные пазы 15, в которых размещены выступы штифта 14. Профилированные пазы вьшолнены таким образом, чтобы в исходном состоянии рабочая часть 5 пуансона 4 быпа отклонена на угол (/. относительно поверхности части 6 пуансона 4.
Обжимка работает следующим образом.
При введении рабочей части 5 обжимки с прижимом 1 в П-образньм профиль рабочая поверхность В наклонена под углом ,з( , что позволяет обойти выступающую бульбу П-образного профиля. Склепываемый пакет опирается на поддержку 16. Прижим 1, упираясь в пакет поверхностью 1 после его сжатия, останавливается, а пуансон 4 продолжает движение, уменьшая зазор 1 между поверхностью профиля и поверхностью Г рабочей части 5 пуансона 4.
8этот момент, начинает образовываться зазор между выступами, образованными штифтом 14 и поверхностью профильных пазов Д, который постоянно ликвидируется под действием упругого элемента
9по мере перемещения части 5 пуансона 4 относительно прижима 1. Как только угол / станет равным О , части 5 и 6 пуансона 4 соприкасаются и пуансон 4 становится неразъемным. После этого он образует замыкающую головку заклепки.
При обратном движении сначала отходит пуансон. Щечки открываются от профиля с запозданием на величину 1 . При этом выступы, образованные
31
1итифтом 14, соприкоснувшись с поверхностью профилированного паза, останавливаются,- часть 6 пуансона продолжает отходить, отклоняя при этом рабочую часть 5 на угол л . Выбрав зазор 1, рабочая часть 5 пуансона отходит дальше вместе с прижимом 1 в откиргутом положении. Далее цикл повторяется .
Использование предлагаемого техни ческого решения по сравнению с изве стным устройством позволяет расширит технологические возможности пресса з счет обеспечения автоматического обхода рабочей частью пуансона высту- пающих нижних частей закрытого П-об- разного профиля при клепке в автоматическом режиме пресса, что сокрашае время на его ориентацию и перенастройку пуансона в нужное положение, обеспечивает работу автойата по заданной программе и повьшает произ- водительность труда.
Формула .изобретения 1. Обжимка к устройству для клеп- ки, содержащая корпус, на котором
смонтированы прижим пакета склепываемых деталей и приводной пуансон, размещенный концентрично прижиму пакета, отличающася тем, что, с целью расширения технологических возможностей путем обеспечения клепки Побразных закрытых профилей в автоматическом режиме, пуансон выполнен составным из двух частей, одна из которых, выполненная с формообразующей поверхностью, шарнирно связана с возможностью углового перемещения в плоскости, проходящей через ось пуансона, с второй частью, соединенной с приводом пуансона, боковая поверхность рабочей части пуансона вьшолне- на с диаметрально расположенными выступами, а прижим - с профилированными пазами, в которых размещены упомянутые выступы.
2. Обжимка поп. 1, отличающаяся тем, что одна часть пуансона с формообразующей поверхностью подпружинена относительно другой части пружиной растяжения.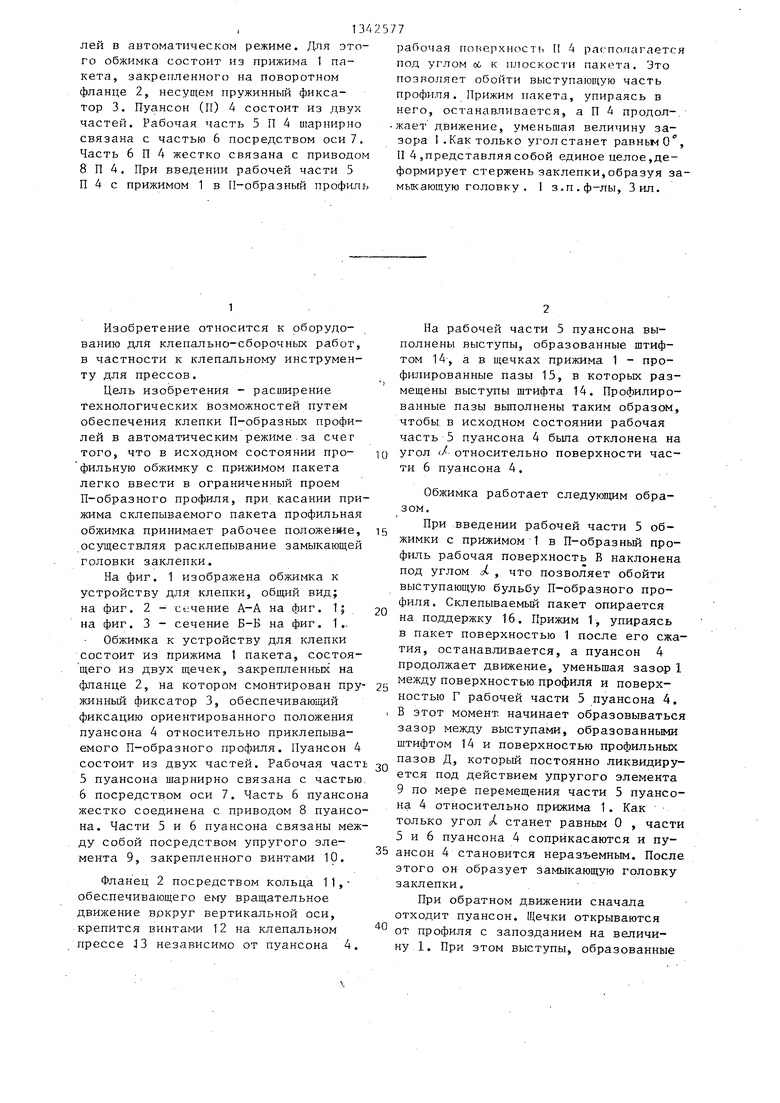
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клепки | 1989 |
|
SU1754315A1 |
| Устройство для клепки | 1989 |
|
SU1648629A1 |
| Клепальный пресс | 1981 |
|
SU986573A2 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ПАКЕТОВ | 2008 |
|
RU2387517C2 |
| Ручной гидравлический клепальный пресс | 1980 |
|
SU937096A1 |
| Устройство для клепки | 1982 |
|
SU1140881A1 |
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |
| Клепальный пресс | 1977 |
|
SU749531A2 |
| Ручной клепальный инструмент | 1983 |
|
SU1136880A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
Изобретение относится к оборудованию для клепально-сборочных работ, в частности к устройствам датя клепки. Целью изобретения является распшрение технологических возможностей за счет обеспечения клепки П-образных профи л 1-1 л 1-1 (Л LJ (Риг.1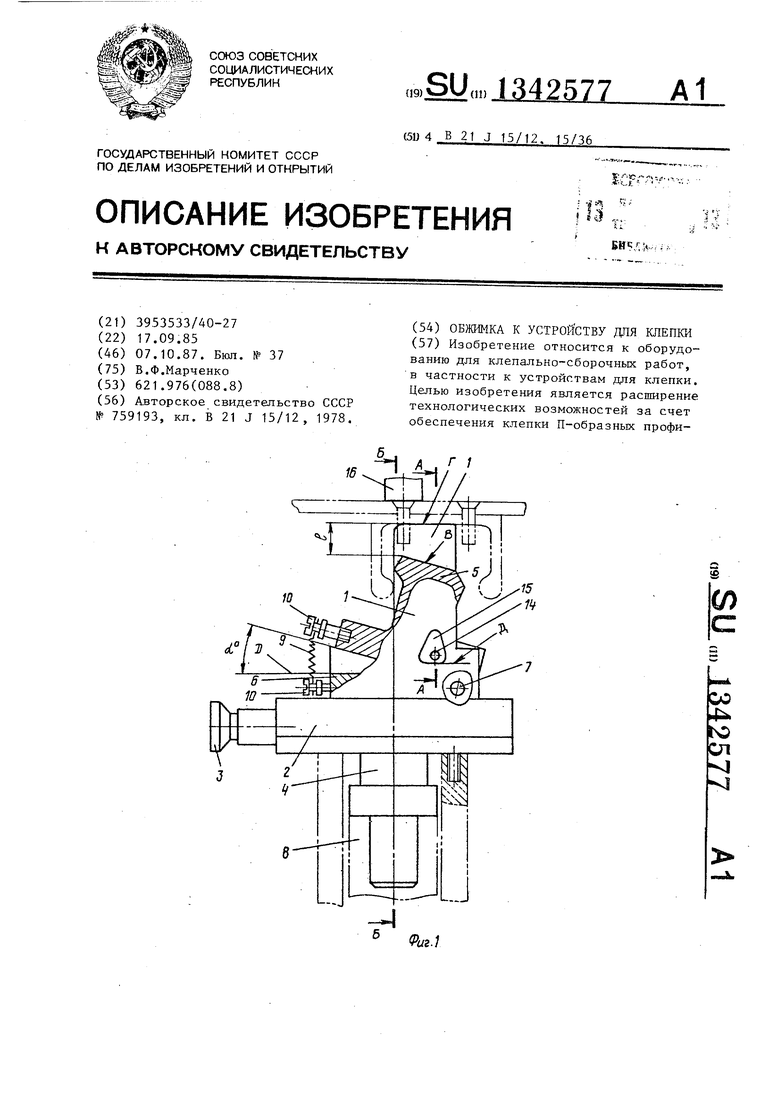
Б-б
Фиг.д
| Клепальный пресс | 1978 |
|
SU759193A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
