ll jciriiHn i. HHc (ггиоситс я к станко- строоиик и может Гч-лч ь пипьзопано и металлообрабатывающем и crii-ii riMHOM пГи)рудс1раиии.
Цель изобретения - расширение тех Н(1логических нозмож1ни-тей и повышение точности базирования ичлелий.
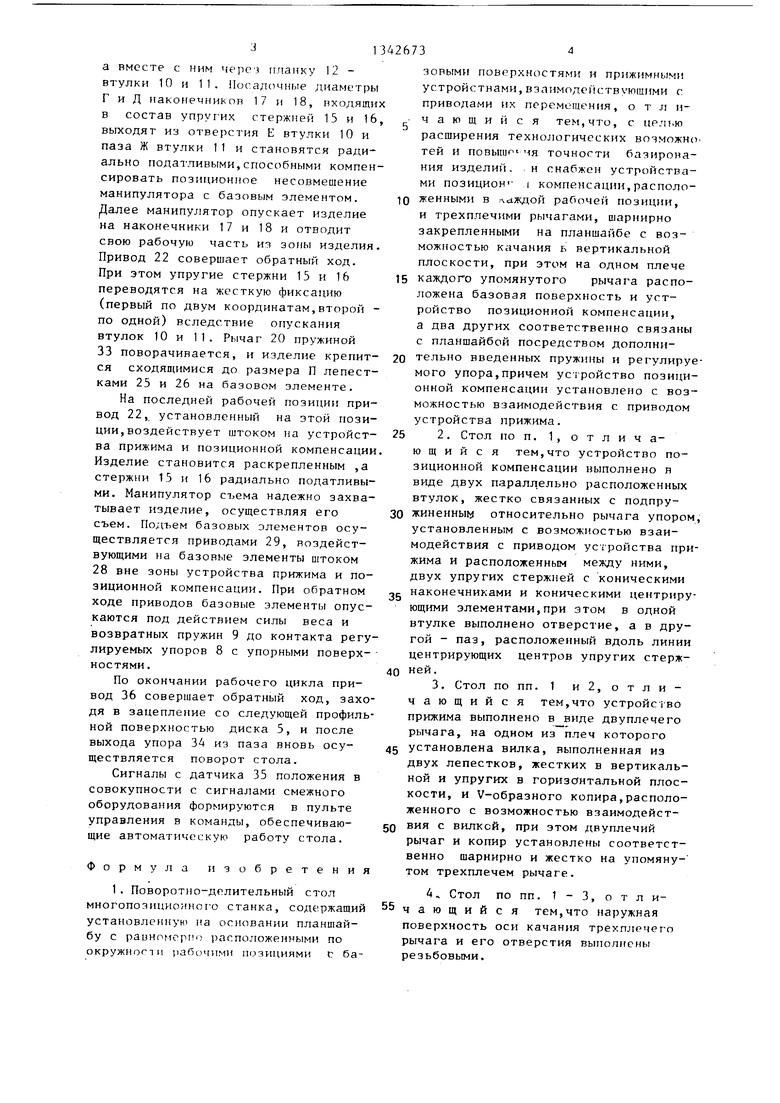
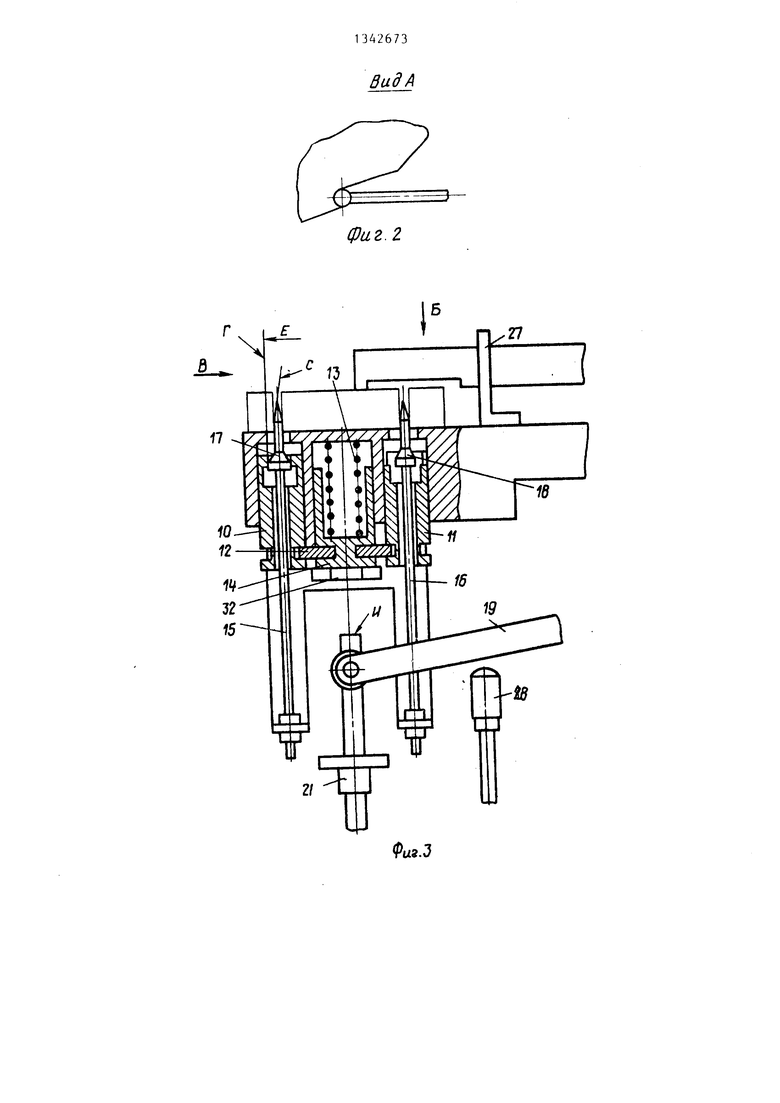
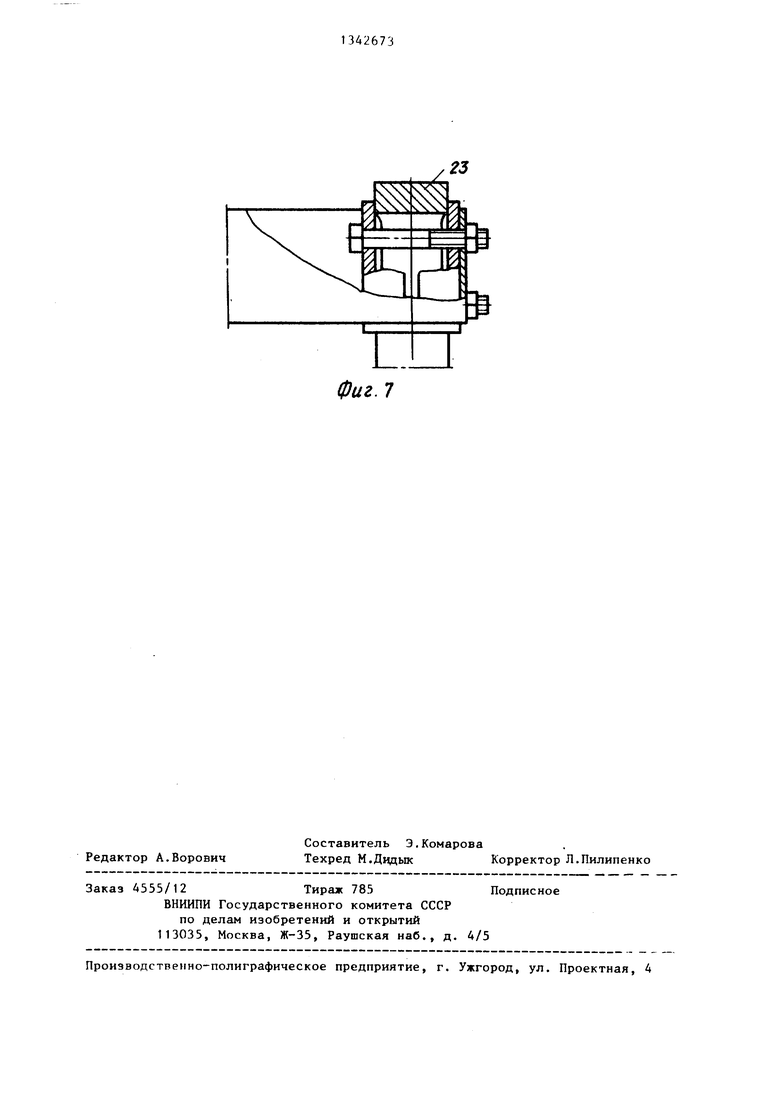
На фи1 . 1 изображен етол, обший нид; на Ьиг. 2 - нкд Л на фиг. 1; на фиг. 3 - устройгтра прижима и по- зициопно компенс.ации; на фиг. 4 - вид В на фиг. 3;на фиг. 5 - вид В на фиг. 3; на фиг. 6 и 7 - крепление трехилечег о рычаг а и вилки на двуплечем pi.iqare .
Поворотно-делите л стол содержит основание 1 , 11е 1одвижно установленную на нем ось 2, на которую поставлена планшайба 3, состоящая из полого вала 4 с жестко закрепленными на нем дискам 5 и серьгами 6 с базовыми элементами 7, выполненными в виде тре.чнлечих р1з1чагов . Регулируемые упоры 8 предназначены для регулирования положения базовых элементов 7 в вертика.льной плоскости. Возвратные пружипы 9 фиксируют базовые элементы 7 на регулируемых 8 или в ДРУ1Л1Х по.г.ожениях при вьшо.гтнении технологических операций.
Устройство позиционной компенсации состоит из втулок 10 и 11, связанных иланкои
с находящимся иод
воздействием пружины 13 цилиндром 14 и предназначенных для рад, фиксации унругих стержнег 15 и 16 цосредс 1ч1М установки посадочных ;п1амет1К)в I и Д наконеч}и-1кор, 17 и 18 по отверстию К и пазу Ж. Первое плечо 19 ;.г1уп/1ечего рычага 20 меет лозмолчность контакта с широк.лй тор- поверхностью 21 пгшвода
ycTpOiiCTBa прижима. На втором 45
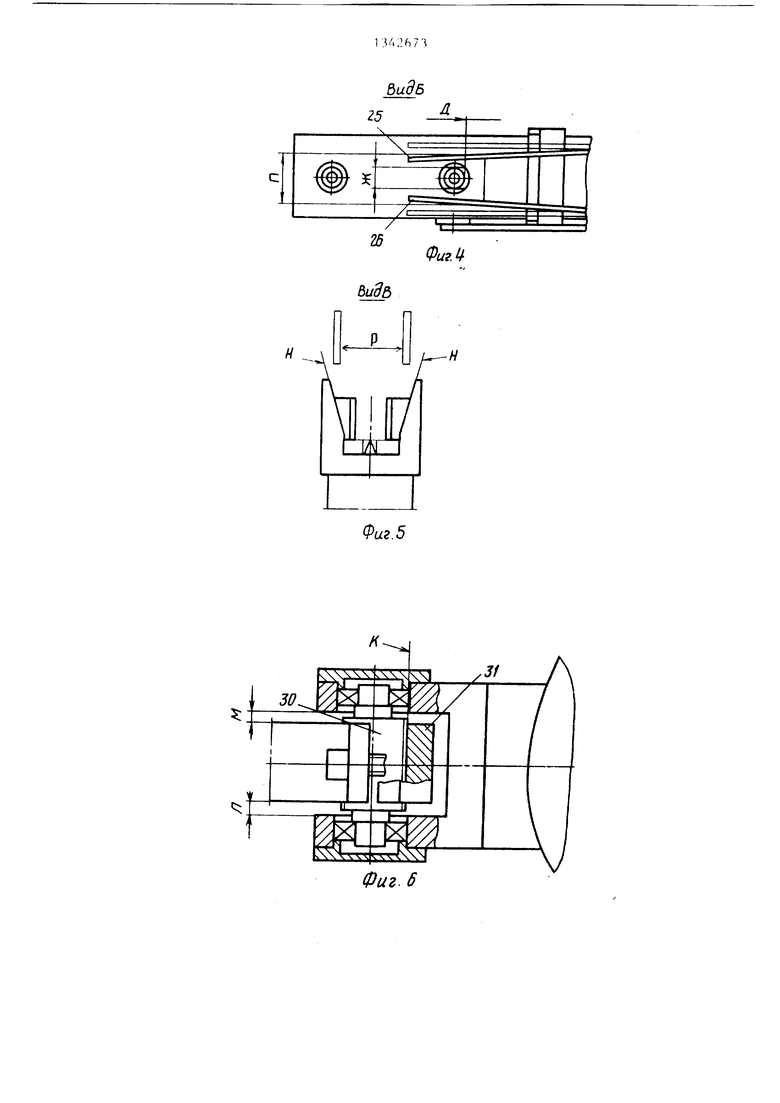
цлече 23 рычага 20 установ.1:( на с воз- можност1,ю рст улировки ее положения вилка 24 с лепесткам: 25 и 26, упругими н горизонтальной плоскости и жесткими в вертикальной плоскости , -с)бразный копир 27 предназначен для прину;цп ельного сближения лепестков 25 и 26 по мере их подхода к закрепляемому из/телию, э шток 28 привода 2, - для под ьема базового элемента. 7 или опускания до регулируемого 8 в опорную поверхност1. По резьбовым поверхностям К осей ЗО vcTanauлива отся резьбовые полупо
верхн1и:-1и базс1В1,1х элементов 7 и накладдж 31. Регулировочные зазоры J и М позволяют посредством поворота oces 30 относнтгльно резьбовых полуповерхностей базовых элементов добиваться при сборке агрегата точ- НО1Ч5 углового положения наконечников 17. Упор 32 ограничивает переме- шепие цилиндра 14 вниз, а пружина
33перемещает двуплечий рычаг 20 в направлении закрепления изделий.Упор
34фиксирует угловое положение планшайбы 3. Датчики 35 выдают сигналы
положения элементов стола на пульт управления. Привод 36 является си- лов1,1м элементов при поворотах стола. По коническим поверхностям С направляются цилиндрические поверхности
изделия.
Диск 5 и подпружиненный упор 34 составляют механизм фиксации стола силовые технологические элементы, пульт управления, а также устройства
установки-съема изделий, например манипуляторы, (не показаны).
По юротно-делительный стол работает след тащим образом.
В соответствии с командами,выдаваемыми пультом управления, после вывода упора 34 из торцовог О паза 37 на диске 5 стол совершает очеред- Hoi i поворот от привода (пневмоцилинд- ра) 36. После поворота на базовый
элемент 7, находящийся на первой позиции, манипулятором устанавливается изделие, на последней позиции го- 1 оиое из;г,елие снимается. На других иозикишх выполняются технологические
операции с под ьемом и опусканием ба- чо.чых элементов.
Установка изделий на базовый элемент осу1иествляется следующим образом.
По команде с пульта управления
срабатывает привод iL устройства прижима. Шток 21 привода устройства )1рц-,т:има своей торцовой поверхностью контактирует с двуплечим рычагом 20
и поворачивает его и илку 24. Лепестки 25 и 26 при этом скользят по накл1)нным поверхностям И копира 27 и расходятся на выходе из копира нас- Т олько (размер Р) , чтсз не препятствуют установке изделия на базирующие поверхности. На конечном участке перемещения центральн1 1й стержень наконечника своей дополнительной по- верхштстью И перемещает цилиндр 14
а вместе с ним черс з планку 12 - втулки 10 и 11. Посадочньге диаметры Г и Д наконечников 17 и 18, входящи в состав упругих стержней 15 и 16 выходят из отверстия Е втулки 10 и паза Ж втулки 11 и становятся ради- ально податливыми,способными компенсировать позиционное несовмешение манипулятора с базовым элементом. |Цалее манипулятор опускает изделие на наконечники 17 и 18 и отводит свою рабочую часть из зоны изделия Привод 22 совершает обратный ход. При этом упругие стержни 15 и 16 переводятся на жесткую фиксацию (первый по двум координатам,второй по одной) вследствие опускания втулок 10 и 11. Рычаг 20 пружиной 33 поворачивается, и изделие крепится сходяп(имися до размера П лепестками 25 и 26 на базовом элементе.
На последней рабочей позиции привод 22, установленный на этой позиции, воздействует штоком на устройства прижима и позиционной компенсаци Изделие становится раскрепленным ,а стержни 15 и 16 радиально податливыми. Манипулятор съема надежно захватывает изделие, осуществляя его съем. Подъем базовых элементов осуществляется приводами 29, воздействующими на базовые элементы штоком 28 вне зоны устройства прижима и позиционной компенсации. При обратном ходе приводов базовые элементы опускаются под действием силы веса и возвратных пружин 9 до контакта регулируемых упоров 8 с упорными поверх- костями.
По окончании рабочего цикла привод 36 совершает обратный ход, заходя в зацепление со следующей профильной поверхностью диска 5, и после выхода упора 34 из паза вновь осуществляется поворот стола.
Сигналы с датчика 35 положения в совокупности с сигналами смежного оборудования формируются в пульте управления в команды, обеспечиваю
щие автоматическую работу стола.
Формула изобретения
1 . Поворотно-делительный стол многопозиционног о станка, содержащий установленнун) на основании планшайбу с равномерно расположенными по окружнопи рабочими позициями с ба0
5
0
5
зовыми поверхностями и прижимными устройствами, взаимоде1 ствуюшими с приводами их перемещения, о т л и- чающийся тем, что, с целт.ю расширения технологических возможно тей и повышо чя точности базирования изделий, н снабжен устройствами позицион - I компенсации,расположенными в каждой рабочей позиции, и трехплечими рычагами, шарнирно закрепленными на планшайбе с возможностью качания ь вертикальной плоскости, при этом на одном плече каждого упомянутого рычага расположена базовая поверхность и устройство позиционной компенсации, а два других соответственно связаны с планшайбой посредством дополнительно введенных пружины и регулируемого упора,причем устройство позиционной компенсации установлено с возможностью взаимодействия с приводом устройства прижима.
2.Стол по п. 1, о т л и ч аю щ и и с я тем,что устройство позиционной компенсации выполнено в виде двух параллельно расположенных втулок, жестко связанных с подпру- 0 жиненным относительно рычага упором, установленным с возможностью взаимодействия с приводом устройства прижима и расположенным между ними, двух упругих стержней с коническими наконечниками и коническими центрирующими элементами,при этом в одной втулке выполнено отверстие, а в другой - паз, расположенный вдоль линии центрирующих центров упругих стержней.
3.Стол попп. 1 и2, отличающийся тем,что устройс 1 во прижима выполнено в виде двуплечего рычага, на одном из плеч которого установлена вилка, выполненная из двух лепестков, жестких в вертикальной и упругих в горизонтальной плоскости, и V-образного копира,расположенного с возможностью взаимодействия с вилкой, при этом двуплечий рычаг и копир установлены соответственно шарнирно и жестко на упомяну- том трехплечем рычаге.
4 Стол по пп. 1 - 3, о т л и- чающийся тем,что наружная поверхность оси качания трехплечего рычага и его отверстия выполнены резьбовыми.
5
0
5
0
5
Вид А
фаг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Узел прижима заготовок к базовымэлЕМЕНТАМ ТЕХНОлОгичЕСКОгО ОбО-РудОВАНия | 1979 |
|
SU795887A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Автоматическая линия для обработки плоских поверхностей изделий | 1986 |
|
SU1450976A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
Изобретение может быть использовано в металлообрабатывающем и сборочном оборудовании. Целью изобретения является расширение технологических возможностей и повышение точности базирования изделий. Перед установкой изделия на рабочую позицию привод 22 через рычаг 20 приподнимает вилку 24, выводя ее из V-об- разного копира 27.Лепестки вилки при подъеме разводятся, обеспечивая тем самым свободную установку изделия. После установки изделия привод 22 при дальнейшем перемещении стержнями 15 и 16 устройства позиционной компенсации обеспечивает точную установку изделия. При обратном перемещении привода 22 осуществляется прижим изделия за счет перемещения вилки 24 вниз и ее взаимодействия с копиром 27. В случае необходимости приводом 29 можно осуществить поворот изде- ЛИЯ на некоторый угол в вертикальной плоскости за счет шарнирного крепления базового элемента 7.3 з.п. ф-лы, 7 ил. сл г7 12 36
ФагЛ
н
-Н
Фиг.5
:
/
31
гР
Фаг. 6
z
23
mm
фиг. 7
Редактор А.Ворович
Составитель Э.Комарова
Техред М.Двдык Корректор Л.Пилипенко
Заказ 555/12Тираж 785Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Загрузочный ротор | 1974 |
|
SU526491A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
