Изобретение отиогится к оПлагти машиностроения, к высокоресурсным многорядным соединениям.
Цель изобретения - повышение ус- талостной долгопечнос ти соединения.
На фиг. 1 иг1оОрлжено мно1-оряд1тое друх срезное болтопое соединение до затяжки болтов дополнительного ряда; на фиг.2 - узел I нл фиг.1; на фиг.3- эпюры эксплуатапионных растягивающих напряжении бцр, и контактных давлений q , по стенкам отверстий под
пК ,
основные крепежн1,1е элементы в накладках соединения до затяжки дополни- тельного ряда болтоп при пр1-1менении растягивающих эксплуатационных нагрузок Р,; на фиг.4 - многорядное днух- срезное. болтопое соединение с распорными прокладками после затяжки дополнительного ряда болтоп; на фиг.5 эпюры нормальных напряжений Gur и контактных давлени q
ЧК,
не; по длине
накладок соедине)1ия после затяжки дополнительного ряда крепежных элемен- тов и до приложения эксплуатационн(,1х
нагрузок Р,; на фиг. 6 - результирлто- л-1 щие эпюры нормальных напряжении и ,,
Z и контактных давпении (J,.,. по дпине
н к,
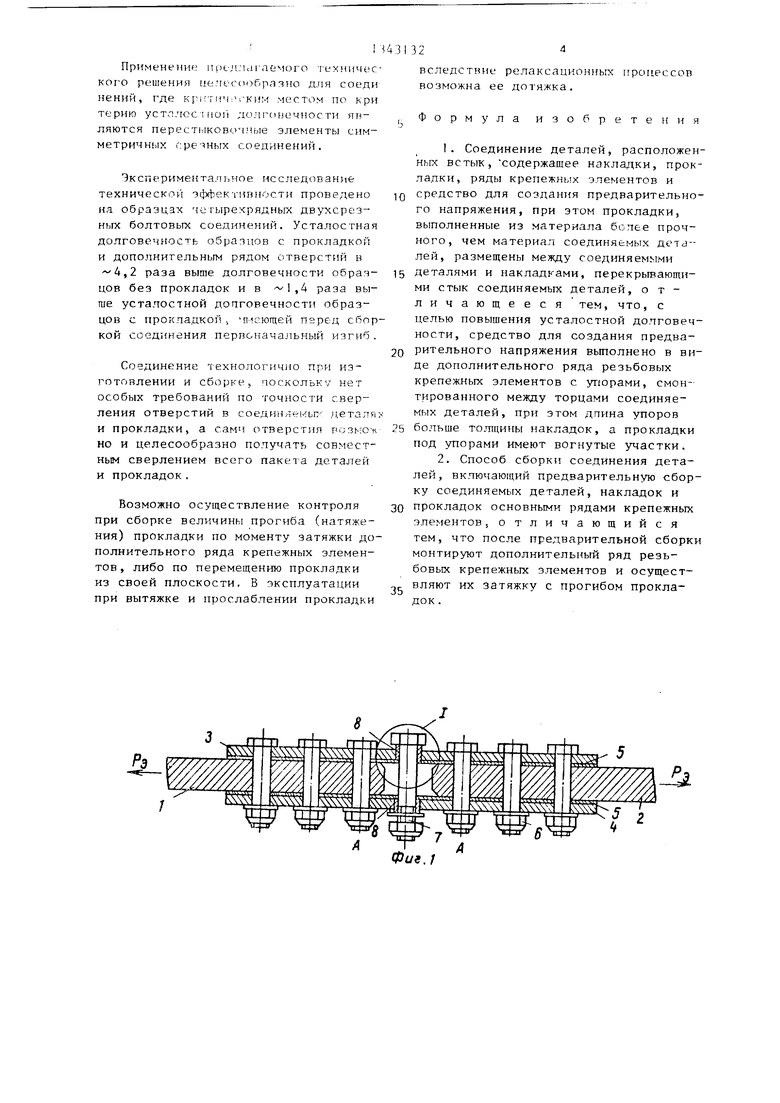
накладок соединения деталей с распор пыми прокладками п пропессе эксплуатации; на фиг.7-8 - конструктивные варианты выполнения соединения деталей с распорными прокладками и дополнительным рядом крепежных элемен- тов с упорами; на фиг.9 - узел Т1 на фиг.8.
Соединение деталей содержит соединяемые листовые детали 1 и 2, наклад ки 3 и 4, прокладки 5 и ряды крепежных элементов 6. Прок.чадки 5, расположенные межлу соединяемыми деталями и накладками, выполнены из материала более прочного, чем материал соединя емых деталей. Креиеж} ые элементь могут быть вьтолнены в виде болтов с шайбами и гайками или в виде заклепок. Кроме рядов основных крепежных элементов соединение имеет ряд допол нительных резьбовь х крепежных элементов 7с упорами 8.Этот ряд крепежных элементов расположен между торцами соединемых деталей, при этом упоры 8 установлены в отверстиях накладок и могут быть выпопиены в виде втулок (фиг.2) или за одно целое с крепежным элемен г ом (фиг. 9). Длина упора больше толщины накладки.
,
ю
15 0
Ь
0 5
0
Сборка соединения д(мл11(ч | исупич i- вляется в следующей (юследоватечь- но с ти.
На расположешгые. встык соединяемые детали уста1гавливают прокладки и накладки, а затем ряды крепежных элементов основных и допол1П1телыюго. После этой предварительной сборки осуществляют затяжку крепеж)н,гх элементов, сначала основных рядов, а затем дополнительного ряда. При затяжке дополнительного ряда крепежных элементов упоры осуществляют прогиб прокладок. Одной из зон вероятного усталостного разрушения срезного соединения деталей (фиг.1) при приложении циклических эксплуатационных нагрузок PJ являются накладки 3 и 4 соединения по сечению первых рядов отверстий под основные крепежные элементы. При работе соединения деталей с прокладками до затяжки дополнительного ряда крепежных элементов в месте вероятного усталостного разрушения накладок соединения действуют нормальные растягивающие напряжения С цр. и контактные давления по стенкам отверстий под крепежные элементы q.,... (фиг.З). н к,
После затяжки дополнительного ряда крепежных элементов в накладках соединения возникают сжимающие напряже пп
ния (. (с и ко})тактные давления q щ
(фиг.З), которые после приложения эксплуата и1онных нагрузок Р уменьша ют уровень действующих в них напряжеии1 G и; и давлений q.,,. причем г --Э п -5 п GH ; мР, - о,,; и q5l q,, -q,. .
С}{ижение уровня гч йствуюших в накладках соединения G ., и q .. уменьшаИ п К 1
ет копиептрацин) напряжений на кромке отверстий под основные крепежные эле- мс;нты и способствует повьш1ению усталостной долговечности накладок соединения .
Целесообразно по критерию усталостной до1П овечностп осуществлять ме- хан 1ческий распор основных крепежных
элементов до такой величины, при ко- э п , э п
торой q q
нс В
этом случае усталостная долговечность накладок соединений приближается или равна усталостной долговечности полосы с заполненным пе загруженным отверстием. Лля предотвращения разрушения накладок соединения в месте установки дополнительного ряда крепежных элсментон устанавливают их с радиальным на гяго -) в )г.к.11а;5ках соединения.
Применение предлагаемого технического решения иелесо 1бря зно для соеди нений, где кр1гг-ич-,, местом по кри терию устллос ию долгорзечности являются перестыковоч.чые элементы сим- метричн)1Х среяных соединений.
Экспериментальное исследование технической эффективности проведено ня образцах чегырехрядных двухсрез- ньгх болтовых соединений. Усталостная долговечность образцов с прокладкой и дополнительным рядом отверстий в 4,2 раза выше долговечности образцов без прокладок ив ,4 раза выше усталостной доаговечности образцов с прокладкой, шеюгдей перед сборкой соединения первоначальный изгиб.
Соединение технологично при изготовлении и сборке, поскольк / нет особых требований по точности сверления отверстий в соединленьп- деталя и прокладки, а самч отверстия poshio-i но и целесообразно получать совместным сверлением всего пакета деталей и прокладок.
Возможно осуществление контроля при сборке величины прогиба (натяжения) прокладки по моменту затяжки дополнительного ряда крепежных элементов, либо по перемещению прокладки из своей плоскости. В эксплуатации при вытяжке и прослаблении прокладки
вследствие релаксационных процессов возможна ее дотяжка.
Формула изобретения
1.Соединение деталей, расположенных встык, содержащее накладки, прокладки, ряды крепежных элементов и
средство для создания предварительного напряжения, при этом прокладки, выполненные из материала более прочного, чем материал соединяемых деталей, размещены между соединяемыми
деталями и накладками, перекрывающими стык соединяемых деталей, отличающееся тем, что, с целью повыщения усталостной долговечности, средство для создания предварительного напряжения выполнено в виде дополнительного ряда резьбовых крепежных элементов с утюрами, смонтированного между торцами соединяемых деталей, при этом дпина упоров
больше тогацины накладок, а прокладки под упорами имеют вогнутые участки.
2.Способ сборки соединения деталей, включающий предварительную сборку соединяемых деталей, накладок и
прокладок основными рядами крепежных элементов, отличающийся тем, что после предварительной сборки монтируют дополнительный ряд резьбовых крепежных элементов и осуществляют их затяжку с прогибом прокладок .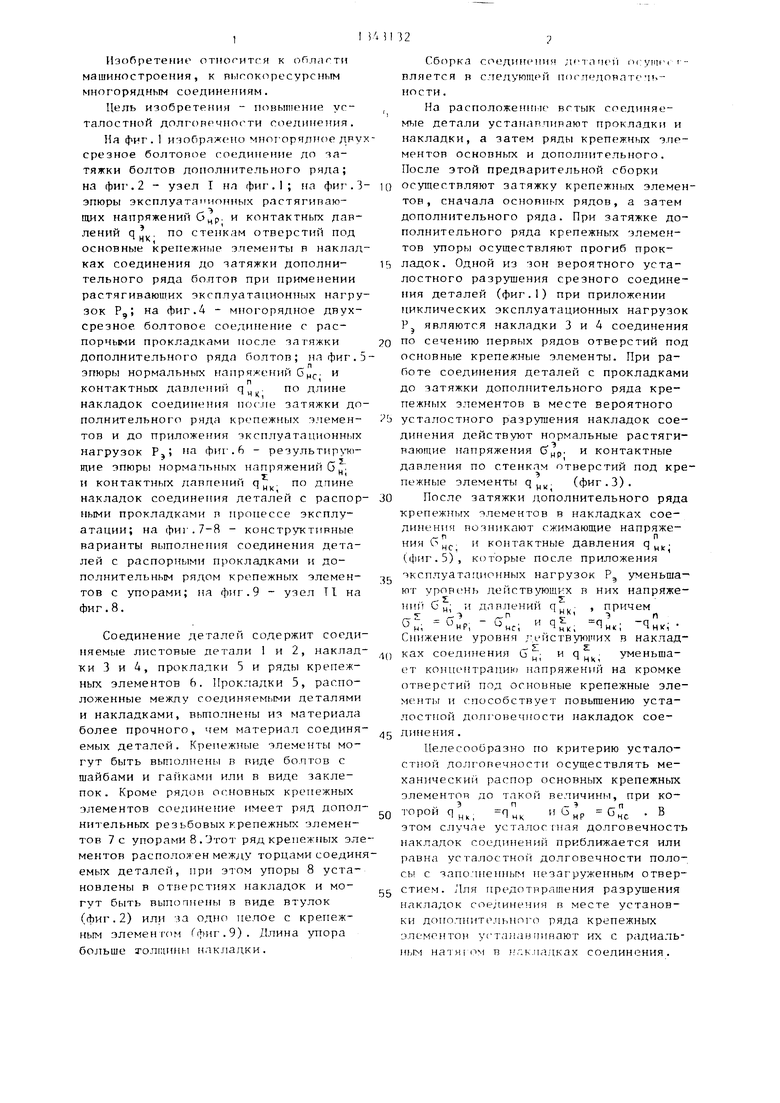
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение деталей | 1987 |
|
SU1479734A1 |
| Соединение деталей | 1989 |
|
SU1712685A1 |
| Соединение деталей и способ сборки деталей | 1986 |
|
SU1444566A1 |
| Соединение деталей | 1986 |
|
SU1409788A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
| Соединение деталей | 1987 |
|
SU1493804A2 |
| Способ получения многорядного срезного соединения листовых деталей | 1990 |
|
SU1767244A1 |
| Соединение деталей и способ сборки деталей | 1984 |
|
SU1208335A1 |
| Способ получения многорядного срезного соединения деталей | 1990 |
|
SU1735625A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2025579C1 |

Изобретение относится к области машиюстроения, к высокоресурсным многорядньгм соединениям деталей.Цель изобретения - повышение усталостной долговечности соединения деталей. Цель достигается за счет того, что после затяжки резьбовых крепежных элементов дополнительного ряда в накладках соединения возникают сжимающие напряжения и контактные давления. Эти сжимающие напряжения и контактные давления после приложения эксплуатационных нагрузок уменьшают уровень действующих в соединении на- пряжени и давлений. Снижение уровня действующих напряжений и давлений уменьшает концентрацию напряжений на кромке отверстий под основные крепежные элементы. Соединение деталей встык имеет накладки и прокладки, соединенные рядами крепежных элементов. Между торцами соединяемых деталей размещен дополнительный ряд резьбовых крепежных элементов с упорами. 2 с.п.ф-лы, 9 ил. (Л 00 N со оо ю
РЭ
Фиг.1
фиг. 2
Фиг.If
mm
fl
HKL
фие.5
фие.6
Физ. 7
Фиг. 8
Составитель С.Никулина Редактор Л.Гратилло Техред М.Дидьж Корректор А.Тяско
Заказ 4624/35 Тираж 756Подписное
ВИШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб . , д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
Фи.З
| Выносливость элементов авиационных конструкций | |||
| Труды ЦАГИ, вып | |||
| Способ радиопередачи | 1924 |
|
SU2033A1 |
| Насос | 1917 |
|
SU13A1 |
| Соединение деталей и способ сборки деталей | 1984 |
|
SU1208335A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
