1
Изобретение относится к машиностроению, в частности к высоконагруженным многорядным соединениям.
Цель изобретения - повышение уста лостной долговечности.
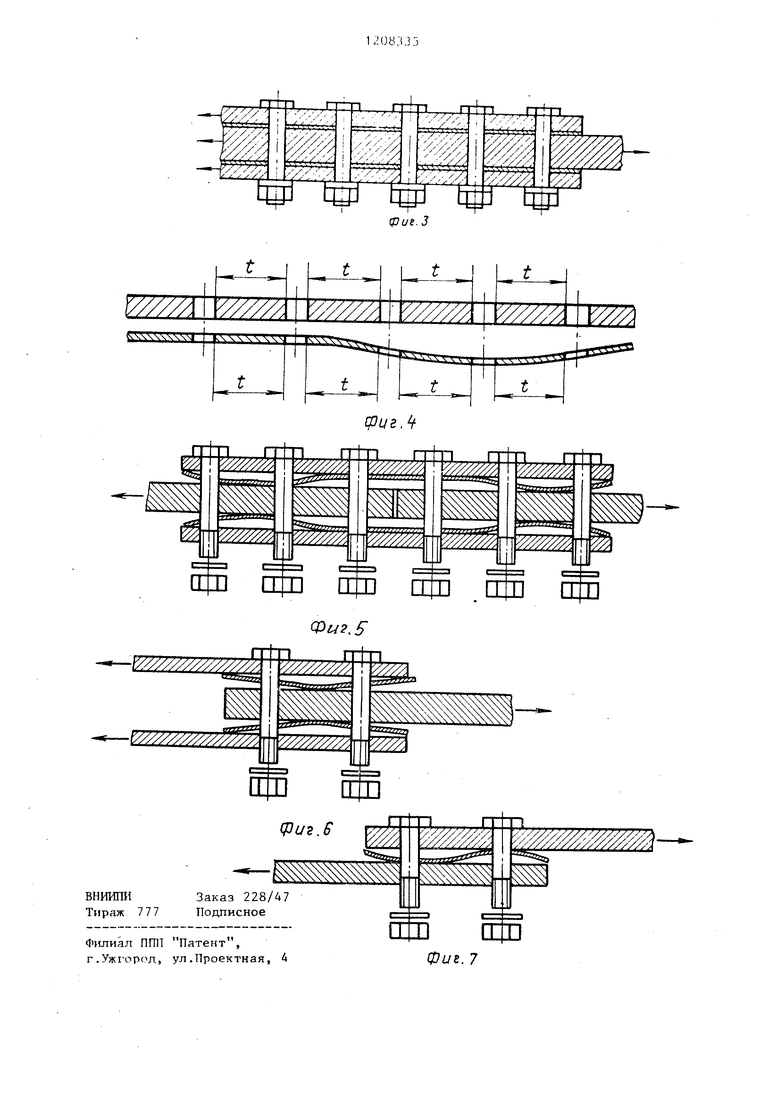
На фиг, 1-3 - изображена последовательность сборки соединения деталей; на фиг. 4 - соединяемая деталь и прокладка до сборки; на фиг. 5-7 - варианты соединения.
Соединение содержит соединяемые детали 1-3, между которыми размещена изогнутая прокладка 4, а в отверстиях соединяемых деталей и прокладки установлены ряды крепежных элементов 5, Прокладка выполнена изогнутой в зоне двух-трех крайних рядов крепежных элементов, при этом материал прокладки более прочный, чем материал соединяемых деталей. Междентровое расстояние отверстий двух-трех крайних рядов в прокладке в свободном состоянии равно межцентровому расстоянию отверстий в соединяемых деталях.
Сборку соединения производят в следующей последовательности,,
Между соединяемыми деталями размещают прокладки, затем в отверстия устанавливают ряды крепежных элементов , Затяжку крепежных элементов производят последовательно 5 начиная с ряда крепежных элементов в зоне максимального изгиба прокладки,. Можно одновременно осуществить затяжку всех крепежных элементов. Если перед затяя:кой производят сжатие соединяемых деталей совместно с прокладкой, затяжку крепежных элементов можно прои;1водить в произвольном порядке.
Изогнутая прокладка при стяжке пакета соединяемых деталей, выпрямляется и распирает крайние ряды кре2083352
нежных элементов. При этом крайний ряд крепежных элементов принудительно смешается в направлении предстоящего действия растягивающей эксплуа- 5 тационной нагрузки, внутренние ряды смещаются в обратную сторону, в прокладке создаются начальные сжимающие напряжения, а в соединяемых деталях - начальные растягивающие напря- 10 женил.
В эксплуатации начальные растягивающие напряжения уменьшают амплитуду переменных эксплуатационных напря(5 жений растяжения в соединяемых деталях. Начальное смещение рядов крепежных элементов обеспечивает снижение загруженности (уменьшение вплоть до нуля уровня ,напряжений смятия)
20 по стенкам первого (крайнего) наиболее подверженного усталостному разрушению ряда отверстий и повышение загруженности второго, третьего и т.д. рядов отверстий в каждой соеди25 няемой детали. Таким образом, происходит такое перераспределение загруженности рядов отверстий, что условия работы, а следовательно, и уста- ностная долговечность по первому ряду отверстий в каждой соединяемой детали приближаются к условиям работы и долговечности полосы с заполнен- ньм незагру:«енным отверстием на нижних уровнях растягивающих,эксплуатационных нагрузок. На верхних,близких к статически разруишющим, уровнях нагрузок деформации растяжения соединяемых деталей таковы, что распор рядов крепежных элементов прокладкой исчезает и крепежные элементы всех рядов включаются в работу на сдвиг по традиционной схеме многорядного срезного соединения деталей.
30
35
40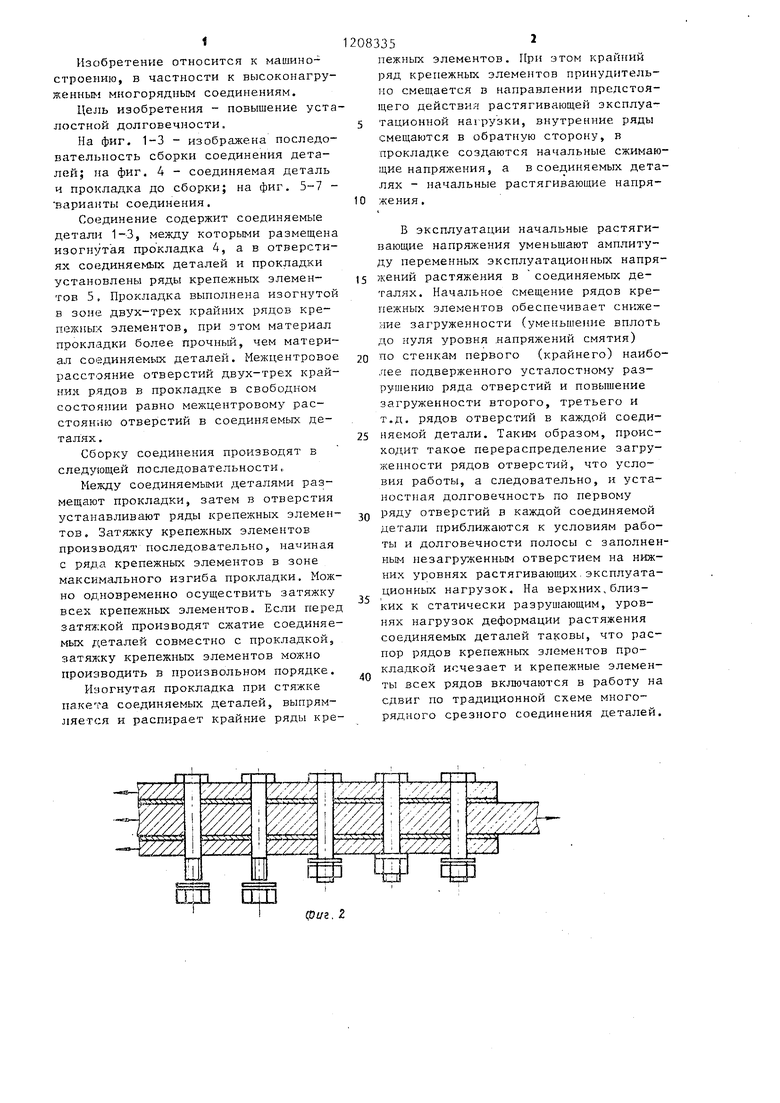
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| Соединение деталей и способ сборки соединения деталей | 1986 |
|
SU1343132A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Способ получения многорядного срезного соединения деталей | 1990 |
|
SU1735625A1 |
| Соединение деталей | 1986 |
|
SU1409788A1 |
| Способ получения болтового соединения деталей | 1989 |
|
SU1691589A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2025579C1 |
| СПОСОБ ПОЛУЧЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2031260C1 |
1. Соединение деталей, содержащее установленные в отверстиях соединяемых деталей ряды крепежных элементов и прокладку между соединяемыми -деталями, отличающееся тем, что, с целью повыщения усталостной долговечности, прокладка выполнена с предварительным изгибом в зоне двух-трех крайних рядов крепежных элементов, при этом межцентровое расстояние отверстий под крепежные элементы в изогнутой части прокладки равно межцентровому расстоянию отверстий под крепежные элементы в соединяемых деталях. 2.Соединение деталей по п. 1, отличающееся тем, что прокладка выполнена из материала более прочного, чем материал соединяемых деталей. 3.Способ сборки деталей, заключающийся в размещении прокладки между соединяемыми деталями, установке крепежных элементов в отверстия соединяемых деталей и их затяжке, о т- л и ч а ю щ и и с я тем, что затяжку крепежных элементов производят последовательно, начиная с ряда крепежных элементов в зоне максимального изгиба прокладки или одновременно всех крепежных элементов. 4.Способ по п. 3, отличаю- щ и и с я тем, что перед.затяжкой крепежных элементов сжимают соеди- )Iмe детали совместно с прокладкой, а затяжку крепежных элементов производят в произвольном порядке. О S сл ю о 00 ел
фиг. Z
фис. 3
фиг.
..........j:iiu
Ул У//////// Ш л..
У/Ш7//.
Z zzsst
5Й22225 7ТУ7У
Ф1Я2
- /////////////,
Q fiP7777777.rtO
/. 27/////у7/ У
у////////
/////////.
ЕБ ЦБ
////7А
у////////////
у/////////.
Y///
иг,6
вншши
Тираж 777
Заказ 228/47 Подписное
Филиал ПШ Патент,
г.Ужгород, ул .Проектная, 4
Щ №1
фи. 7
| Соединение листовых деталей внахлестку | 1980 |
|
SU1010325A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Соединение деталей | 1975 |
|
SU533176A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
