1
Изобретение относится к производству пневматических шин и предпазначено для сборки браслетов покрышек, например, автомобильных
Известно устройство для сборки многослойных браслетов покрышек нневматических шин, содержашее подвижные по направлнюн им каретки со сборочными барабанами, имеющими цилиндрические обечайки и закрепленные на полых центральных осях торцовые диски, механизм для перемешения кареток и механизмы для фиксации сборочных барабанов на рабочих нозициях 1.
Такое устройство не обеспечивает требуемую точность сборки многослойных браслетов, что снижает качество готовой покрышки.
Цель изобретения - обеспечение возможности осуществления сборки многослойных браслетов нутем последовательного ввода однослойных браслетов один в другой.
Поставленная цель достигается тем, что каждый сборочный барабан снабжен установленным в полой центральной оси аксиально подвижным толкателем с дополнительным диском, расположенным параллельно торцовому диску, а цилиндрическая обечайка каждого барабана выполнена в виде набора консольных секторов, щарнирно закрепленных одним концом на торцовом диске и снабженных упорами, взаимодействующими с дополнительным диском.
Каждый механизм для фиксации сборочных барабанов в заданном положении на рабочей позиции выполнен в виде установленного перпендикулярно продольной оси сборочного барабана силового цилиндра с закрепленной на его штоке призмой, взаимодействующей с центральной полой осью сборочного барабана, и установленных соосно с центральной полой осью аксиально подвижных Подпружиненного кольцевого пoлзy ra и фланца с шарнирно закрепленными на нем двуплечими рычагами, одним плечом взаимодействующими с пентральной полой осью барабана, а другим - посредством тяг шарнирно связанными с подпружиненным кольцевым ползуном. Механизм перемещения кареток выполнен в виде бесконечного тягового органа, связанного с каретками посредством ползунов, а па каретках установлены подпружиненные упоры, взаимодействующие с ползунами.
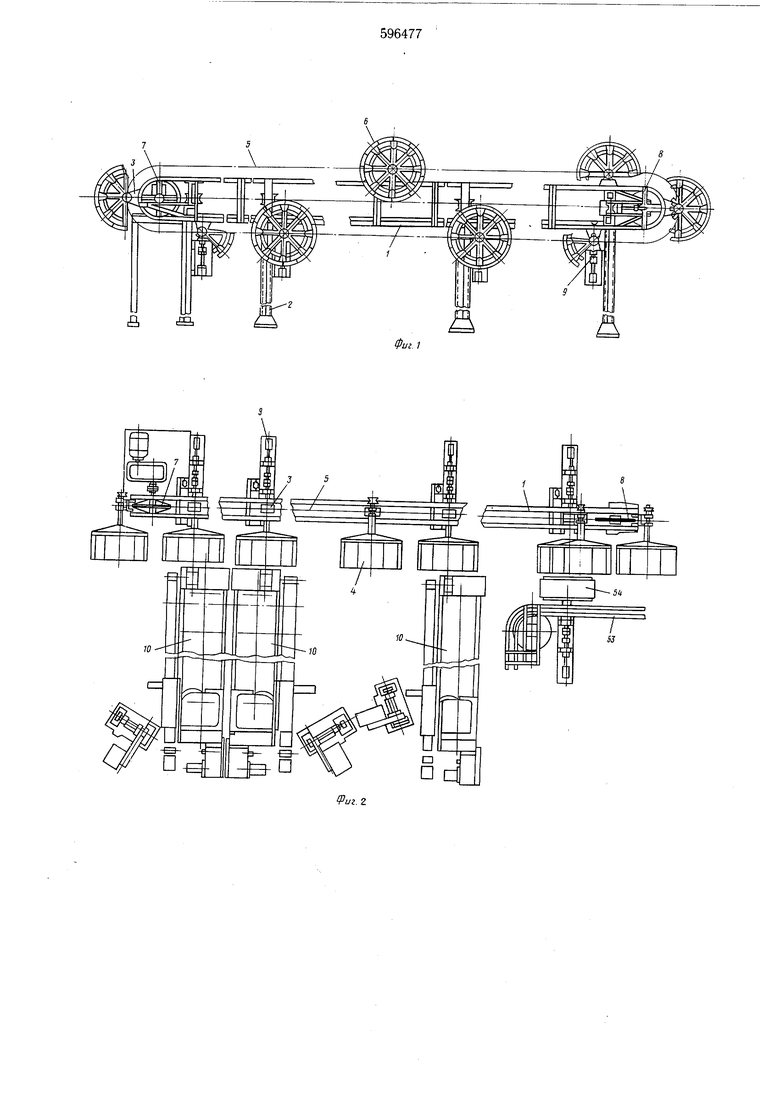
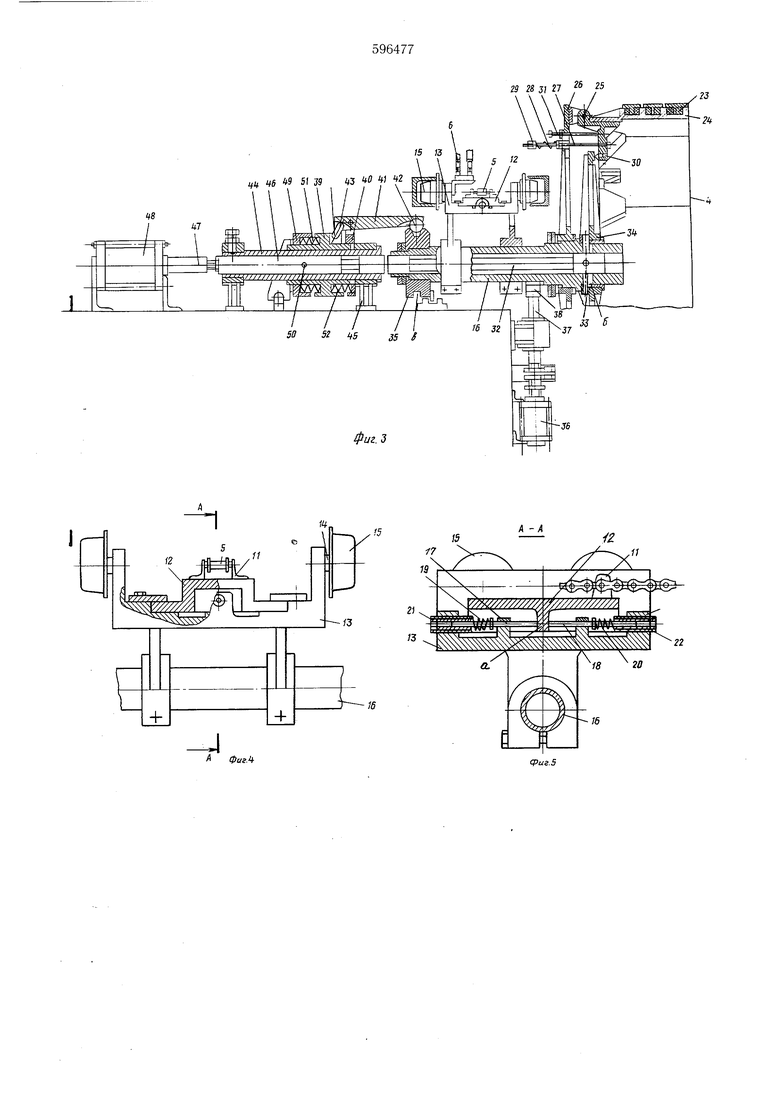
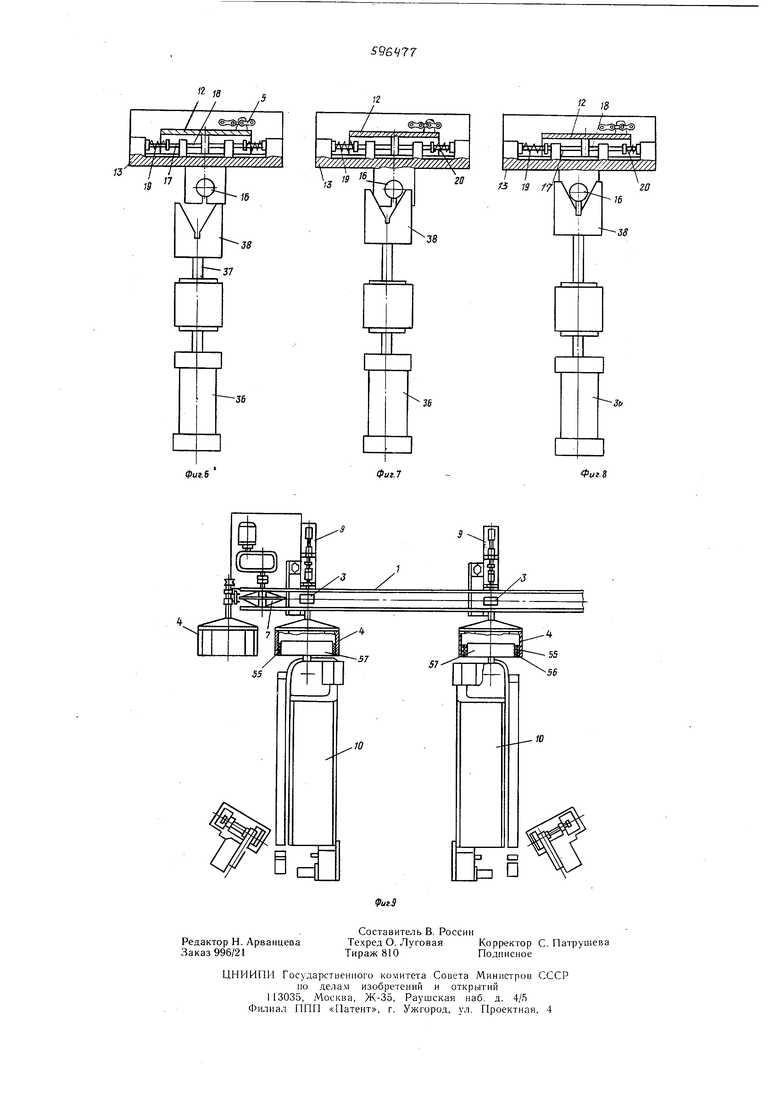
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - сборочный барабан и механизм для фиксации сборочных барабанов; на фиг. 4 - подвижная каретка сборочного барабана; на фиг. 5 - разрез А-А фиг. 4; на фиг. 6-8 - последовательные положения механизма для фиксации в процессе работы; на фиг. 9 - схема ввода однослойных браслетов в сборочные барабаны. Устройство для сборки многослойных браслетов содержит раму 1 с вертикальными опорами 2, подвижные каретки 3 со сборочными барабанами 4, механизм 5 для перемещения кареток, токосъемники 6, приводной конвейер 7, натяжное приспособление 8, механизмы 9 для фиксации сборочных барабанов в заданном положении на рабочих позициях и механизмы 10 для изготовления однослойных браслетов (фиг. 2, 3). Механизм 5 для перемещения кареток 3 выполнен в виде замкнутого тягового органа, например цепи, к звеньям которой при помощи стоек 11 прикреплены ползуны 12, связанные с каретками 3. Каждая каретка 3 состоит из корпуса 13 (фиг. 4, 5), на котором посредством осей 14 смонтированы катки 15, а в приливах нижней части установлены полые центральные оси 16 сборочных барабанов 4. На каретке установлены подпружиненные упоры 17 и 18, которые под действием пружин 19 и 20 прижаты к центральной бобышке «а ползуна 12. Для регулирования усилия пружин 19 и. 20 предназначены резьбовые втулки 21 и 22, ввернутые в корпус 13. На корпусе 13 закреплен токосъемник 6, служащий для подвода тока к электромагнитам 23, смонтированным на цилиндрических обечайках сборочных барабанов 4. Цилиндрическая обечайка каждого барабана 4 выполнена в виде набора консольных секторов 24, шарнирно закрепленных одним концом посредством осей 25 на торцевом диске 26. Секторы 24 связаны с диском 26 и посредством тяг 27 с пружинами 28, усилие которых регулируется гайками 29. Консольные секторы 24 снабжены упорами 30. Для ограничения хода секторов 24 имеются регулировочные болты 31, ввернутые в диск 26. Диск 26 закреплен на полой центральной оси 16. Каждый сборочный барабан 4 снабжен установленным в полой центральной оси 16 аксиально подвижным толкателем 32, связанным пальцами 33, проходящими через сквозные пазы «б полой оси 16, с дополнительным диском 34, расположенным параллельно торцовому диску 26 и свободно установленным на оси 16. На противоположном конце оси 16 имеется втулка 35 с профильной .канавкой «в. Каждый механизм 9 для фиксации сборочных барабанов на рабочей позиции выполнен в виде установленного перпендикулярно продольной оси сборочных барабанов 4 силового цилиндра 36 с закрепленной на его щтоке 37 призмой 38, взаимодействующей с центральной полой осью 16 сборочного барабана, и установленных соосно с центральной полой осью 16 аксиально подвижных подпружиненного кольцевого ползуна 39 .и фланца 40 с шарнирно закрепленными на нем двуплечими рычагами 41. На одном плече рычаги 41 имеют ролики 42, взаимодействующие с профильной канавкой «в втулки 35, а другим плечом посредством тяг 43 щарнирно связаны с подпружиненным кольцевым ползуном 39. Ползун 39 установлен свободно на направляющей полой втулке 44, закрепленной в стойках 45. Во втулке 44 установлена аксиально подвижная штанга 46, соединенная со штоком 47 пневмоцилиндра 48 и жестко связанная со стаканом 49 при помощи пальца 50, проходящего через пазы, выполненные в стенке направляющей втулки 44 и в ползуне 39. В стакане 49 и ползуне 39 выполнены глухие отверстия, в которых размещены .пружины 51 сжатия, а между ползуном 39 и фланцем 40 - пружины 52. Для обеспечения работы устройства для сборки многослойных браслетов рядом с приводным конвейером 7 соосно со сборочными барабанами 4, зафиксированными на рабочих позициях, установлены механизмы 10 для сборки однослойных браслетов, а конец конвейера 7 примыкает к отборочному конвейеру 53 таким образом, что на рабочей позиции каждый сборочный барабан 4 располагается соосно с транспортирующим барабаном 54 отборочного конвейера 53. Количество механизмов 10 для сборки однослойных браслетов выбирается равным количеству слоев в готовом многослойном браслете. Устройство для сборки многослойного браслета работает следующим образом. На механизмах 10 производят сборку однослойных браслетов 55 и 56 путем накатывания кордных заготовок на щаблоны 57. Каретки 3 перемещают до совпадения осей сборочных барабанов 4 с осями механизмов 9 для фиксации. В этот момент привод конвейера 7 отключают, и механизмы 9 устанавливают сборочные барабаны 4 соосно с шаблонами 57 механизмов 10 для сборки однослойных браслетов и транспортирующим барабаном 54 отборочного конвейера 53. При остановке конвейера 7 в силу различных непостоянных причин оси сборочных барабанов 4 не будут совмещены точно с осями механизмов 9 для фиксации. Поэтому в процессе фиксации производят центрирование положений указанных осей. Это осуществляется следующим образом. Включают пневмоцилиндр 36, его шток 37 поднимает призму 38, которая заставляет передний конец полой цилиндрической оси 16 занять определенное положение в горизонтальной и вертикальной плоскостях. Одновременно включают пневмоцилиндр 47, щток 46 которого перемещает вправо щтангу 45. Последняя через палец 50 перемещает вправо кольцевой ползун 39, стакан 49, пружины 51 и 52, фланец 40 с рычагами 41. Когда фланец 40 придет в соприкосновение с правой стойкой 44, кольцевой ползун 39 и стакан 49 продолжают двигаться, сжимая правую группу слабых пружин 52 и через тяги 43 поворачивая рычаги 41 по часовой стрелке до взаимодействия роликов 42 с профильной канавкой «в втулки 35. В результате сборочный барабан 4 занимает заданное положение во- всех трех плоскостях. Возможность осу ществления корректировки положения одновре.менно всех сборочных барабанов устройства обеспечивается без перемещения бесконечного тягового органа за счет нежесткой связи через упоры 17 и 18 и пружины 19 и 20 между тяговым органом и каретками 3, несуи|,ими сборочные барабаны 4. По окончании центрирования и фнксирования сборочных барабанов 4 на рабочих позициях производят передачу однослойных браслетов 55 со сборочного ц аблона 57 механизмов 10 на сборочные барабаны 4, соединение браслетов и дублирование друг с другом. Передачу и дублирование однослойных браслетов производят механизмом 10 д,ля сборки однослойных браслетов путем ввода шаблона 57 механизма 10 с находящимся на нем однослойным браслетом 55 в полость обечайки сборочного барабана 4 и, разжимая его но диаметру; до соприкосновения однослойного браслета 55 всей наружной поверхпостью с внутренней поверхностью секторов 24 сборочного барабана 4. Затем браслет 55 с помощью электромагнитов 23. фиксируется в сборочном барабане 4. При сборке браслетов из текстильных кордов вместо электромагнитов 23 могут быть применены вакуум присоски. После того, как однослойный браслет 55 зафиксирован на сборочном барабане 4, шаблон 57 механиз.1ов 10 сжимают, уменьшая в диаметре, и выводят из полости обечаек еборочных барабанов 4. После этого на механизме 10 начинают осуществлять следующий цикл изготовления однослойного браслета. Сборочные барабаны 4 перемещают на таг до следующего механизма 10, где аналогичным образом в обечайку с браслетом 55 вводят следующий однослойный браслет 56 и дублируют с браслетом 55. Браслеты 55 и 56 удерживают друг друга за счет сил адгезии. Аналогично весь описанный выше цикл осуществляется для остальных еборочных барабанов 4. Пройдя таким образо.м все рабочие позиции (вее механизмы 10 для сборки однослойных браслетов), каждый из сборочпых барабанов 4 с готовым мпогослойным браслетом приходит на позицию отбора. К этому моменту отборочный конвейер 53 останавливается, ось отборочного барабана 54 совмещается с осью сборочного барабана 4, отборочный барабан 54 входит внутрь сборочного барабана 4 и разжи.мается до контакта с внутренней поверхностью многослойного браслета. Далее за счет дальнейшего движения штока 47 пневмоцилиндра 48 и связанной с ним штанги 46 перемещается вправо толкатель 32 с дополнительным диском 34. При этом происходит поворот против часовой стрелки консольных секторов 24 сборочного барабана 4. Диаметр последнего увеличивается и .многослойный браслет оказывается носаженным на поверхность отборочного барабан.а 54. Затем отборочный барабан 54 выводят из полости обечайки сборочного барабана 4, и отборочный конвейер 53 перемещается на один щаг. а на позицию отбора подходит следующий пустой отборочный барабан 54. Формула изобретения 1.Устройство для сборки многослойных браслетов покрышек пневматических щии, содержащее подвижные по направляющим каретки со сборочными барабанами, имеющими цилиндрические обечайки и, закрепленные на полых центральных осях торцовые диски, механизм для перемещения кареток и механизмы для фиксации сборочных барабанов в заданном положении на рабочих позициях, отличающееся тем, что, с целью повыщения точности сборки многослойных браслетов путем последовательного ввода однослойных браслетов один в другой, каждый сборочный барабан снабжен установленным в полой центральной оси аксиально подвижным толкателем с дополнительным диском, расположенным параллельно торцовому диску, а цилиндрическая обечайка каждого барабана выполнена в виде набора консольных секторов, шарнирно закрепленных одним концом на торцовом диске и снабженных упорами, взаимодействующими с дополнительным диском. 2.Устройство по п. 1, отличающееся тем, что механизм для фиксации сборочных барабанов в заданном положении на рабочей позиции выполнен в виде установленного перпендикулярно продольной оси сборочного барабана силового цилиндра с закрепленной на его щтоке призмой, взаимодействующей с центральной полой осью сборочного барабана, и установленных соосно с центральной полой осью аксиа,тьно подвижных подпружиненного кольцевого ползуна и фланца с щарнирно закрепленными на нем двуплечими рычагами, одним плечом взаимодействующими с центральной полой осью барабана, а другим - посредстом тяг шарнирно связанными с подпружиненным кольцевым ползуном. 3.Устройство по п. 1, отличающееся тем, что механизм для перемещения кареток выполнен в виде бесконечного тягового органа, связанного с каретками посредством ползунов, а на каретках установлены подпружиненные упоры, взаимодействующие с ползунами. Источники информации, принятые во внимание при экспертизе: 1. Патент США JVb 3323970, кл. 156-396, 1967. а cS
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
| СТАНОК ДЛЯ СБОРКИ ПНЕВМОБАЛЛОНОВ ДИАФРАГМЕННОГО ТИПА | 1966 |
|
SU215472A1 |
| Станок для сборки покрышек пневматических шин | 1972 |
|
SU455569A1 |
| СБОРКИ ПНЁВМОБАЛЛОНОВ | 1969 |
|
SU252593A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU599452A1 |
| Устройство для сборки покрышек пневматических шин | 1979 |
|
SU788570A1 |
| Устройство для изготовления браслетов покрышек пневматических шин | 1977 |
|
SU700055A3 |
| Устройство для сборки покрышек пневматических шин | 1975 |
|
SU581641A1 |
| Устройство для посадки бортовых колец к станку для сборки покрышек пневматических шин | 1979 |
|
SU750902A1 |
4 46 W S( 79 , W « «
л фагЛ 5 2S JI 27 ,
Д -/1
2
Риг.5 /5
