Изобретение относится к сварке, а именно к конструкции устройства для захвата сварных узлов из ,накопителей и перемещения их на установки для сборки и сварки, и может быть использовано в поточных линиях для изготовления крупногабаритных сварных изделий коробчатого типа.
Целью изобретения является повышение производительности путем подачи деталей на сборку в ориентированном положении.
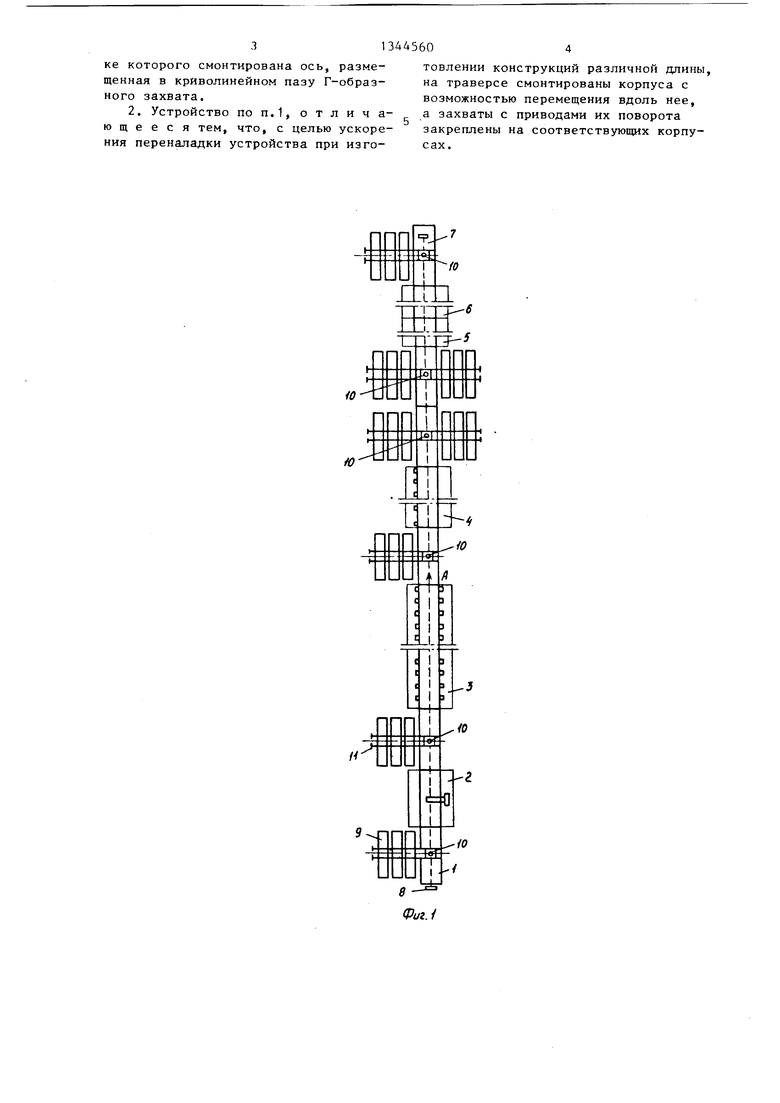
На фиг.1 схематически показана поточная линия для изготовления сварных изделий коробчатого типа; на фиг.2 - вид А на фиг.1; на фиг.З - элемент траверсы с захватом.
Поточная линия содержит смонтированные на основании в технологической последовательности позицию 1 загрузки, установки 2-6 сборки, сварки и автоматической зачистки и позицию 7 разгрузки, соединенные шаговым транспортером 8, а также расположенные параллельно установкам поточной линии накопители 9 с составляющими элементами изделия. В линии расположены перпендикулярно ей устройства 10 для захвата сварных узлов из накопителей и перемещения их на установки для сборки и сварки в поперечном направлении относительно шагового транспортера, установленного с возможностью перемещения по направляющим 11 и содержащего тележку 12, снабженную подъемной штангой 13, приводимой в движение приводом 14, и закрепленную на конце подъемной штанги 13 траверсу 15 с захватами 16.
Каждый из захватов 16 выполнен в виде корпуса 17 и одноплечего Г-об- разного рычага Т8 с приводом перемещения в виде пневмоцилиндра 19. Корпус 17 смонтирован на траверсе 15 с возможностью установочного перемещения относительно нее и фиксации винт тами 20 в положении, соответствующем длине захвата изделия.
На стороне корпуса 17, противоположной установке его на траверсе 15, закреплен параллельно последний пнев моцилиндр 19, а посредством оси 21 установлен рычаг 18, в котором перпендикулярно оси пневмоцилиндра 19 выполнен криволинейный паз 22, взаимодействующий с осью 23 регулируемой серьги 24, соединяющий рычаг 18 со штоком пневмоц1ип1ндра 19.
Устройство работает следуюнцгм образом.
Сварной узел 25 с помощью транспортера 8 перемещается последовательно вдоль технологического потока с позиции 1 загрузки на установки 2 - 6 сборки, сварки и автоматической зачистки, а затем - на позицию 7 раз- З грузки готового изделия.
Узел 25 свариваемого изделия из накопителя 9 автоматически устройством 10 при помощи пневмоцилиндра 19 через серьгу 24, ось 23 и криволиней- 5 ный паз 22 при опускании Г-образных рычагов 18 поворотом их на оси 21 отно::ительно корпуса 17 захватывают и удерживают его, а затем подъемной штангой 13 и тележкой 12, приводимы- 0 ми в движение приводом 14, укладывают узел 25 на шаговый транспортер 8, освобождая узел 25 от Г-образных ры- чагоз 18.
Устройство 10 возвращается в ис- 5 ходное положение и вновь готово для захвата и транспортировки следующего элемента конструкции изделия. замене изделия на другое,
отличающееся от предыдущего по длине I
0 отпускают винты 20, перемещают корпус 17 по траверсе 15 на необходимый размер и фиксируют это положение винтами 20.
Таким, образом, использование пред5 лагаемого устройства повьш1ает производительность путем подачи деталей на сборку в ориентированном положении, а также обеспечивает ускорение переналадки устройства при изготов0 лении конструкции различной длины.
Фо эмула изобретения
1. Устройство для захвата сварных 5 из накопителей и перемещения их на установки для сборки и сварки, выполненное в виде перемещаемой по направляющим основаниям тележки, снабженной подъемной штангой с тра- 0 версой и смонтированными на траверсе поворотными Г-образными захватами деталей, отличающееся тем, что, с целью повышения производительности путем подачи деталей на сборку g в ориентированном положении, каждый Г-образный захват выполнен с криво- линейньм пазом и оснащен индивидуальным приводом его поворота, выполненным и виде силового цилиндра, на што3
ке которого смонтирована ось, размещенная в криволинейном пазу Г-образ- ного захвата.
2. Устройство по п.1, о т л и ч а- ю щ е е с я тем, что, с целью ускорения переналадки устройства при изго-13А45604
товлении конструкций различной длины, на траверсе смонтированы корпуса с возможностью перемещения Вдоль нее, а захваты с приводами их поворота закреплены на соответствующих корпусах.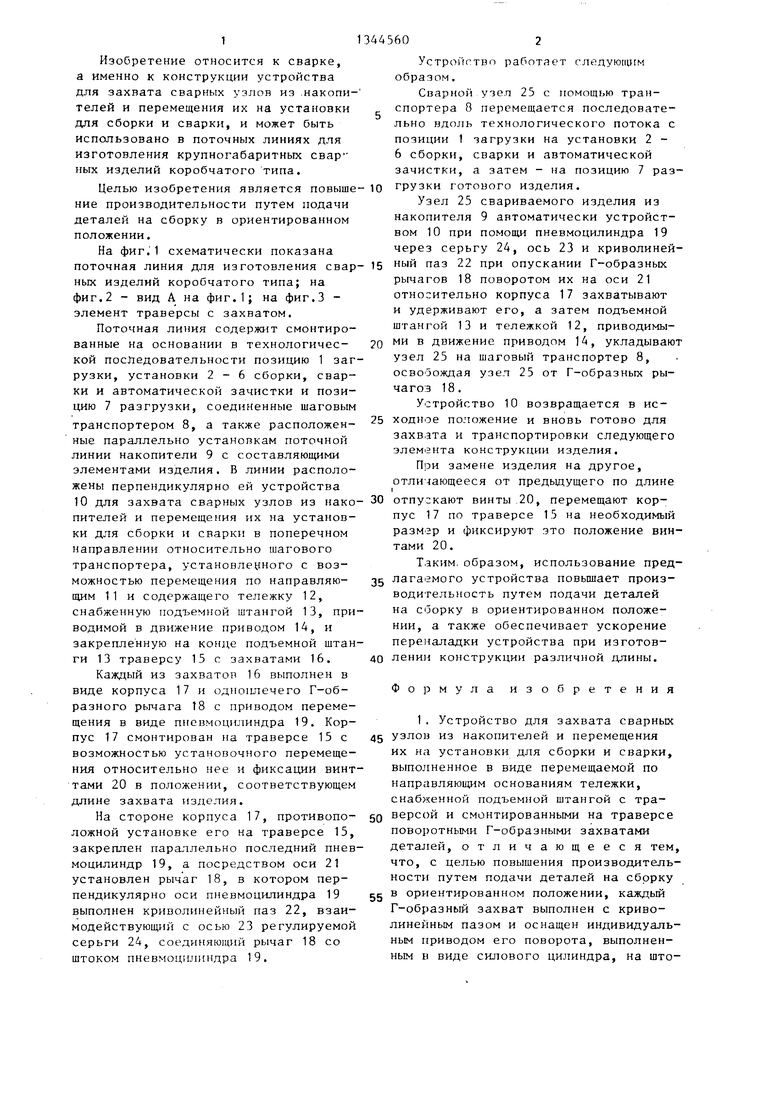
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для захвата сварных узлов из накопителей и перемещения их на установки для сборки и сварки | 1987 |
|
SU1449300A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Поточная линия для сборки и сварки уголков с поперечными армирующими элементами | 1987 |
|
SU1407738A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки дисковых колес легковых автомобилей | 1985 |
|
SU1311896A1 |
Изобретение относится к области сварки, а именно к конструкции устройств для захвата сварных узлов из накопителей и перемещения их на устаг новки для сборки и сварки. Целью изобретения является повышение производительности. Устройство содержит транспортную тележку с подъемной штангой, несущей траверсу 15 со смонтированными на ней поворотными Г-образными захватами в виде корпуса 17 и рычага 18. Г-образный захват выполнен с криволинейным пазом 22 и оснащен индивидуальным приводом 19 его поворота, выполненным в виде силового цилиндра, на штоке которого смонтирована ось 23, размещенная в криволинейном пазу 22. При повороте Г-образного захвата благодаря криволинейному пазу 22 обеспечивается подача узлов 25 на сборку в ориентированном положении. 1 з.п. ф-лы, 3 ил. (Л 00 4 4; СП С5 О
iO
11,
К ИК ИК /
ВидА
гй1
/4
f
2
Редактор Ю.Середа
Составитель Е,Крюкова
Техред Л.Сердюкова Корректор М.Максимишинец
Заказ 4880/16 Тираж 969 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие:, г.Ужгород, ул,Проектная, 4
cfJue.2
| 0 |
|
SU351660A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
