1
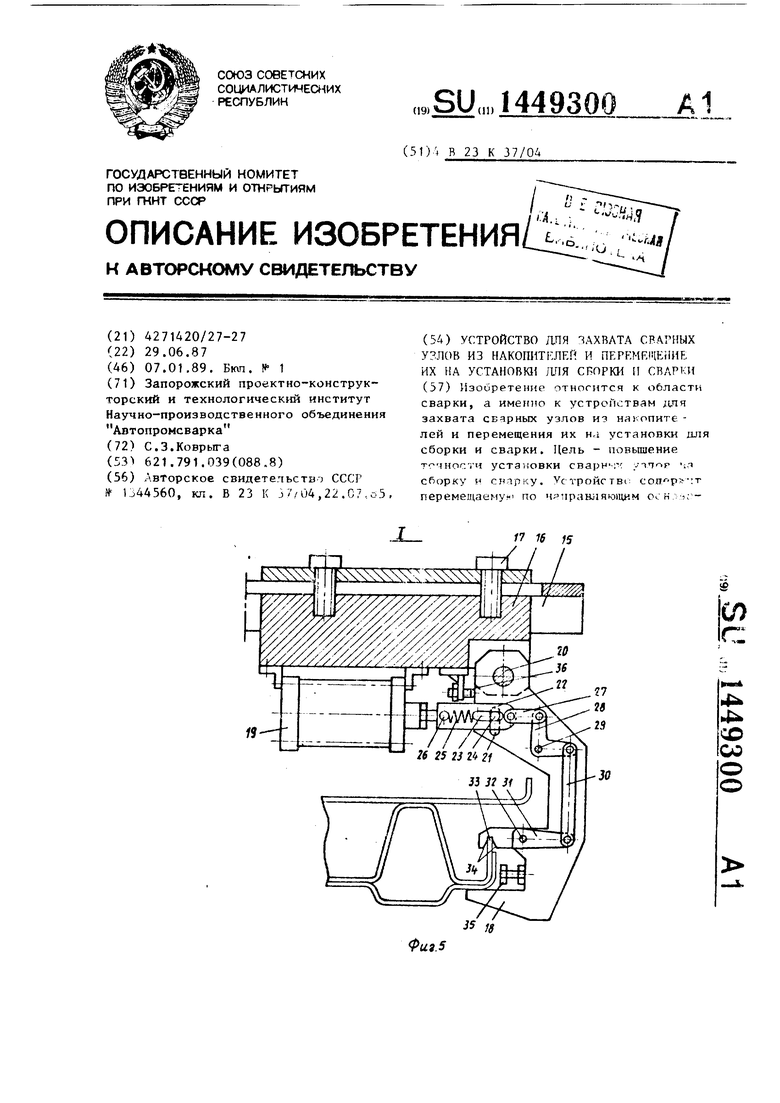
Изобретение относится к сварке, а именно к конструкции устройства для захвата сварных узлов из накопителей и перемецения их на установки для сборки и сварки.
Целью изобретения является повышение точности установки сварных узлов на сборку и сварку путем исключения смещения их в процессе транспортировки относительно Г-образных захватов.
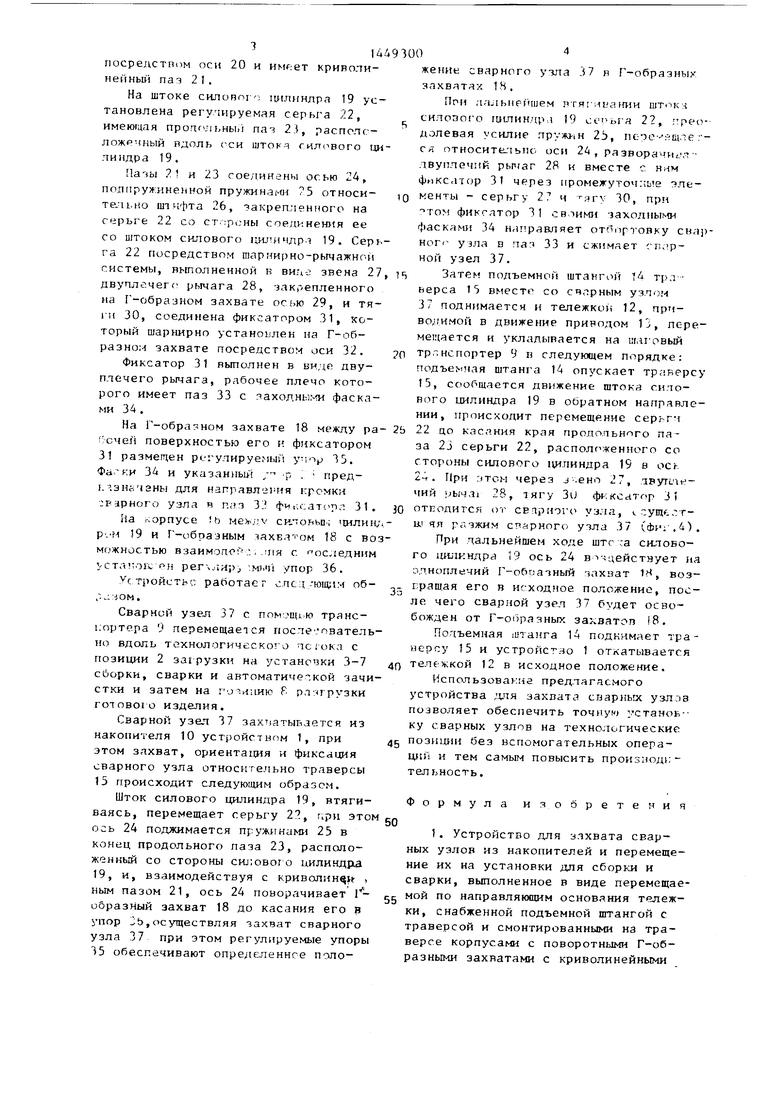
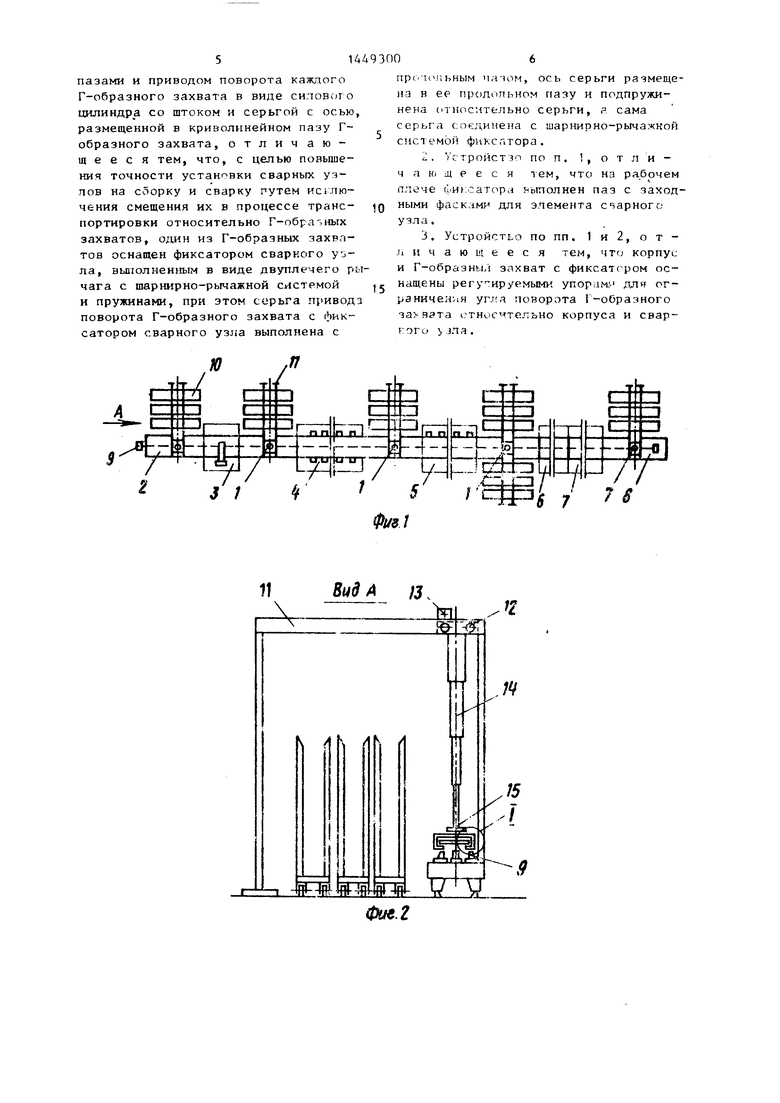
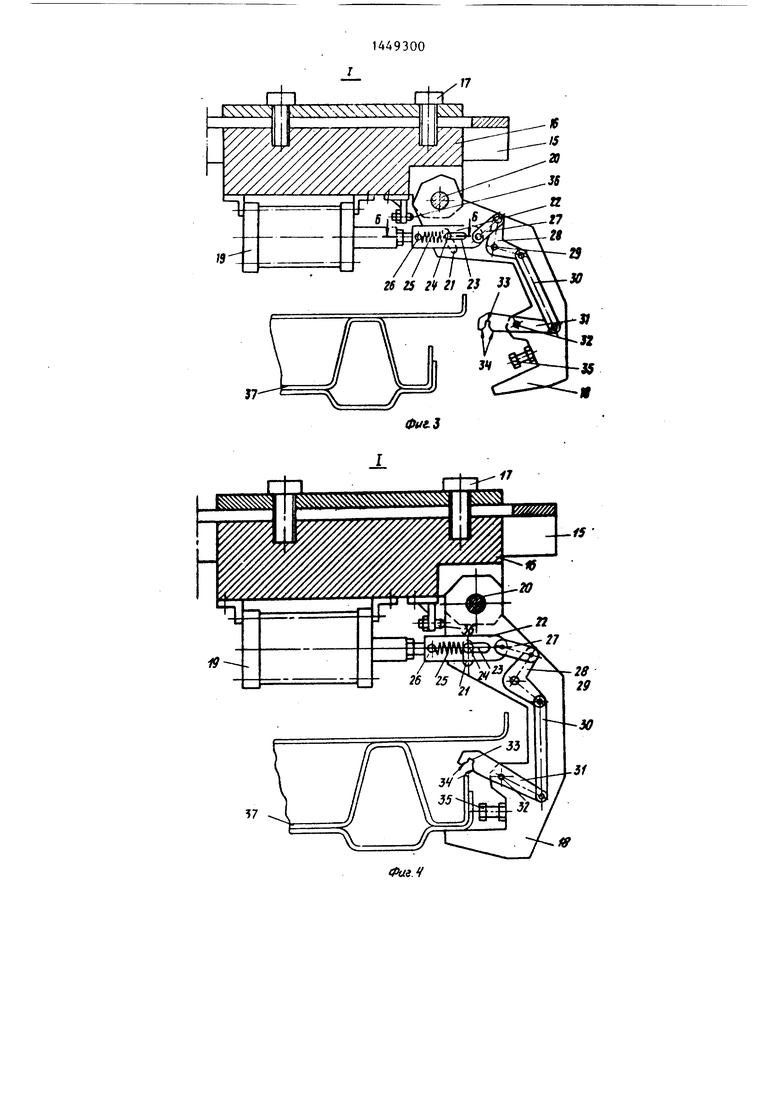
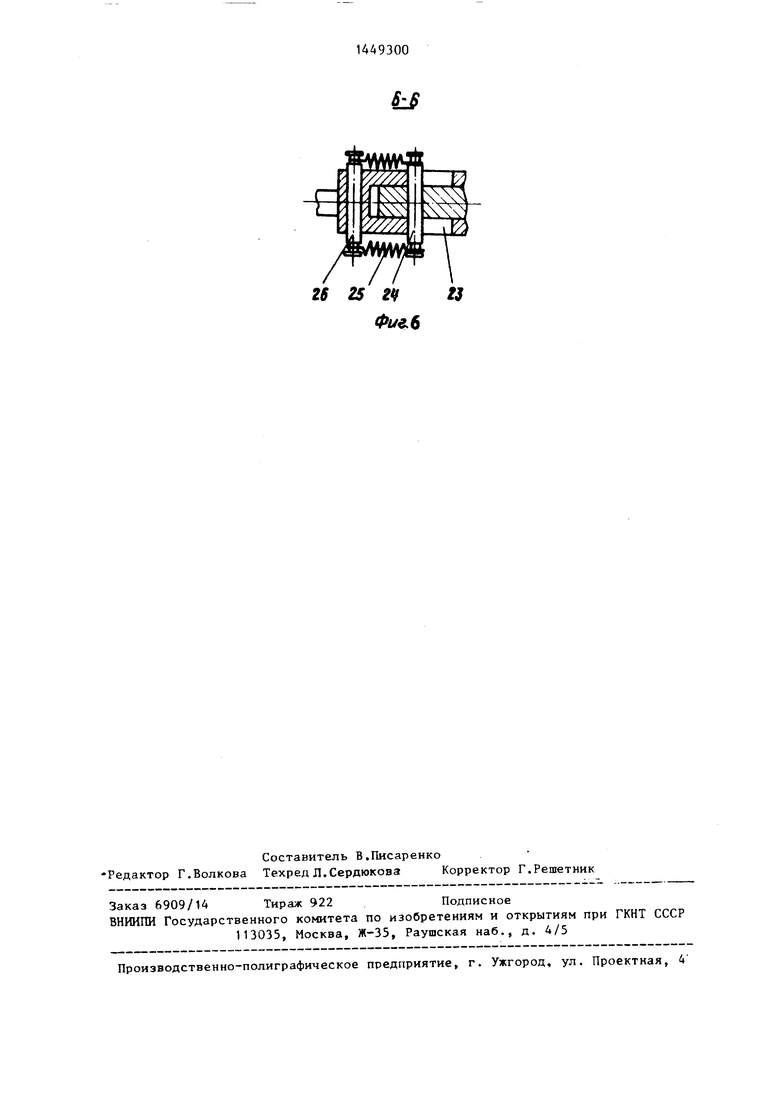
На фиг. 1 изображена поточная линия с устройствами для захвата сварных узлов из накопителей и перемещения их на установки для сборки и сварки, вид сверху; на фиг. 2 - вид А на (jHir. 1,- на фиг. 3 - узел I на фиг. 2; на фиг. 4 - то же, в момент захвата сварного узла; на фиг. 5 - т же, Б положении сварного узла после его ориентации и зажима; на фиг. 6 - разрез Б-Б на фиг. 3.
Устройства 1 для захвата сварных узлов из накопителей и перемещения их на установки для сборки и сварки расположены в поточной линии, содержащей смонтированные на основании в технологической последовательности позицию 2 загрузки, установки 3-7
0
5
0
5
0
сборки, сварки и автоматической зачистки и позицию 8 разгрузки, соединенные шаговым транспортером 9, а также расположенные параллельно упомянутым установкам 3-7 накопители 10 с элементами сварного узла.
Устройства 1 расположены перпендикулярно линии и перемещают сварные узлы в поперечном направлении относительно шагового транспортера 9.
Каждое устройство 1 выполнено в виде перемещаемой по направляклцим 11 тележки 12, приводимой в движение приводом 13.
На тележке 12 закреплена подъемная штанга 14, имеющая смонтированную на конце траверсу 15 с поворотными Г-образными захватами, каждый из которых выполнен в виде корпуса 16, установленного на траверсе с возможностью перемещения вдоль нее и фиксации винтами 17 в положении, соответствующем длине сварного узла, и одноплечего Г-образного захвата 18 с индивидуальным приводом его поворота в виде силового цилиндра 19.
Привод закреплен на стороне корпуса 16, противоположной установке его на траверсе 15, а Г-образный захват 18 шарнирно установлен в корпусе 16
лосредстпом оси 20 и кринолине и ньй паз 21.
На штоке силовог- ; 1щлинлра 19 установлена регулируемая серьга 22, имеющая проаг льный лаз 23, располс- ложечный вдоль сси штока цлиндра 19.
Пазы 21 и 23 соединены осью 24, полпружиненной пружинасш 5 относительно штифта 26, закрепленного на
1
серьге 22 со стороны соединет1я ее
со штоком силового пш ичлр-1 19. Серьга 22 посредством шарнирно-рычажной системы, выполненной в вид; звена 27 двуплечего рычага 28, закрепленного на Г-образном захвате осью 29, и тяги 30, соединена фиксатором 31, который шарнирно установлен на Г-об- разном захвате посредством оси 32.
Фиксатор 31 выполнен в виде двуплечего рычага, рабочее плечо которого имеет паз 33 с г ахолны; и фасками 34 .
На Г-обра-ном захвате 18 между ра счей поверхностью его и фиксатором 31 разме1ден регулируемый учор 35. Фа.ки 34 и указанный /- р ; пред- I. чэпйчаны для направле ия кромки -Рарного узла в паз 33 фиксатсрл 31
На корпусе ь ме.лл силольп.: PVM 9 и Г-обраэным захватом 18 с во мсжиостью взаимод-е.:, .шя с ос.гедним стл -огх: рн регчлирр :мьч1 упор 36.
Ус.тройстьс работает слсц .-ющлм об- .:,чом,
Сварной узе-л 37 с помс Щъю транс- i.-ортера 9 перемещается после-ователь- ио вдоль технологическо -о по i ока с позиции 2 загрузки на установки 3-7 сборки, сварки и автоматиче-.кой зачистки и затем на гоэинию Р разгрузки готового изделия.
Сварной узел 37 захт)атывается из накопителя 10 устройством 1, при этом захват, ориентация и фиксация сварного узла относительно траверсы 15 происходит следующим образом.
Шток силового цилиндра 19, втягиваясь, перемещает серьгу 22, г.ри этом
О /
ось tt поджимается пружинами 25 в конец продольного паза 23, расположенный со стороны силового цилинщха 19, и, взаимодействуя с кривапин(Л1 , ным пазом 21, ось 24 поворачивает l - образНый захват 18 до касания его в упор Ь,осуществляя захват сварного узла 37 при этом регулируемые упоры 35 обеспечивают определенное поло
1ДД9300
0
30
2Ь
жение сварного узла 37 в Г-образных захватах 18.
ПРИ лальпейшем втягиг ат{и силозого гишиндра 19 сопьга 22, г Г ео-- долевая усилие пружин 25, пе-зе- йщле .-- ся относите.1Ы1о оси 24 , раэворачи.лт двуплечий рьптаг 28 и вместе с BUM фиксатор 31 через 1фомежуточ;;ь е эле- 10 менты - серьгу 27 ч -ягу 30, при том фиксатор 31 своими -заходныьда фаска 34 направляет отс ортовку CBaj)- ногг узла в паз 33 и сжимает ггктр- ной узел 37.
Затем подъемной штангой 14 трл верса 15 вместе со счпрным узлс-м 37 поднимается и тележкой 12, при- во;гимой в движение приводом П, перемещается и укладывается на шаговый транспортер 9 п следующем порядке: подъемная штанга 14 опускает траверсу 15, сообщается движение штока силового цилиндра 19 Б обратном направлении, происходит перемещение серьгч 22 до Ксзслния края продольного паза 23 серьги 22, расположенного со стороны силового 1;илиндра 19 в ось 2-. При зтоы через j-.eHo 27, двупде- чий рычл 28, тягу 30 ф« ;ксатор 3 отводится от сварного узла, icymt.rr- ш яя разжим сварного узла 37 (фи;-.4). При дальнейшем ходе штоса CR,TOBO- го цилиндра 19 ось 24 в - действует на одноплечий Г-обоазный захнат 1Н, воз- г.раш,ая его в исходное положение, после чего сварной узел 37 будет освобожден от Г-оГ)разных захватоп 8,
Подъемная штанга 14 поднимает гра- нерсу 15 и устройство 1 откатывается тележкой 12 в исходное положение.
Использование предлагаемого устройства ;для захвата cBapiibrx узлов позволяет обеспечить точиум устаноь-- ку сварных узлов на технологические 5 позиции без вспомогательных операций и тем самым повысить произиодс- тельность.
35
4П
Формула
изобретения
ЬО
1. Устройство для захвата сварных узлов из накопителей и перемещение их на установки для сборки и сварки, выполненное в виде перемещае 55 мой по направляющим основания тележки, снабженной подъемной штангой с траверсой и смонтированными на траверсе корпусами с поворотными Г-об- разными захватами с криволинейными
пазами и приводом поворота каждого Г-образного захвата в виде силовього цилиндра со штоком и серьгой с осью, размещенной в криволинейном пазу Г- образного захвата, отличающееся тем, что, с целью повышения точности установки сварных узлов на сборку и сварку исглю- чения смещения их в процессе транс- портировки относительно Г-образных захватов, один из Г-образных захватов оснащен фиксатором сварного y-j- ла, выполненным в виде двуплечего рычага с шарнирно-рычажной системой и пружинами, при этом серьга привода поворота Г-образного захвата с фиксатором сварного узла выполнена с
про юиьным чачом, ось серьги размещена в ер продипьном пазу и подпружинена сч носитьльно серьги, а сама серьга сое/щнена с шарнирно-рычажной СИС1емой фиксатора.
2.Устройстзо по п. 1, о т л и - чающееся 1ем, что на рабочем плече (ии);сатора выполнен паз с заход- нымн фасками для элемента счарного узла .
3.Устройстьо по пп. 1 и 2, о т - ji и ч а ю ц е е с я тем, что корпус и Г-образньы захват с фиксатором оснащены регулируемыми упорам.. для ограничения угля поворота Г-образного за вата 1,тносчтельно корпуса и свар- кого улла.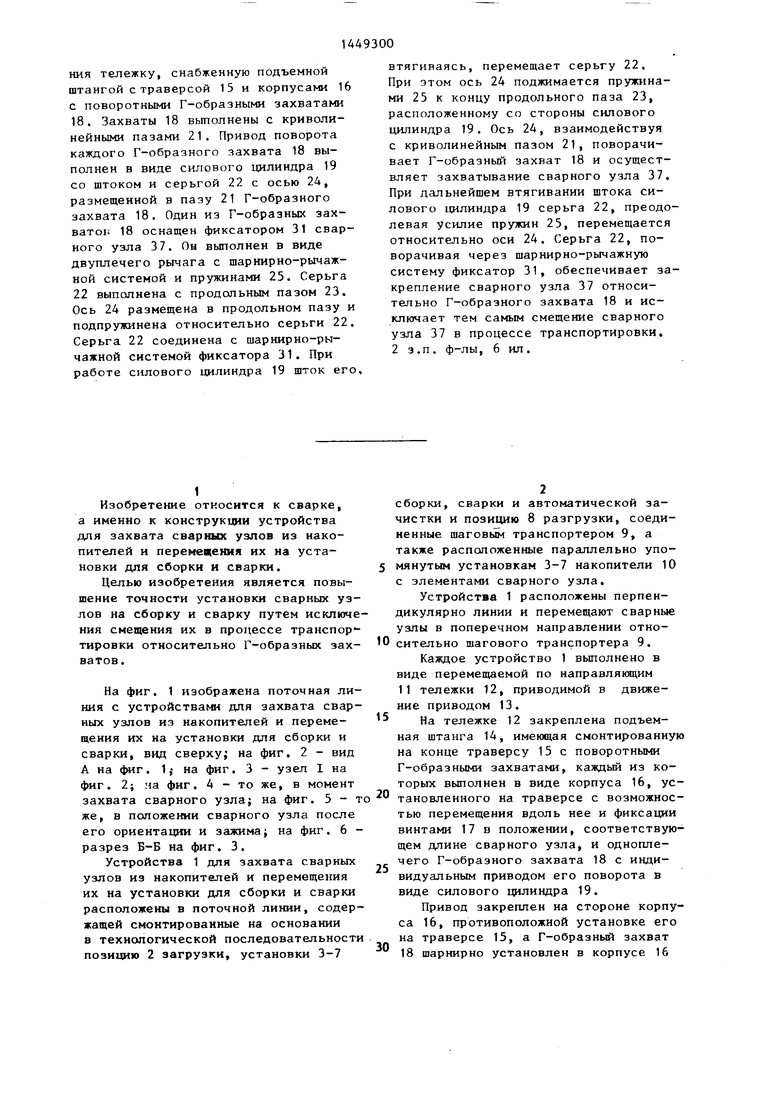
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для захвата сварных узлов из накопителей и перемещения их на установки для сборки и сварки | 1985 |
|
SU1344560A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Устройство для шагового перемещения | 1978 |
|
SU774732A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Самоходный полупортал для установки,приварки и набора на полотнище судовой секции | 1983 |
|
SU1165549A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |
Я
Вцд А 13
А JEl.
мтй1- У Фм.2
J7
57
/5
26 25
Фие,6
| Устройство для захвата сварных узлов из накопителей и перемещения их на установки для сборки и сварки | 1985 |
|
SU1344560A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
