10
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления заготовок рези- нометаллических изделий.
Цель изобретения - расширение эксплуатационных возможностей устройства за счет обеспечения возможности нанесения листовой резины значительной толщины.
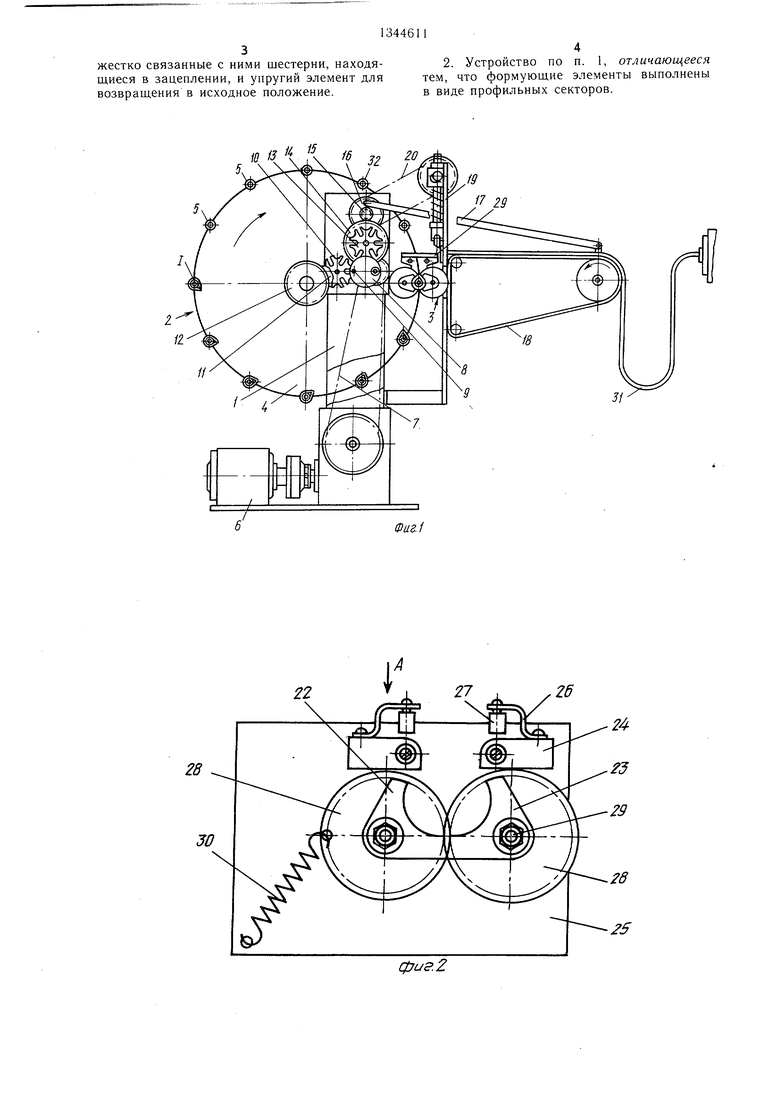
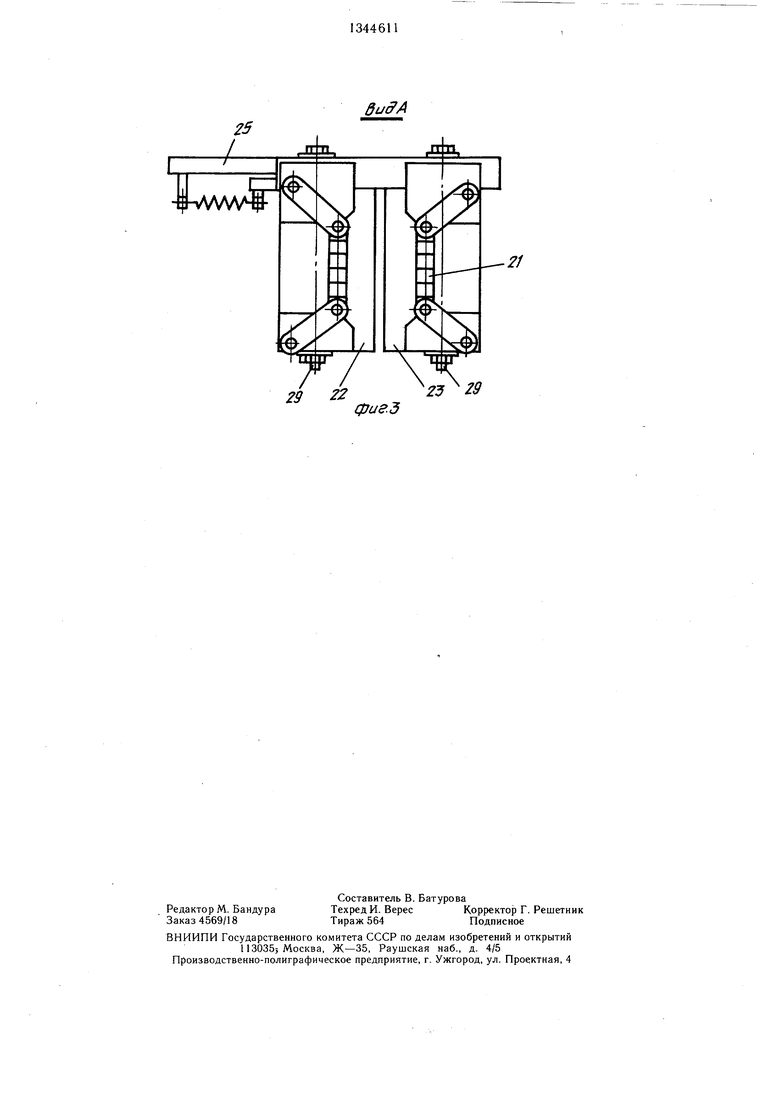
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - механизм для нанесения резины; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - последовательные стадии процесса нанесения листовой резины на металлическую деталь изделия.
Устройство для изготовления заготовок резинометаллических изделий содержит смонтированные на станине 1 механизм 2 для подачи металлических деталей изделий и механизм 3 для нанесения резины.
Механизм 2 для подачи металлических изделий выполнен в виде приводного поворотного ротора 4 с оправками 5 для уста- 2Q ВОВКИ металлических деталей. Вращение ротора 4 осуществляется от электропривода 6 через цепную передачу 7, диск 8 с цевкой 9, мальтийский крест 10 и закрепленную на ступице последнего шестерню 1, находящувает его. Вращаясь вместе с мальтийским крестом 13, шестерня 14 вызывает вращение вала-шестерни 15. При этом через эксцентрик 16 приводится механизм 18, которым лента 31 сырой резины подается в режущий механизм 19. Цепной передачей 20 приводится в движение режущий механизм 19, который обрезает мерную заготовку 32 заданной длины и возвращается в исходное положение.
Цосле этого цевка 9 диска 8 выходит из зацепления с крестом 13 и входит во взаимодействие с крестом 10, передавая вращение на пару шестерен 11, 12. Ротор 4 поворачивается и на шаг перемещает предварительно промазанные металлические детали 15 38, надетые на оправки 5, к мерной резиновой заготовке 32 (см. фиг. 4а).
При совместном перемещении резиновой заготовки и металлической детали между элементами 22 и 23 происходит частичное охватывание резиновой заготовкой 32 металлической детали 33 (см. фиг. 46). При дальнейшем движении ротора 4 оправка 5 с металлической деталью 33 и заготовкой 32 входит в формующие элементы 22 и 23 и, окаюся в зацеплении с щестерней 12, жестко 25 зывая давление на их нижние части, по- закрепленной на валу ротора 4.
Диск 8 с цевкой 9 взаимодействует также и с мальтийским крестом 13, на ступице которого закреплена шестерня 14, находящаяся в зацеплении с валом-шестерней 15. На последнем закреплен эксцентрик 30 16, связанный посредством рычага 17 с механизмом 18 для подачи листовой резины. Для резки последней на мерные заготовки имеется режуший механизм 19, связанный через цепную передачу 20 с валом-шестерней 15.35
Механизм 3 для нанесения резины выполнен в виде опорных роликов 21 для размещения мерной заготовки резины и смонтированных под роликами 21 с возможностью поворота в направлении вращения ро- .,|.д тора 4 формующих элементов 22 и 23. Опорные ролики 21 расположены параллельно оси вращения ротора 4 на кронштейнах 24, которые закреплены на плите 25 станины 1. На кронштейне 24 посредством стоек 26 смонтированы вертикально расположенные вра- 45 ролики 27. Формующие элементы 22 и 23 выполнены в виде профильных секторов и имеют жестко связанные с ними шестерни 28, смонтированные на плите 25 посредством осей 29 и находящиеся в зацеплении. Для возвращения формующих элемен- 50 тов в исходное положение имеется упругий элемент - возвратная пружина 30, прикрепленная одним концом к плите 25, а друг им - к шестерне 28 элемента 22.
Устройство работает следующим образом.
При включении электропривода 6 через цепную передачу 7 приводится во вращение диск 8, цевка 9 которого входит в зацепление с мальтийским крестом 13 и поворачиворачивает их на равные углы за счет взаимодействия шестерен 28. Пружина 30 при этом растягивается. Происходит полное наложение заготовки 32 на деталь 33 с обжатием и стыковкой концов (см. фиг. 4в). При дальнейшем перемещении ротора 4 готовая заготовка 34 резинометаллического изделия освобождается из формующих элементов, а последние возвращаются в исходное положение пружиной 30.
Цевка 9 диска 8 выходит из зацепления с крестом 10 и ротор 4 останавливается, далее цикл работы устройства повторяется. Заготовка в зоне 1 снимается с ротора 4 и на ее место устанавливаегся металлическая деталь 33.
Формула изобретения
1. Устройство для изготовления заготовок резинометаллических изделий, содержащее смонтированные на станине механизм для подачи металлических деталей изделий, выполненный в виде приводного поворотного ротора с оправками для размещения деталей, и механизм для нанесения листовой резины на металлическую деталь, отличаюшееся тем, что, с целью расширения эксплуатационных возможностей устройства, механизм для нане сения листовой резины на деталь в-ыпол нен в виде опорных роликов для размещения мерной заготовки резины, расположенных параллельно оси вращения ротора, и смонтированных под ними с возможностью поворота в направлении вращения ротора формующих элементов, имеющих
0
вает его. Вращаясь вместе с мальтийским крестом 13, шестерня 14 вызывает вращение вала-шестерни 15. При этом через эксцентрик 16 приводится механизм 18, которым лента 31 сырой резины подается в режущий механизм 19. Цепной передачей 20 приводится в движение режущий механизм 19, который обрезает мерную заготовку 32 заданной длины и возвращается в исходное положение.
Цосле этого цевка 9 диска 8 выходит из зацепления с крестом 13 и входит во взаимодействие с крестом 10, передавая вращение на пару шестерен 11, 12. Ротор 4 поворачивается и на шаг перемещает предварительно промазанные металлические детали 5 38, надетые на оправки 5, к мерной резиновой заготовке 32 (см. фиг. 4а).
При совместном перемещении резиновой заготовки и металлической детали между элементами 22 и 23 происходит частичное охватывание резиновой заготовкой 32 металлической детали 33 (см. фиг. 46). При дальнейшем движении ротора 4 оправка 5 с металлической деталью 33 и заготовкой 32 входит в формующие элементы 22 и 23 и, оказывая давление на их нижние части, по-
зывая давление на их нижние части, по-
ворачивает их на равные углы за счет взаимодействия шестерен 28. Пружина 30 при этом растягивается. Происходит полное наложение заготовки 32 на деталь 33 с обжатием и стыковкой концов (см. фиг. 4в). При дальнейшем перемещении ротора 4 готовая заготовка 34 резинометаллического изделия освобождается из формующих элементов, а последние возвращаются в исходное положение пружиной 30.
Цевка 9 диска 8 выходит из зацепления с крестом 10 и ротор 4 останавливается, далее цикл работы устройства повторяется. Заготовка в зоне 1 снимается с ротора 4 и на ее место устанавливаегся металлическая деталь 33.
Формула изобретения
1. Устройство для изготовления заготовок резинометаллических изделий, содержащее смонтированные на станине механизм для подачи металлических деталей изделий, выполненный в виде приводного поворотного ротора с оправками для размещения деталей, и механизм для нанесения листовой резины на металлическую деталь, отличаюшееся тем, что, с целью расширения эксплуатационных возможностей устройства, механизм для нане сения листовой резины на деталь в-ыпол нен в виде опорных роликов для размещения мерной заготовки резины, расположенных параллельно оси вращения ротора, и смонтированных под ними с возможностью поворота в направлении вращения ротора формующих элементов, имеющих
1344611
34
жестко связанные с ними шестерни, находя-2. Устройство по п. 1, отличающееся
щиеся в зацеплении, и упругий элемент длятем, что формующие элементы выполнены
возвращения в исходное положение.в виде профильных секторов.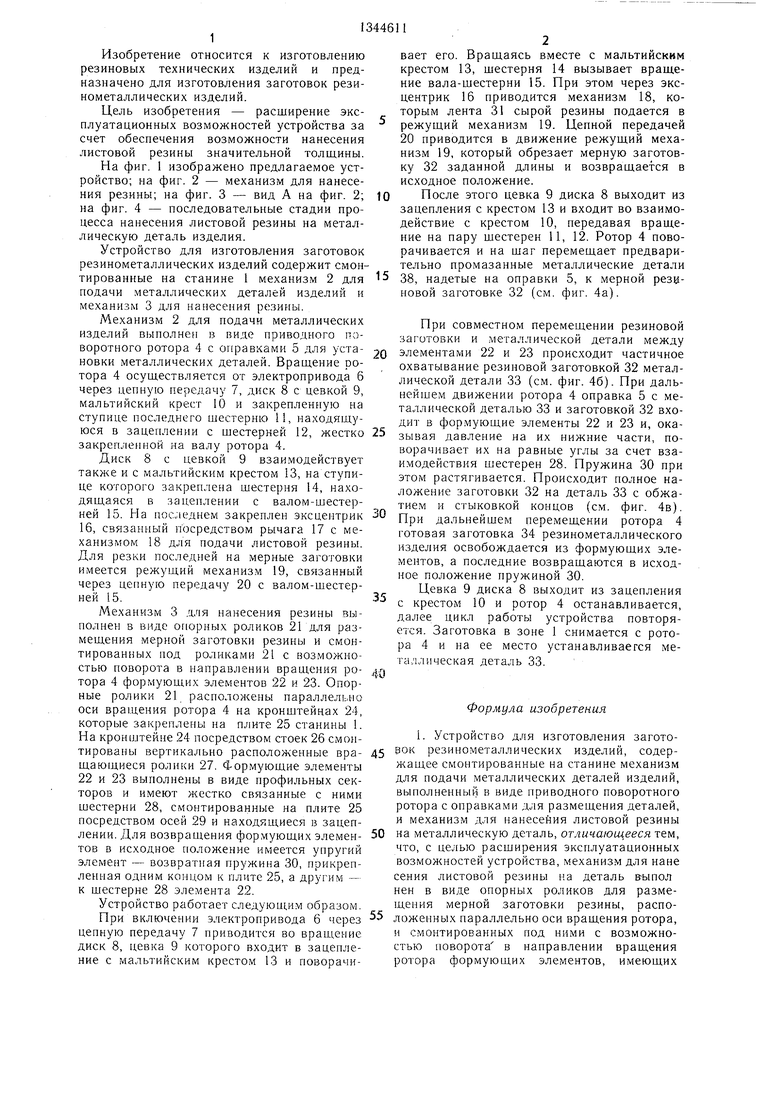
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический ротор для нанесения эмали на торцовую поверхность оптической детали | 1989 |
|
SU1660760A1 |
| УСТРОЙСТВО для ВЗБАЛТЫВАНИЯ БУТЫЛОК С ИГРИСТЫМИНАПИТКАМИ | 1970 |
|
SU265837A1 |
| Установка для непрерывного литья заготовок | 1977 |
|
SU772692A1 |
| МЕХАНИЗМ ИЗМЕНЕНИЯ ФОРМЫ СТРОЧКИ ШВЕЙНОЙ МАШИНЫ "ЗИГЗАГ" | 1990 |
|
RU2023086C1 |
| ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1971 |
|
SU294416A1 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| Устройство для перемещения запечатываемого материала | 1975 |
|
SU654456A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО В МНОГОРЯДОВНЫЕ КАССЕТЫ | 1989 |
|
RU2013899C1 |
| Летучие ножницы | 1977 |
|
SU742054A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления заготовок ре- зинометаллических изделий. Цель изобретения - расширение эксплуатационных возможностей устройства. Для этого механизм для нанесения резины выполнен в виде опорных роликов 21 для размешения мерной заготовки 32 резины и смонтированных под роликами с возможностью поворота в направлении Ьращения ротора формуюш,их элементов 22 и 23. Формуюшие элементы 22 и 23 выполнены в виде профильных секторов и жестко связаны с шестернями 28, находяш,имися в зацеплении. Для возвращения элементов 22 и 23 в исходное положение предназначена пружина 30. Ролики 21 расположены параллельно оси врашения ротора. При вращении ротора оправка 5 с надетой на нее металлической деталью 33 воздействует на мерную заготовку 32 резины и вместе с ней заходит в формующие элементы 22 и 23. Под воздействием оправки элементы 22 и 23 поворачиваются и обжимают заготовку 32 резины вокруг детали 33. 1 з.п. ф-лы, 4 ил. Q (Л 27 со 4 NU О5 (риг.4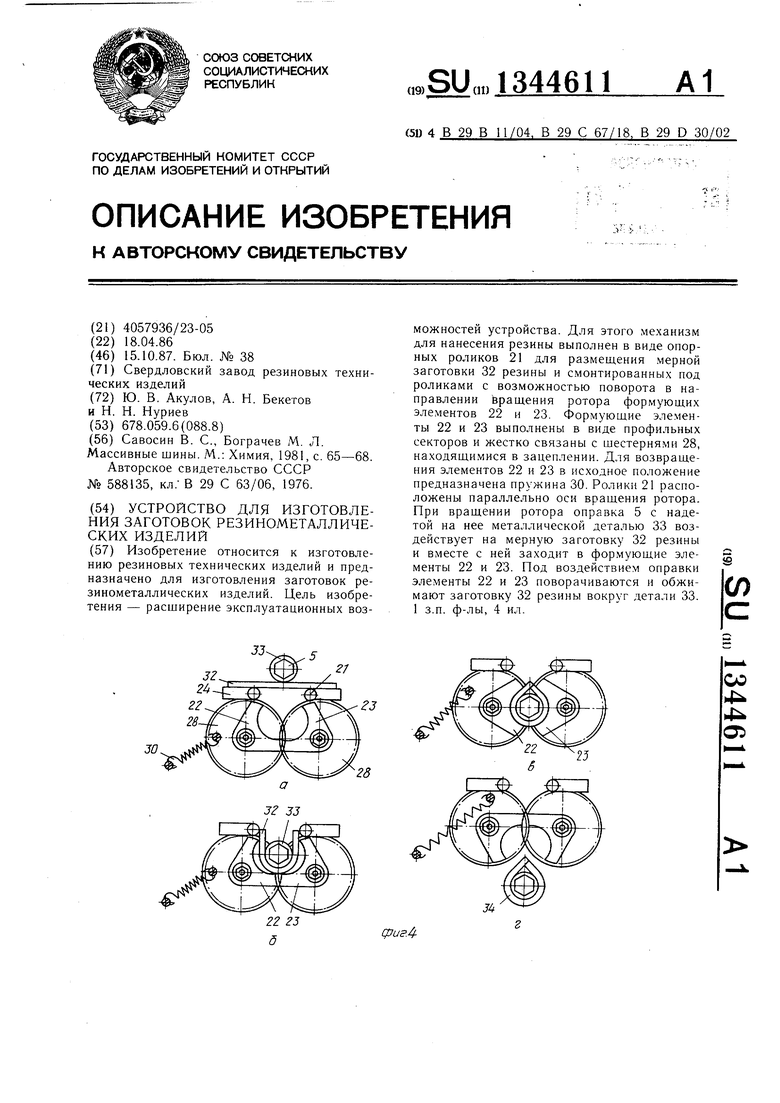
да /
/4 /
/6
Фиг.1
22
26
фиг 2
29 22 23 29
фие.д
Составитель В. Батурова
Техред И. ВересКорректор Г. Решетник
Тираж 564Подпненое
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035; Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Савосин В | |||
| С., Бограчев М | |||
| Л | |||
| Массивные шины | |||
| М.: Химия, 1981, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для приклеивания эластичного материала к изделию | 1976 |
|
SU588135A1 |
