Изобретение относится к устройствам для нанесения эмали на торцовую поверхность цилиндрической детали и может быть использовано в станкостроении, в частности, при разработке технологических роторов для нанесения эмали на торцовую поверхность оптической детали.
Цель изобретения - повышение качества наносимого слоя эмали при одновременном снижении энергопотребления.
Поставленная цель достигается за счет того, что ротор снабжен механизмом подачи эмали к торцовой поверхности детали, кинематически связанным с редуктором, и механизм подачи эмали к торцовой поверхности детали выполнен в виде трех контактирующих между собой резиновых валиков.
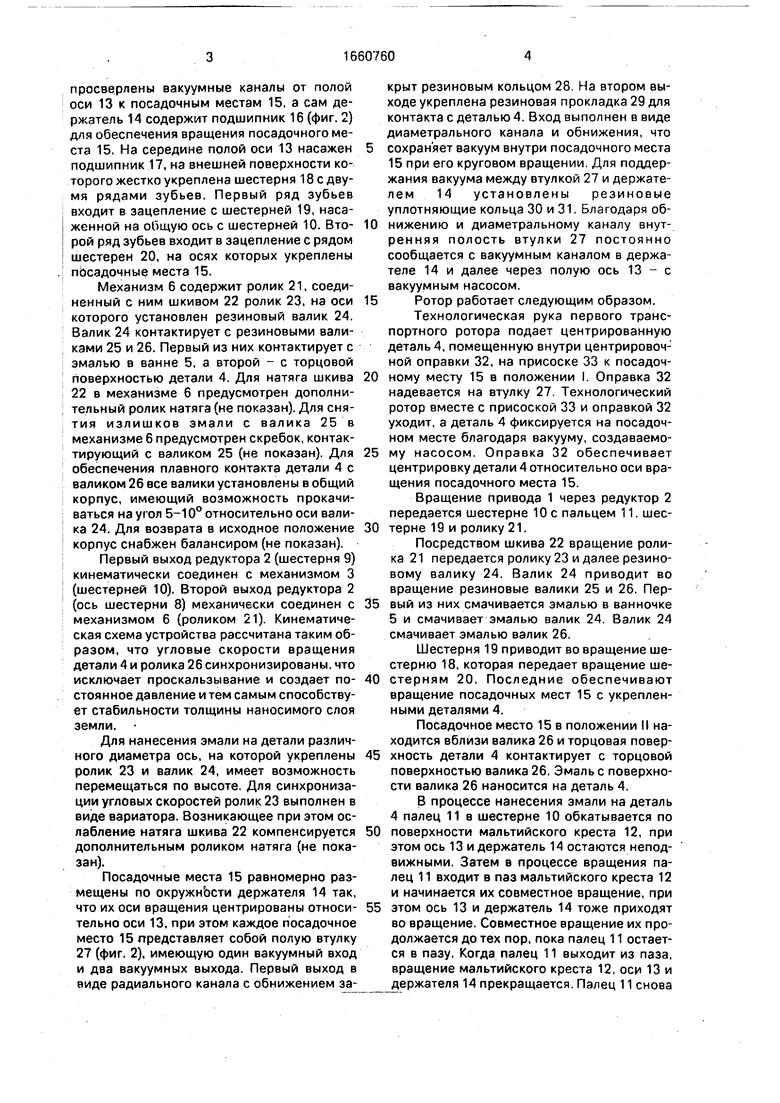
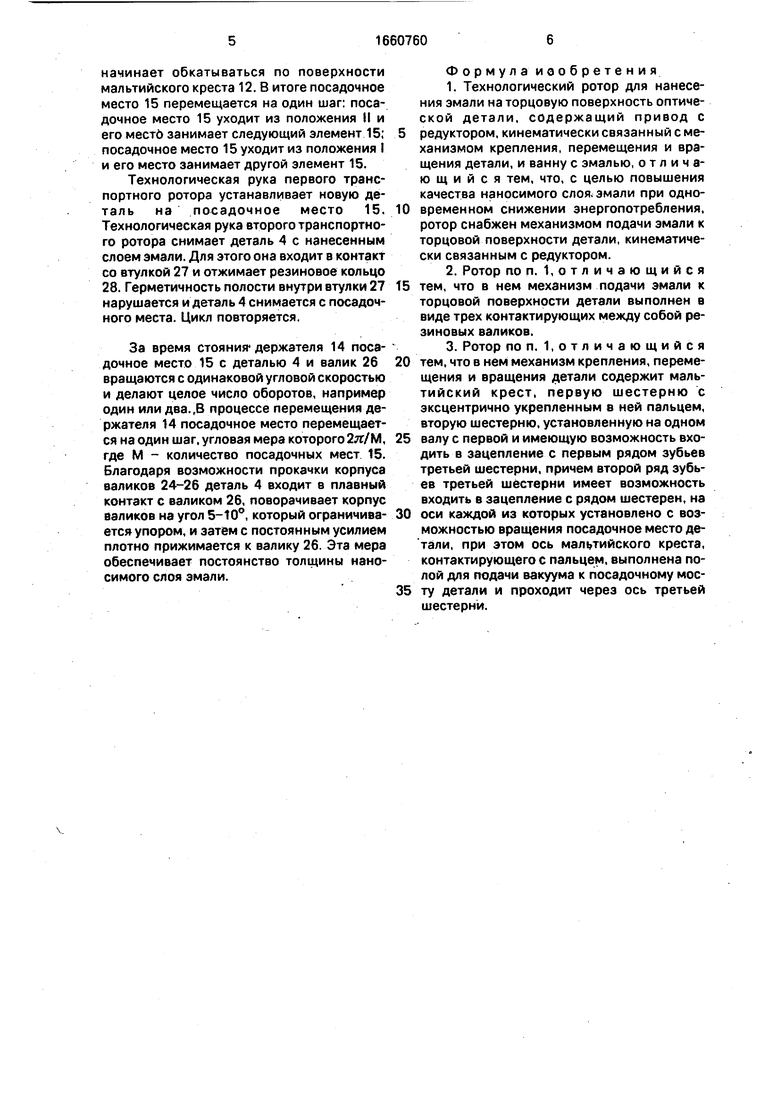
На фиг. 1 приведена кинематическая схема технологического ротора; на фиг. 2 - схема крепления детали на посадочном месте.
Технологический ротор содержит (фиг. 1) привод 1 с редуктором 2, кинематически связанным с механизмом 3 крепления, перемещения и вращения детали 4, а также ванну 5 с эмалью и механизм 6 подачи эмали к торцовой поверхности детали, кинематически связанный с редуктором 2.
Редуктор 2 содержит шестерню 7, входящую в зацепление с шестерней 8, на одном валу с которой находится шестерня 9.
Механизм 3 содержит шестерню 10 с эксцентрично укрепленным в ней пальцем 11, контактирующим с мальтийским крестом 12, укрепленным на полой оси 13. Количество пазов мальтийского креста 12 соответствует количеству одновременно обрабатываемых деталей 4. На входе полой оси 13 установлен вакуумный насос (не показан), а на выходе-держатель 14 посадочных мест 15. Количество посадочных мест 15 соответствует числу одновременно обрабатываемых деталей 4. Внутри держателя 14
сл
С
Os Qs
о ч
о о
просверлены вакуумные каналы от полой оси 13 к посадочным местам 15, а сам держатель 14 содержит подшипник 16 (фиг. 2) для обеспечения вращения посадочного места 15, На середине полой оси 13 насажен подшипник 17, на внешней поверхности которого жестко укреплена шестерня 18 с двумя рядами зубьев. Первый ряд зубьев входит в зацепление с шестерней 19, насаженной на общую ось с шестерней 10. Второй ряд зубьев входит в зацепление с рядом шестерен 20, на осях которых укреплены посадочные места 15.
Механизм 6 содержит ролик 21, соединенный с ним шкивом 22 ролик 23, на оси которого установлен резиновый валик 24. Валик 24 контактирует с резиновыми валиками 25 и 26. Первый из них контактирует с эмалью в ванне 5, а второй - с торцовой поверхностью детали 4. Для натяга шкива 22 в механизме 6 предусмотрен дополнительный ролик натяга (не показан). Для снятия излишков эмали с валика 25 в механизме 6 предусмотрен скребок, контактирующий с валиком 25 (не показан). Для обеспечения плавного контакта детали 4 с валиком 26 все валики установлены в общий корпус, имеющий возможность прокачиваться на угол 5-10° относительно оси валика 24. Для возврата в исходное положение корпус снабжен балансиром (не показан).
Первый выход редуктора 2 (шестерня 9) кинематически соединен с механизмом 3 (шестерней 10). Второй выход редуктора 2 (ось шестерни 8) механически соединен с механизмом 6 (роликом 21). Кинематическая схема устройства рассчитана таким образом, что угловые скорости вращения детали 4 и ролика 26 синхронизированы, что исключает проскальзывание и создает постоянное давление и тем самым способствует стабильности толщины наносимого слоя земли.
Для нанесения эмали на детали различного диаметра ось, на которой укреплены ролик 23 и валик 24, имеет возможность перемещаться по высоте. Для синхронизации угловых скоростей ролик 23 выполнен в виде вариатора. Возникающее при этом ослабление натяга шкива 22 компенсируется дополнительным роликом натяга (не показан).
Посадочные места 15 равномерно размещены по окружности держателя 14 так, что их оси вращения центрированы относительно оси 13, при этом каждое посадочное место 15 представляет собой полую втулку 27 (фиг. 2), имеющую один вакуумный вход и два вакуумных выхода. Первый выход в виде радиального канала с обнижением закрыт резиновым кольцом 28 На втором выходе укреплена резиновая прокладка 29 для контакта с деталью 4. Вход выполнен в виде диаметрального канала и обнижения, что
сохраняет вакуум внутри посадочного места 15 при его круговом вращении Для поддержания вакуума между втулкой 27 и держателем 14 установлены резиновые уплотняющие кольца 30 и 31. Благодаря об0 нижению и диаметральному каналу внутренняя полость втулки 27 постоянно сообщается с вакуумным каналом в держателе 14 и далее через полую ось 13 - с вакуумным насосом.
5 Ротор работает следующим образом.
Технологическая рука первого транспортного ротора подает центрированную деталь 4, помещенную внутри центрировоч- ной оправки 32, на присоске 33 к посадоч0 ному месту 15 в положении I. Оправка 32 надевается на втулку 27 Технологический ротор вместе с присоской 33 и оправкой 32 уходит, а деталь 4 фиксируется на посадочном месте благодаря вакууму, создаваемо5 му насосом. Оправка 32 обеспечивает центрировку детали 4 относительно оси вращения посадочного места 15.
Вращение привода 1 через редуктор 2 передается шестерне 10 с пальцем 11. шес0 терне 19 и ролику 21.
Посредством шкива 22 вращение ролика 21 передается ролику 23 и далее резиновому валику 24. Валик 24 приводит во вращение резиновые валики 25 и 26. Пер5 вый из них смачивается эмалью в ванночке 5 и смачивает эмалью валик 24. Валик 24 смачивает эмалью валик 26.
Шестерня 19 приводит во вращение шестерню 18, которая передает вращение ше0 стерням 20. Последние обеспечивают вращение посадочных мест 15 с укрепленными деталями 4.
Посадочное место 15 в положении II находится вблизи валика 26 и торцовая повер5 хность детали 4 контактирует с торцовой поверхностью валика 26, Эмаль с поверхности валика 26 наносится на деталь 4.
В процессе нанесения эмали на деталь 4 палец 11 в шестерне 10 обкатывается по
0 поверхности мальтийского креста 12, при этом ось 13 и держатель 14 остаются неподвижными. Затем в процессе вращения палец 11 входит в паз мальтийского креста 12 и начинается их совместное вращение, при
5 этом ось 13 и держатель 14 тоже приходят во вращение. Совместное вращение их продолжается до тех пор, пока палец 11 остается в пазу, Когда палец 11 выходит из паза, вращение мальтийского креста 12, оси 13 и держателя 14 прекращается. Палец 11 снова
начинает обкатываться по поверхности мальтийского креста 12. В итоге посадочное место 15 перемещается на один шаг: посадочное место 15 уходит из положения II и его место занимает следующий элемент 15; посадочное место 15 уходит из положения I и его место занимает другой элемент 15.
Технологическая рука первого транспортного ротора устанавливает новую деталь на посадочное место 15. Технологическая рука второго транспортного ротора снимает деталь 4 с нанесенным слоем эмали. Для этого она входит в контакт со втулкой 27 и отжимает резиновое кольцо 28. Герметичность полости внутри втулки 27 нарушается и деталь 4 снимается с посадочного места. Цикл повторяется.
За время стояния4 держателя 14 посадочное место 15 с деталью 4 и валик 26 вращаются с одинаковой угловой скоростью и делают целое число оборотов, например один или два.,В процессе перемещения держателя 14 посадочное место перемещается на один шаг. угловая мера которого 2лУМ, где М - количество посадочных мест 15. Благодаря возможности прокачки корпуса валиков 24-26 деталь 4 входит в плавный контакт с валиком 26, поворачивает корпус валиков на угол 5-10°, который ограничивается упором, и затем с постоянным усилием плотно прижимается к валику 26. Эта мера обеспечивает постоянство толщины наносимого слоя эмали.
Формула иообретения
1.Технологический ротор для нанесения эмали на торцовую поверхность оптиче- ской детали, содержащий привод с
редуктором, кинематически связанный с механизмом крепления, перемещения и вращения детали, и ванну с эмалью, отличающийся тем, что, с целью повышения качества наносимого слоя, эмали при одновременном снижении энергопотребления, ротор снабжен механизмом подачи эмали к торцовой поверхности детали, кинематически связанным с редуктором.
2.Ротор по п. 1,отличающийся тем, что в нем механизм подачи эмали к
торцовой поверхности детали выполнен в виде трех контактирующих между собой резиновых валиков.
3.Ротор по п. 1,отличающийся тем, что в нем механизм крепления, перемещения и вращения детали содержит мальтийский крест, первую шестерню с эксцентрично укрепленным в ней пальцем, вторую шестерню, установленную на одном
валу с первой и имеющую возможность входить в зацепление с первым рядом зубьев третьей шестерни, причем второй ряд зубьев третьей шестерни имеет возможность входить в зацепление с рядом шестерен, на
оси каждой из которых установлено с возможностью вращения посадочное место детали, при этом ось мальтийского креста, контактирующего с пальцем, выполнена полой для подачи вакуума к посадочному мосту детали и проходит через ось третьей шестерни.
о
(Ј O
to со
«VI
$3; $
I I
Г11
I---о
.
iI
32
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Суппорт токарно-револьверного станка | 1973 |
|
SU503641A1 |
| Автомат для упаковывания сахара-рафинада | 1991 |
|
SU1822835A1 |
| Установка для обработки деталей | 1976 |
|
SU603675A1 |
| АВТОМАТ ДЛЯ ОЧИСТКИ (ОБДУВКИ) ВИУТРЕННЕЙ ПОВЕРХИОСТИ ДЕТАЛЕЙ СЖАТЫМ ВОЗДУХОМ | 1969 |
|
SU241597A1 |
| Устройство для изготовления заготовок резинометаллических изделий | 1986 |
|
SU1344611A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1990 |
|
RU2014989C1 |
| Устройство для перемещения запечатываемого материала | 1975 |
|
SU654456A1 |
| Установка для обработки деталей | 1979 |
|
SU866392A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |


Изобретение относится к устройствам для нанесения эмали на торцевую поверхность цилиндрической детали и может быть использовано в станкостроении. Цель - повышение качества наносимого слоя эмали при одновременном снижении энергопотребления за счет того, что ротор снабжен механизмом подачи эмали к торцевой поверхности детали, кинематически связанным с редуктором и механизм подачи эмали к торцевой поверхности детали выполнен в виде трех контактирующих между собой резиновых валиков. 2 з.п.ф-лы, 2 ил.
Фиг. 2
| Патент США № 3455274, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
| Устройство для нанесения покрытия на поверхность изделий | 1988 |
|
SU1581388A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
