Изобретение относится к изготовлению трубчатых полимерных изделий и предназ начено для съема с дорна тонкостенных эластичных нолимерных трубок, в частности фторопластовых.
Целью изобретения является повышение производительности съема.
На фиг. 1 изображено устройство для осуществления способа; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляют следующим образом.
Тонкостенную эластичную полимерную трубку 1, например, из фторопластовой пленки после термообработки на дорне 2 раздают радиально путем радиального обжатия на дорне во взаимно перпендикулярных направлениях.
Радиальное обжатие производят, например, путем прокатывания трубки с дорном между обжимными роликами 3.
Раздача трубки путем радиального обжатия ее на дорне приводит к возникновению касательных напряжений по поверхности контакта дорна с прилипшей к нему после спекания трубкой, что приводит к нарушению адгезии. Вследствие радиального обжатия тонкостенной полимерной трубки 1 на дорне увеличивается ее диаметр (периметр поперечного сечения трубки) относительно дорна. Указанная совокупность факторов обеспечивает беспрепятственное извлечение дорна 2 из тонкостенной трубки 1.
Радиальное обжатие, осуществляемое путем прокатывания трубки с размещенным в ней дорном, обеспечивает непрерывность процесса, его простоту и высокую производительность в сочетании с высоким качеством.
Пример. Производится съем с дорна 2 тонкостенной фторопластовой трубки 1, полученной путем спекания нескольких слоев фторопластовой пленки (предварительно навитой на дорн). Параметры трубки: внутренИ
. 1
Составитель В. Дегтярев
Редактор М. БандураТехред И. ВересКорректор М. Максимишинец
Заказ 4571/19Тираж 564Подписное
ВНИИПИ Государственного комитета СССР но делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-нолиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ний диаметр dy 8 мм; толщина стенки S 0,3 мм. Диаметр дорна do 8,2 мм.
После спекания фторопластовая трубка
имела усадку, что привело к появлению натяга между дорном и трубкой. Кроме того,
по поверхности контакта трубки с дорном
имела место адгезия (взаимное прилипание).
Для снятия тонкостенной фторопластовой трубки последняя была подвергнута радиальному обжатию на дорне посредством прокатывания через ролики 3.
При этом радиальная деформация стенки фторопластовой трубки в процессе обжатия составляла ,07. После прокатки, сопровождающейся радиальным обжатием тонкостенной трубки на дорне, адгезия трубки с дорном была нарушена, а диаметр трубки увеличивался в среднем до d 8,35 мм. Нарушение адгезии дорна с трубкой, а также увеличение ее диаметра относительно дорна обеспечило беспрепятствен- ное его вытягивание из трубки.
Раздача трубки на дорне позволяет увеличить диаметр полимерной трубки по сравнению с диаметром дорна. Появление касательных напряжений при раздаче разрушают силы адгезии трубки с дорном, появившейся после спекания.
Все это значительно облегчает съем трубки с дорна.
0
5
Формула изобретения
1.Способ съема тонкостенных эластичных полимерных трубок с дорна, при котором сначала радиально раздают трубку, а затем извлекают дорн, отличающийся тем, что, с целью повышения производительности, трубку раздают радиально путем радиального обжатия ее на дорне во взаимно перпендикулярных направлениях.
2.Способ по п. 1, отличающийся тем, что радиальное обжатие трубки на дорне производят путем прокатывания ее обжимными роликами.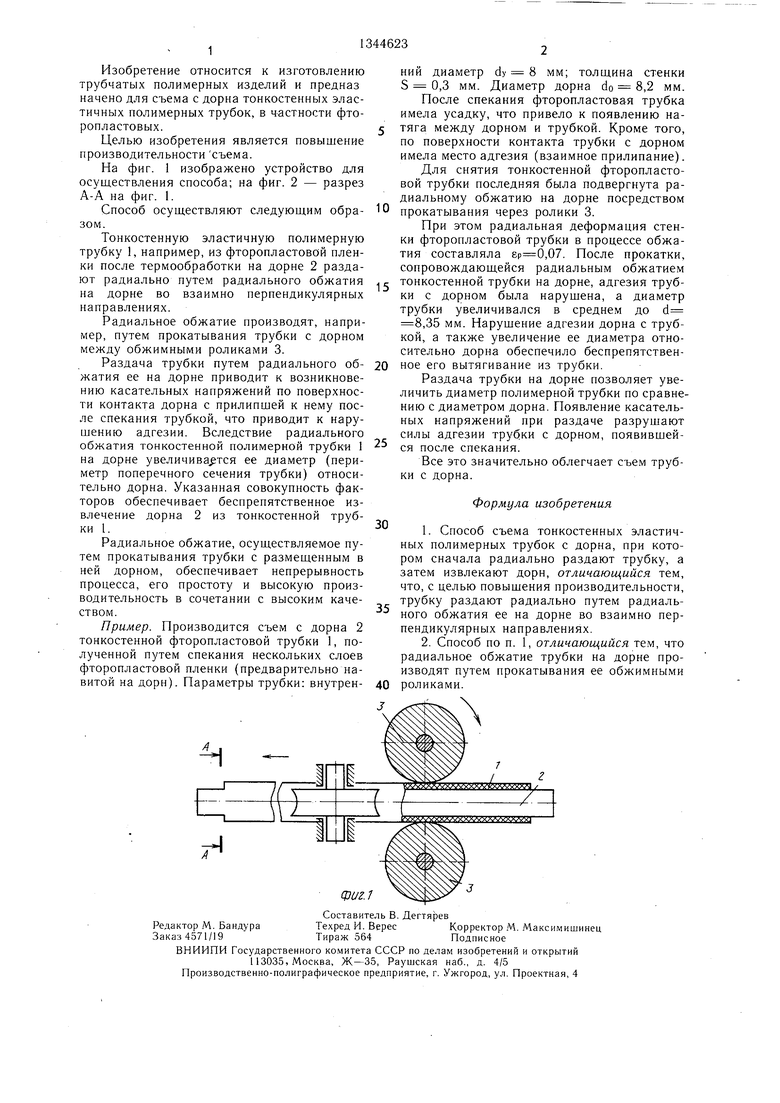
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трубок из полимерных материалов | 1976 |
|
SU565829A1 |
| Экструзионная головка для изготов-лЕНия ТРубОК из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU816771A1 |
| Способ обработки концов изогнутых патрубков и устройство для его осуществления | 1987 |
|
SU1505687A1 |
| ВСЕСОЮЗНАЯ ПАТЕНТНО^; LXKH'lfHAI | 1973 |
|
SU361193A1 |
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| Устройство для раздачи труб | 1980 |
|
SU893335A1 |
| Устройство для сварки тонкостенных продольношовных труб | 1979 |
|
SU902887A2 |
| Устройство для гибки заготовок | 1979 |
|
SU878390A1 |
| Способ калибровки отверстий | 1979 |
|
SU860915A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
Изобретение относится к изготовлению трубчатых полимерных изделий и предназначено для съема с дорна тонкостенных эластичных полимерных трубок, в частности фторопластовых. Цель изобретения - повышение производительности съема. Для этого трубку 1 раздают радиально путем радиального обжатия ее на дорне 2 во взаимно перпендикулярных направлениях. Радиальное обжатие трубки 1 на дорне 2 производят путем прокатывания ее обжимными роликами 3. Вследствие радиального обжатия трубки увеличивается периметр ее поперечного сечения и нарушается ее адгезия к дорну, что обеспечивает беспрепятственное извлечение дорна 2 из трубки 1. 1 з. п. ф-лы. 2 ил. со 4 4:; 05 ГО со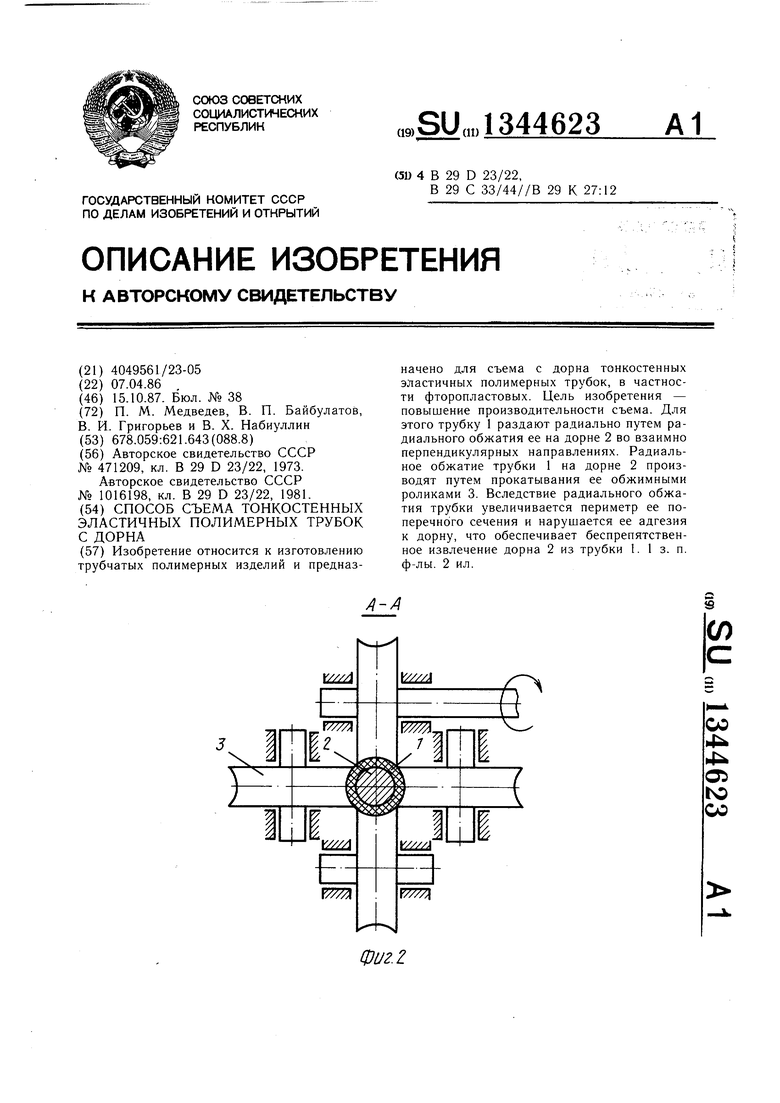
| Устройство для съема резинотканевого рукава с дорна | 1973 |
|
SU471209A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для съема с оправок трубчатых изделий | 1981 |
|
SU1016198A1 |
| Солесос | 1922 |
|
SU29A1 |
