3 134631
меры профиля рабочей поверхности: радиус вътуклой части 600 мм (длина хорды 1 000 мм), радиус вогнутой поверхности 4500 м (длина хорды I 000 мм),
Формула изо
р е т е н и я
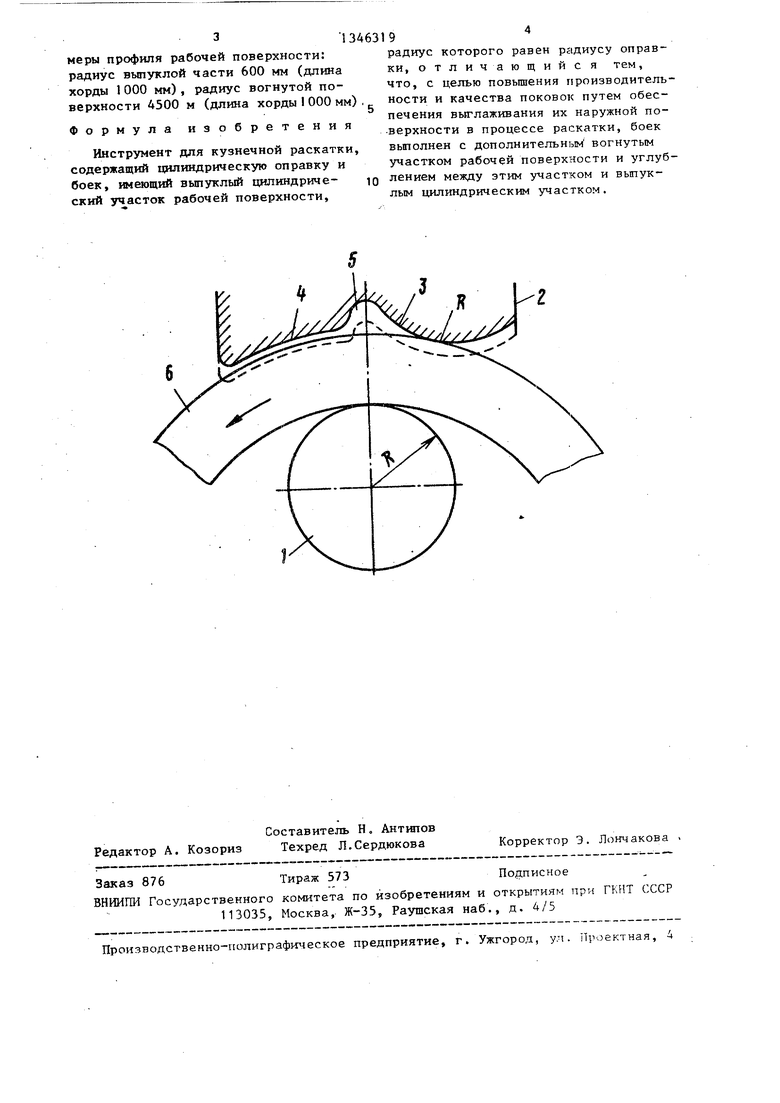
Инструмент для кузнечной раскатки, содержащий цилиндрическую оправку и боек, имеющий выпуклый цилиндриче- ю ский участок рабочей поверхности.
9
радиус которого равен радиусу оправки, отличающийс я тем, что, с целью повьшения производительности и качества поковок путем обеспечения выглаживания их наружной поверхности в процессе раскатки, боек выполнен с дополнительным вогнутым участком рабочей поверхности и углублением между этим участком и выпуклым цилиндрическим участком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плоских изделий | 1988 |
|
SU1586837A1 |
| Инструмент для ковки | 1989 |
|
SU1683853A1 |
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ изготовления многослойной обечайки | 1985 |
|
SU1412864A1 |
| Способ получения полых поковок | 1983 |
|
SU1204317A1 |
| Способ раскатки колец и оправка для его осуществления | 1977 |
|
SU685407A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| Инструмент для раскатки кольцевых заготовок | 1980 |
|
SU893381A1 |
Изобретение относится к инструменту для кузнечной раскатки и позволяет повысить производительность раскатки и качество поковок. Для зтого боек инструмента иь1еет последовательно расположенные выпуклый и вогнутый,участки рабочей поверхности. При ковке первый из указанных участков обеспечивает тангенциальное смещение металла заготовки, второй - выглаживание по оправке, при этом обе операции деформирования выполняются одновременно, i i-ш. бойка. При отходе бойка заготовку 6 кантуют в направлении стрелки. При следующем движении бойка вниз выпуклая поверхность бойка снова вытесняет металл в тангенциальном Направлении. Одновременно вогнутая рабочая, поверхность 4, выполненная по, радиусу готовой поковки, деформирует уступ, образовавшийся на первом ходе раскатки, выглаживая изде- , лие. В установившемся процессе интенсивное деформирование и выглаживание проходят одновременно. Осуществляют раскатку обечайки с наружным диаметром 4500 мм и внутренним 4000 мм. После нагрева до I 200 С цилиндрическую заготовку надевают на оправку, имеющую диаметр 1200 мм и подают под пресс усилием ,120 мН. Раскатку производят бойком, имеющим следующие геометрические разЬдшЬ
Составитель Н, AHTWIOB Редактор А. Козориз Техред Л.Сердюкова
Заказ 876Тираж 573Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произиодственно-полиграфическое предприятие, г. Ужгород, у.ч. Проектная, 4
Корректор Э. Лончакова
| Способ изготовления полых цилиндрических изделий | 1984 |
|
SU1189559A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Цель изобретения - повьппение производительности и качества поковок путем обеспечения выглаживания их наружной поверхности в процессе раскатки | |||
| На чертеже изображен инструмент для кузнечной раскатки | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструмент работает следующим образом | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Металл перемещающийся влево, nocT i TiaeT в углубление 5 | |||
