| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной трубы | 1985 |
|
SU1368094A1 |
| Инструмент для кузнечной раскатки | 1985 |
|
SU1346319A1 |
| Способ изготовления полыхпОКОВОК | 1979 |
|
SU804152A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| Способ изготовления полых поковок | 1980 |
|
SU948513A1 |
| Способ изготовления плоских изделий | 1988 |
|
SU1586837A1 |
| Пресс для раскатки обечаек | 1988 |
|
SU1620201A1 |
| Способ изготовления поковок дисков | 1988 |
|
SU1579626A1 |
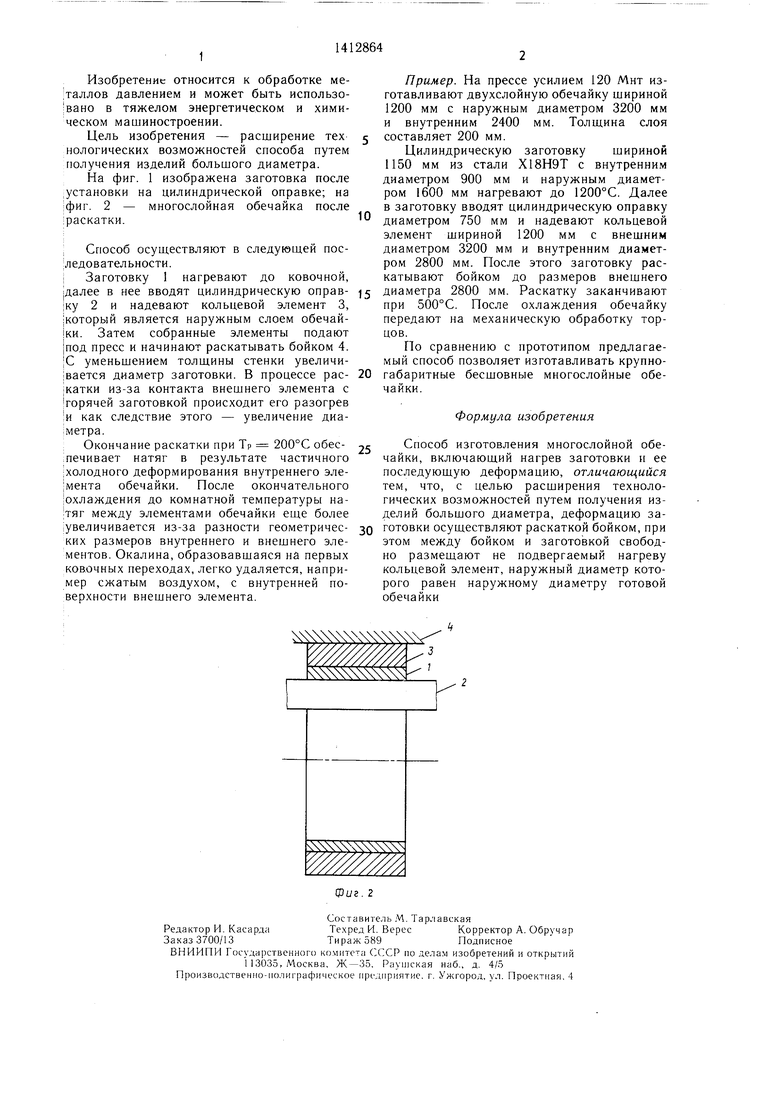
Изобретение относится к обработке металлов давлением. Цель изобретения - расширение технологических возможностей путем получения изделий большого диаметра. Заготовку 1 нагревают до ковочной температуры. Далее в нее вводят цилиндрическую оправку 2 и надевают кольцевой элемент 3, который является наружным слоем обечайки. Затем собранные элементы подают под пресс и раскатывают бойком 4. 1 ил.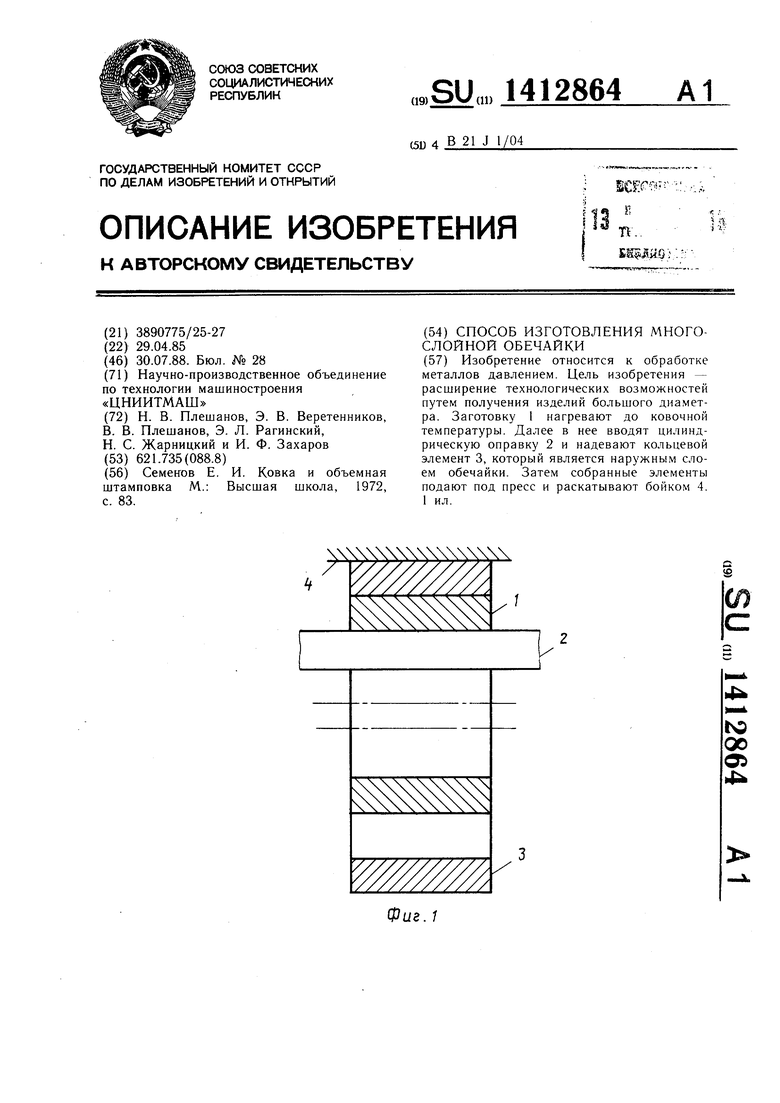
tc
00 о
4
Фиг. 1
Изобретение относится к обработке ме- таллов давлением и может быть использо- вано в тяжелом энергетическом и химическом машиностроении.
Цель изобретения - расширение тех нологических возможностей способа путем получения изделий большого диаметра.
На фиг. 1 изображена заготовка после установки на цилиндрической оправке; на :фиг. 2 - многослойная обечайка после :раскатки.
: Способ осуш,ествляют в следу(эш.ей пос- :ледовательности.
Заготовку 1 нагревают до ковочной, 1далее в нее вводят цилиндрическую оправ- ку 2 и надевают кольцевой элемент 3, |который является наружным слоем обечай- 1ки. Затем собранные элементы подают |под пресс и начинают раскатывать бойком 4. |С уменьшением толщины стенки увеличи- |вается диаметр заготовки. В процессе рас- ;катки из-за контакта внешнего элемента с горячей заготовкой происходит его разогрев и как следствие этого - увеличение диа- метра.
Окончание раскатки при ТР 200°С обес- ;печивает натяг в результате частичного :холодного деформирования внутреннего эле- |мента обечайки. После окончательного охлаждения до комнатной температуры на- тяг между элементами обечайки еще более увеличивается из-за разности геометрических размеров внутреннего и внешнего элементов. Окалина, образовавшаяся на первых ковочных переходах, легко удаляется, например сжатым воздухом, с внутренней поверхности внешнего элемента.
фиг. 2
Составитель М. Тарлавская
Редактор И. КасардаТехред И. ВересКорректор А. Обручар
Заказ 3700/13Тираж 589Подиисное
ВНИИПИ Государственного комитета (Х СР по делам изобретений и открытий
1 13035, Москва, Ж-35, Рауи1ская наб., д. 4/5 Производственио-иолиграфическое иредириятие, г. Ужгород, ул. Проектная, 4
Пример. На прессе усилием 120 Мнт изготавливают двухслойную обечайку шириной 1200 мм с наружным диаметром 3200 мм и внутренним 2400 мм. Толш,ина слоя
составляет 200 мм.
Цилиндрическую заготовку шириной 1150 мм из стали Х18Н9Т с внутренним диаметром 900 мм и наружным диаметром 1600 мм нагревают до 1200°С. Далее в заготовку вводят цилиндрическую оправку
диаметром 750 мм и надевают кольцевой элемент шириной 1200 мм с внешним диаметром 3200 мм и внутренним диаметром 2800 мм. После этого заготовку раскатывают бойком до размеров внешнего
диаметра 2800 мм. Раскатку заканчивают при 500°С. После охлаждения обечайку передают на механическую обработку торцов.
По сравнению с прототипом предлагаемый способ позволяет изготавливать крупногабаритные бесшовные многослойные обечайки.
Формула изобретения
Способ изготовления многослойной обечайки, включающий нагрев заготовки и ее последующую деформацию, отличающийся тем, что, с целью расширения технологических возможностей путем получения изделий большого диаметра, деформацию за- готовки осуществляют раскаткой бойком, при этом между бойком и заготовкой свободно размещают не подвергаемый нагреву кольцевой элемент, наружный диаметр которого равен наружному диаметру готовой обечайки
| Семенгов Е | |||
| И | |||
| Ковка и объемная штамповка М.: Высшая школа, 1972, с | |||
| Пуговица | 0 |
|
SU83A1 |
