1
Изобретение относится к металлоб- работке и может быть использовано при растачивании глубоких отверстий в заготовках из высокопрочных материалов .
Цель изобретения - повышение виброустойчивости системы СПИД за счет уменьшения угловых перемещений конца длинно ерного инструмента.
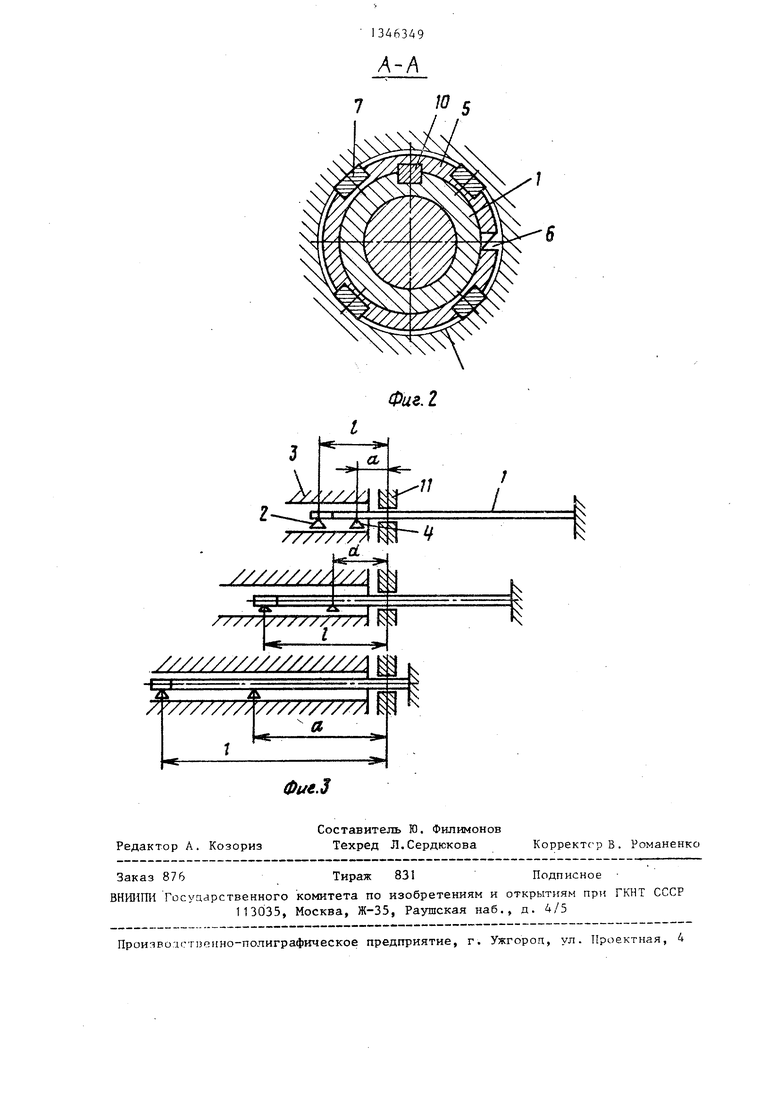
На фиг. 1 представлена схема реализации способа; на фиг. 2 - сечение А-А на фиг. 1 (дополнителззная опора, имеющая возможность перемещения вдоль оси стеблевой части)-, на фиг. 3-схемы расположения расточной головки дополнительной опоры в начале процесса сверления в некотором среднем положении по глубине отверстия и в конце его обработки.
Закрепленньй на каретке ifficTpy- мент I с режущей головкой 2 соверша
ет поступательное движение S j,j, относительно вращающейся заготовки 3, которой сообщают от главного привода станка вращательное движение с частотой п. При растачивании глубокого отверстия заготовки 3 смазочно-ох- лаждающая среда подводится в зону резания по внутренней полости инст- румента На наружной поверхности инструмента размещена дополнительная опора 4 в виде охватьшающего кольца 5 с прорезью 6 и направляющш.га элементами 7, которые в процессе раста- чивания контактируют с поверхностью отверстия заготовки 3. Дополнительная опора 4 вьтолнена подвижной относительно оси инструмента 1 и.имеет кинематическую связь с приводом 8 перемещения этой опоры 4 вдоль оси инструмента 1, Кинематическая связь с приводом допол1:ительной опоры 4 может быть выполнена в виде гибкого тросика 9, размещенно в продольном пазу инструмента. Один конец тросика 9 закреплен на опоре 4., у которой выполнен выступ 10, предохраняющий опору от поворота, а другой конец тросика связан с барабаном привода 8, имеющим возможность вращаться с регулируемой в процессе обработки частотой,
В процессе обработки, благодаря выполнению прорези 6 кольца, направляющие элементы 7 входят в обрабатьг
ваемое отверстие, а само кольцо 5 охватьюает инструмент с возможностью осевого перемещения.
В начале процесса растачивания головка 2 врезается в торец заготовки и направляющие элементы инструмента начинают контактировать с поверхно- йтью отверстия заготовки. При этом инструмент с головксй 2 перемещается относительно вращающейся с частотой п заготовкой, осевая подача которой составляет значение Sу„ (мм/мин). Дополнитегъная опора 4 с направляющими элементами, закрепленными на кольце 5, имеет подачу (0,5- 0,7) , что обеспечивает ей неко50
5
JQ
40
50
45
55
то.рое отставание от направляющих эле- ментов режущей головки 2. При этом обеспечивается при постоянном изменении вылета HHCTpi bjeHTa, равного расстоянию от режущего лезвия головки 2 до переднего торца заготовки 3 или до передней стойки 1 станка с закрепленным на ней направлятощим устройствам, постоянное соотношение d/l. При данном соотношении, которое определяется значениями пролета инструмента 1 и соответственно глубины растачивания отверстия в процессе обработки, обеспечивается минимальное значение угловых перемещений инструмента с дополнительной опоры в текущий момент времени а. Данное соотношение в процессе обработки несмотря на постоянно изменяющуюся глубину растачивания сохраняют постоянным за счет предложенного соотношения подач, а именно подачи инструмента 5 и осевой подачи дополнительной опоры Son относительно самого инструмента, которые связаны соотнощением S оп (0,5-0,7)Sин
Формула изобретения
Способ растачивания глубоких отверстий с использованием основной и дополнительной опор инструмента, при котором инструменту сообщают осевую подачу, а заготовке - вращение , отлич ающийс я тем, что, с целью повьш1€;ния виброустойчивости системы СПВД, дополнительную опору перемещают вдоль оси инструмента со скорос тью равной 0,5- 0,7 скорости подачи инструмента.
л-д
0ttf.3
Редактор Л. Козориз
Составитель ГО. Филимонов Техред Л.Сердюкова
Заказ 876Тираж 831Подписное
ВНИИПИ Госуалрственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
.в ««-««--.---. -- - -- -. -Проиявоастпенно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
КорректгрВ. Романенко
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| МНОГОЛЕЗВИЙНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ | 2008 |
|
RU2388579C2 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| Инструмент для растачивания глубоких отверстий | 1987 |
|
SU1419819A1 |
| Устройство для обработки глубоких отверстий | 1983 |
|
SU1093424A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1994 |
|
RU2104827C1 |
Изобретение относится к металлообработке и может быть использовано при растачивании глубоких отверстий в заготовках из высокопрочных материалов. Целью изобретения является повышение виброустойчквости системы СПИД за счем уменьшения угловых перемещений конца длинномерного инструмента. Способ предусматривает осевую подачу инструмента 1 и дополнительной опоры 4 таким образом, что- бы последняя перемещалась со скоростью, составляющей 0,5-0,7 скорости перемещения инстоумента 1 . При таком соотношении скоростей будет соблюдаться постоянство отношения расстояний от стойки I1 станка до режущей головки 2 и до дополнительной опоры 4, что повышает виброустойчивость системы СПИД. 3 ил. г г I ЛЛ Г I /4.4 / Ш//7///////У/////// А///. 9иН т///////////////////// 7Г I /4.4 ; ff 3 //// Sg/ 0tf9, /. 
| Способ обработки отверстий | 1975 |
|
SU663497A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
