113
Изобретение относится к обработке металлов резанием, в частности к устройствам для компенсации износа шлифовального круга.
Цель изобретения - повьппение точности подналадки шлифовального круга на заданный размер за счет прямого контроля его износа и ликвидации износа измерительного наконечника.
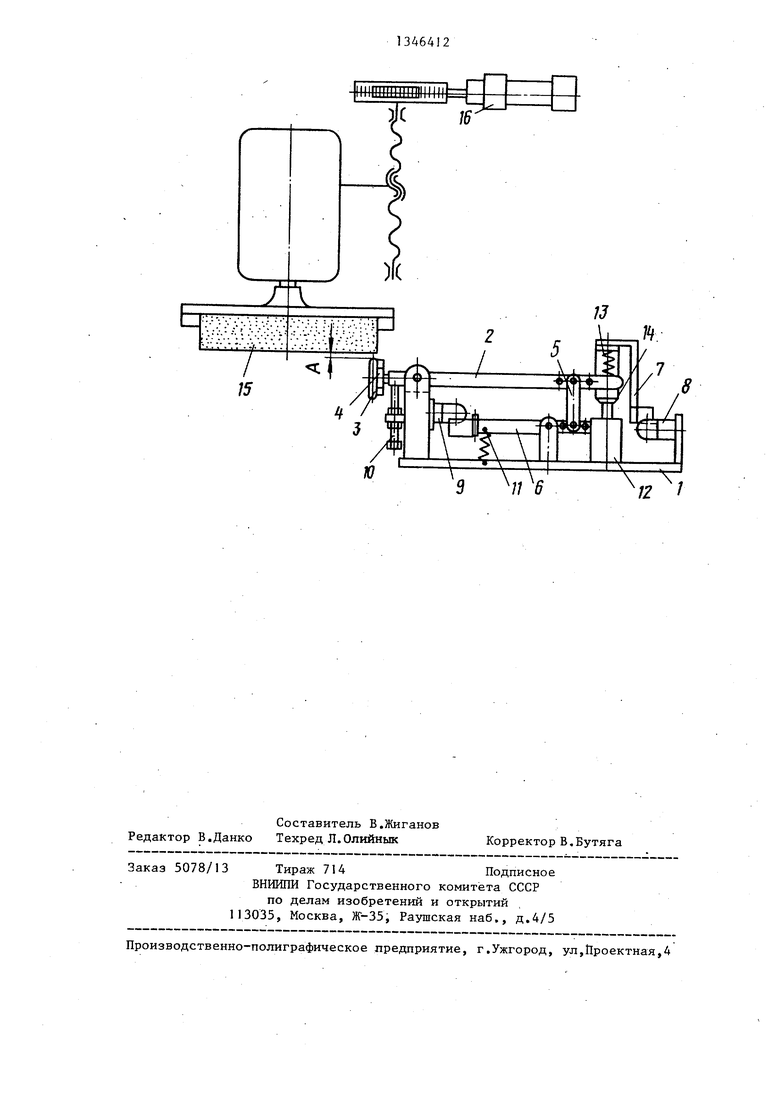
На чертеже изображено устройство, общий вид.
Устройство содержит основание 1,, на котором шарнирно закреплен подпружиненный рычаг 2 с измерительным наконечником 3.
Измерительный наконечник 3 выполнен в виде ролика, снабженного лопатками 4, с помощью которых он получает вращательное движение от воздуш-- ного потока, создаваемого вращением шлифовального круга.
Рычаг 2 с помощью планки 5,, рычага 6, рычага 7 взаимодействует с системой датчиков 8 и 9. Положение измерительного наконечника -3 определяется упором 10 и пружиной о Рычаг 2 снабжен средствами его перемещения, выполненными п ви,де электромагнита 12, связанного через пружину 13 и скобу 14 с рычагом 2„
Между роликом 3 и рабочей поверхностью шлифовального круга 15 в исходном положении имеется зазор А.
Исполнительный механизм 16 обеспе чивает перемещение шлифовального круга при подналадке.
Устройство работает следующим пбразом.
Задается вращение шлифовальному кругу 15.От его вращения создается воздуп:- Hbrfi поток,который воздействует на ло-- пятки измерительного наконечника 3 и приводит его во вращательное состоя- ние в направлении врап;ения шлифовального круга с целью исключения износа поверхности ролика в момент контакта с изнашиваемой поверхностью шлифовального круга 15. Через определенны промежутки времени подается напряжение на электромагнит 12, его якорь перемещается, увлекая за собой скоб 14. Последняя пружиной 13 воздействует на рычаг 2, приводит его в движение, пока измерительный наконечник 3 не коснется поверхности шлифовального круга 15о Если при этом зазор А окажется больше заданного (например, на 0,2 мм, что в пределах допуска обрабатываемой детали), срабатывает датчик 9 и выдает команду на исполнительный механизм 16, который переместит шлифовальный круг 15 на требуемое расстояние (0,02 мм). Если при замере зазор А остается неизменным или изменился незначительно (например, на 0,02 мм), тогда датчик 9 не сработает, команда на исполнительный механизм 16 не поступит, шлифе- вальный круг 13 останется в прежнем положении„ Датчик 8 срабатывает при каждом измерении и выдает команду на отключение напряжения на электромагнит 12, после чего система приходит в первоначальное положение.
Изобретение обеспечивает повышени точности подналадки шлифовального круга за счет прямого замера изнашиваемой поверхности.
Устройство можно использовать для замера износов как периферийной, так и торцовой поверхностей шлифовального круга.
Формулаизобретения
Устройство для компенсации износа шлифовального круга, содержащее основание с установленньм на нем подпружиненным рычагом с измерительным Наконечником и датчиками, соединенными с исполнительным механизмом подналадки шлифовального круга, отличающееся тем, что, с целью повьшения точности подналадки, измерительный наконечник выполнен в виде поворотного ролика, на торце которого вьтолнены лопатки, а подпружиненный рычаг снабжен приводом перемещения.
ю
3 1 V
Гг
Изобретение относится к обработке металлов резанием. Целью изобретения является повьшение точности под- наладки шлифовального круга за счет прямого контроля его износа и ликвидации износа измерительного наконечника. При подходе измерительного наконечника к шлифовальному кругу ло- патки, установленные на измерительном ролике, заставляют вращаться ролик со скоростью шлифовального круга за счет взаимодействия лопаток с воздушной струей, создаваемой при вращении шлифовального круга. Таким образом, измерительный наконечник касается круга, вращаясь с той же скоростью, что и круг. Поэтому износ наконечника будет минимален. Подвод наконечника осуществляется приводом подпружиненного рычага, вьтолненного например, в виде электромагнита. 1 ил. о 1г со 4
Редактор В.Данко
Составитель В.Жиганов Техред Л. Олийнык
Заказ 5078/13 Тираж 714Подписное
ВНИЖШ Государственного комитета СССР
по делам изобретений и открытий , 113035, Москва, Ж -35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,4
Корректор В.Бутяга
| Терган B.C., Андреев И.Б | |||
| Основы автоматизации производства | |||
| М.: Машиностроение, 1977, с.155. |
