Изобретение относится к машиностроению и может быть использовано на прецизионных шлифовальных станках.
Известно устройство для контроля износа размеров шлифовального круга, содержашее датчик износа круга с механизмом периодического отвода измерительного наконечника, связанный через счетно-решаюшее устройство с механизмом правки, установленным на пиноли.
Недостатком известного устройства является малая надежность и точность контроля из-за несогласованности перемешения механизма правки и датчика контроля износа.
Целью настояшего изобретения является устранение указанного недостатка.
Поставленная цель достигается тем, что датчик износа шлифовального круга снабжен механизмом установки нуля и закреплен на пиноли механизма правки, снабженной датчиком положения, соединенным со входом счетно-решающего устройства.
На чертеже изображена принципиальная схема устройства.
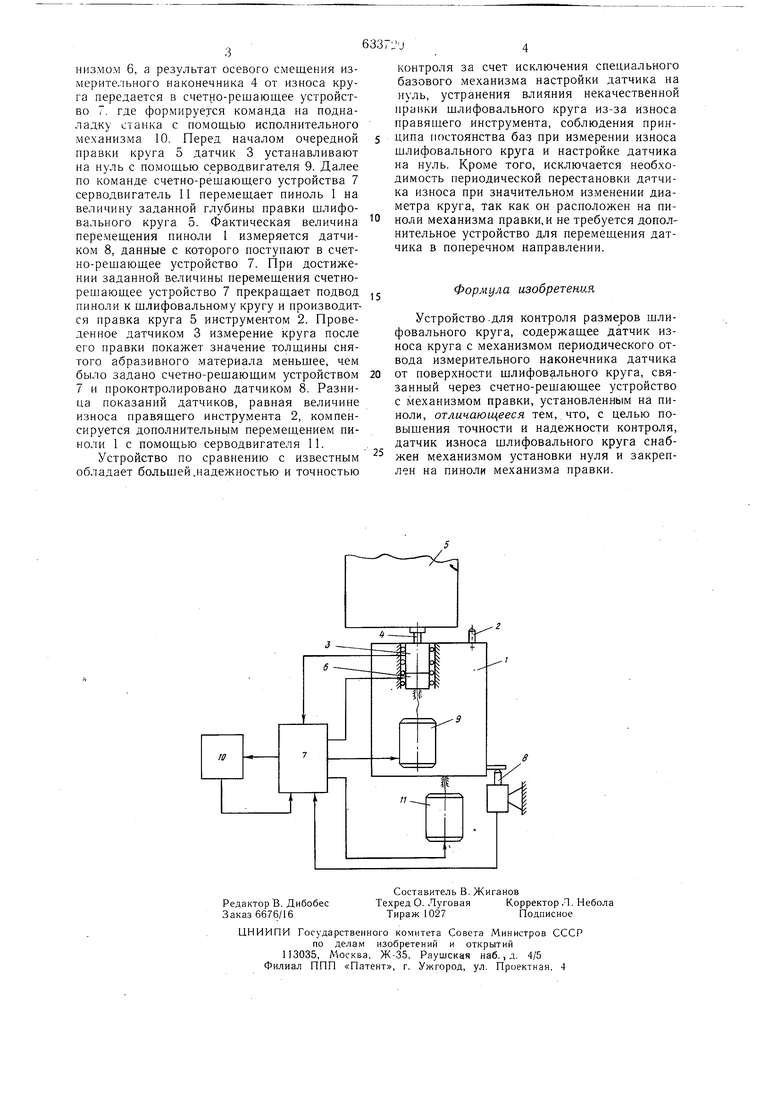
На пиноли 1 механизма правки, содержащей правящий инструмент 2, установлен
датчик 3 износа с измерительным наконечником 4, контактирующим периодически с поверхностью шлифовального круга 5.
Измерительный наконечник 4 жестко связан с выходным звеном механизма 6. Выход датчика износа 3 связан со входом счетно-решающего устройства 7. Ко входу счетно-рещающего устройства подключен также датчик 8 положения пиноли механизма правки. Выходы счетно-решающего устройства связаны с серводвигателем 9 подвода датчика 3 к шлифовальному кругу 5, с исполнительным механизмом 10 подналадки станка (двухсторонняя связь) и с серводвигателем 11 перемещения пиноли 1.
После правки щлифовального круга 5 измерительный наконечник 4 подводят к вращающейся поверхности круга 5 и с помощью серводвигателя 9 датчик износа 3 настраивают на нуль, используя в качестве базовой поверхности поверхность шлифовального круга 5. После настройки измерительный наконечник 4 механизмом 6 отводится от поверхности круга 5. В процессе работы шлифовального станка измерительный наконечник 4 периодически подводится и отводится от поверхности щлифовального круга 5 меха
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля размеров шлифовального круга | 1977 |
|
SU618272A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Бесцентрово-шлифовальный автоматический станок | 1961 |
|
SU149320A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| Способ автоматического управления процессом врезного шлифования тел вращения и устройство для его осуществления | 1978 |
|
SU770752A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ автоматической подналадки бесцентрово-шлифовального станка | 1975 |
|
SU543509A1 |
