Изобретение относится к промышленнос- сборного железобетона и применяется в устройствах для элекронагрева арматурных стержней с анкерными приспособлениями.
Цель изобретения - повышение эффективности и надежности предварительного напряжения арматурных стержней за счет обеспечения одинаковых механических свойств но всей длине арматурного элемента.
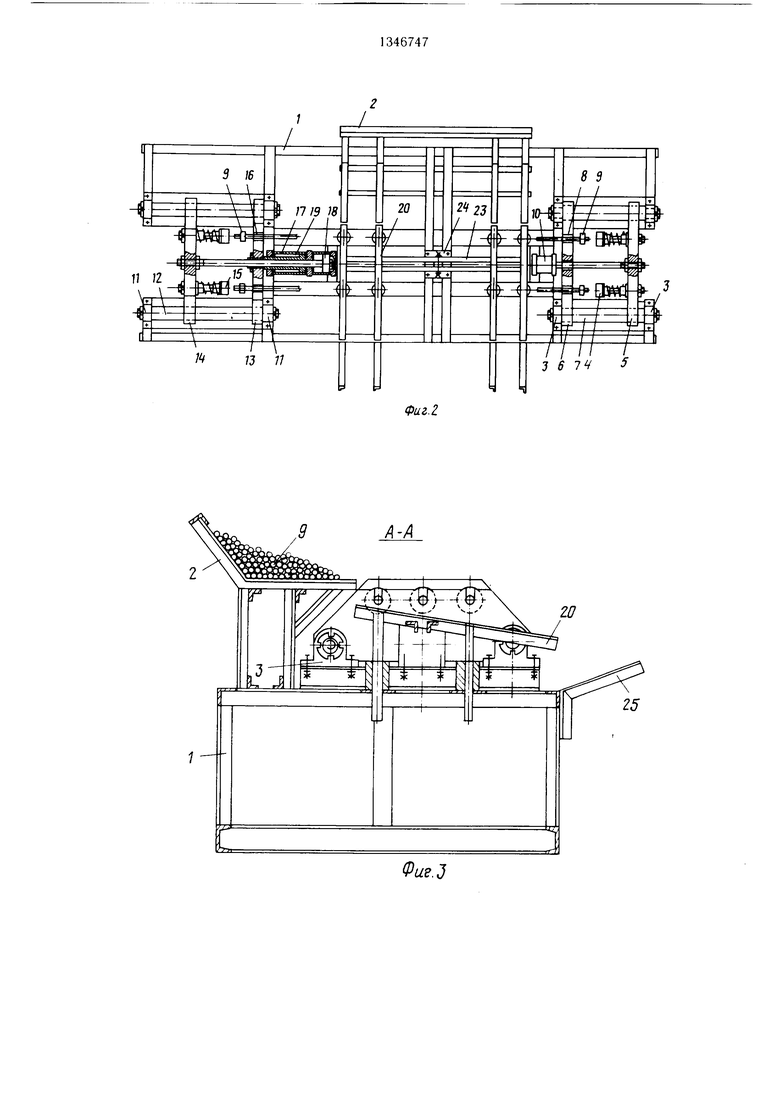
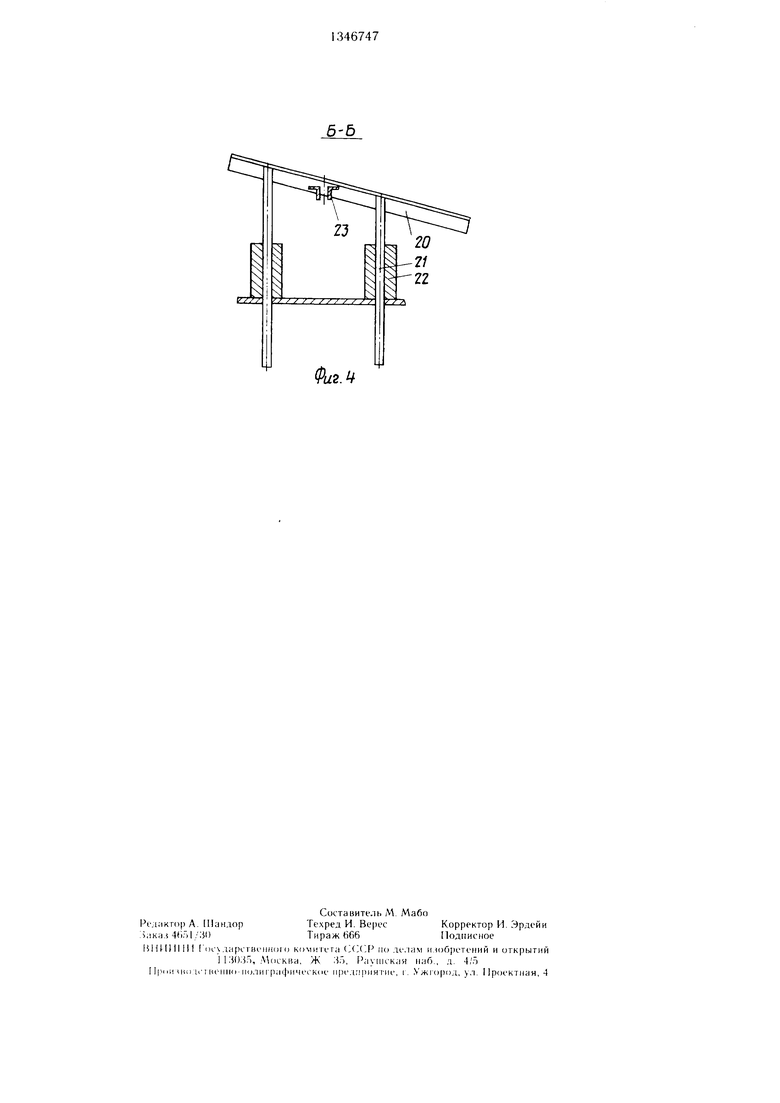
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А -А на фиг. 1; на фиг. 4 - сечение Б - Б на фиг. 1.
Устройство содержит станину 1, на которой с.монтирован стеллаж 2. С одной стороны на верхней плоскости станины 1 установлены опоры 3, в которых с.монтиро- ваны направляющие 4 с подвижной электроконтактной плитой 5 и неподвижной плитой 6. На подвижной электроконтактной плите 5 установлены подпружиненные электроконтакты 7, а неподвижная плита 6 снабжена пазами 8 для размещения арматурных элементов 9. Перемещение подвижной элекроконтактной плиты 5 осуществляется приводом 10. С противогюложной стороньЕ на станине 1 установлены опоры II, в которых установлены направляющие 12 с подвижной плитой 13 и элекроконтактной плитой 14. На подвижной плите 14 смонтированы элекроконтакты 15. Подвижная плита 13 снабжена пазами 16.
Перемещение подвижных плит 13 и 14 производит привод в виде пневмоцилиндра 17 с двумя 18 и 19. Для выгрузки нагретых элементов 9 предусмотрен механизм, состоящий из наклонных направляющих 20, соединенных с вертикальными щтан- гами 21, разме1ценными в направляющих втулках 22. Для одновременного перемещения всех наклонных направляющих 20 предусмотрены 1 родольные балки 23, которые парнирно соединены со штоком пневмо- ци.11111др;1 24.
Для приема нагретых элементов 9 на боковой плоскости станин1 1 1 смонтированы )нн1тейны 25.
Устройство работает следуюп1и.м образом.
Пачку элементов 9 укладывают на стеллаж 2. Затем операторы укладывают элементы 9 в пазы 8 и Id неподвижной плиты 6 и подвижной 13. После этого нк.лючается в работу привод в виде пнев- мопилиндра 10, который своим HJTOKOM перемещает плиту 5 с электроконтактами 7 для перемеп1ения элементов 9 до упора к неподвижной плите 6. В это же время, с противоположной стороны, включается пневмоцилиндр 17, KOTOpiim порщнем 19
перемещает плиту 13 с арматурными элементами 9 до электроконтактов 15. После этого подается электроток на электроконтакты 7 и 15 для нагрева элементов 9.
Одновременно с этим подается воздух для перемещения порщня 18, который вместе с порщнем 19 выбирает тепловое удлинение. Как только нагреваемые элементы 9 достигнут заданной температуры, электроток отключается, а в.месте с этим пневмоцилиндры 10 и 17 устанавливают подвижные плиты 5, 13 и 14 в исходное положение.
Затем включается в работу пневмоцилиндр 24, который с помощью наклон5 ных направляющих 20 извлекает элементы 9 из пазов 8 и 16 неподвижной плиты 6 и подвижной 13 и сбрасывает их на кронщ- тейны 25 для их использования по назначению. После этого пнев.моцилиндр 24 устанавливает наклонные направляющие 20
0 в исходное положение. На этом цикл заканчивается.
Эффект от эксплуатации установки заключается в эконо.мии металла за счет замены арматурных эле.ментов кл. Ат-IV на класс Ат-У1, Ат-УП при изготовлении преднапряженных железобетонных из- дел и и.
Формула изобретения
Q Устройство для электронагрева арматурных стержней с анкерными головками, содержащее станину, подвижную и неподвижную плиты для закрепления концов стержней, силовой элемент для перемещения подвижной плиты, электроконтакты,
г механизм выгрузки стержней, отличающееся тем, что, с целью повьипения эффективности и надежности предварительного напряжения арматурных стержней за счет обеспечения одинаковых механических свойств по всей длине арматурного элемента, оно
0 снабжено подвижными электроконтактными нлитами и направляющими, размещенными с обоих концов арматурных стержней, причем на направл-яющих установлены подвижные и неподвижные плиты для закрепления арматурных стержней, а электроконтакты размещены на электроконтактных плитах, смонтированных на направляющих с возможностью перемещения до взаимодействия (упора) электроконтактов с наружной торцовой стороной анкерных головок
Q стержней, при этом силовой элемент подвижной плиты для закрепления арматурных стержней кинематически связан с приводом соответствующей электроконтактной плиты.
5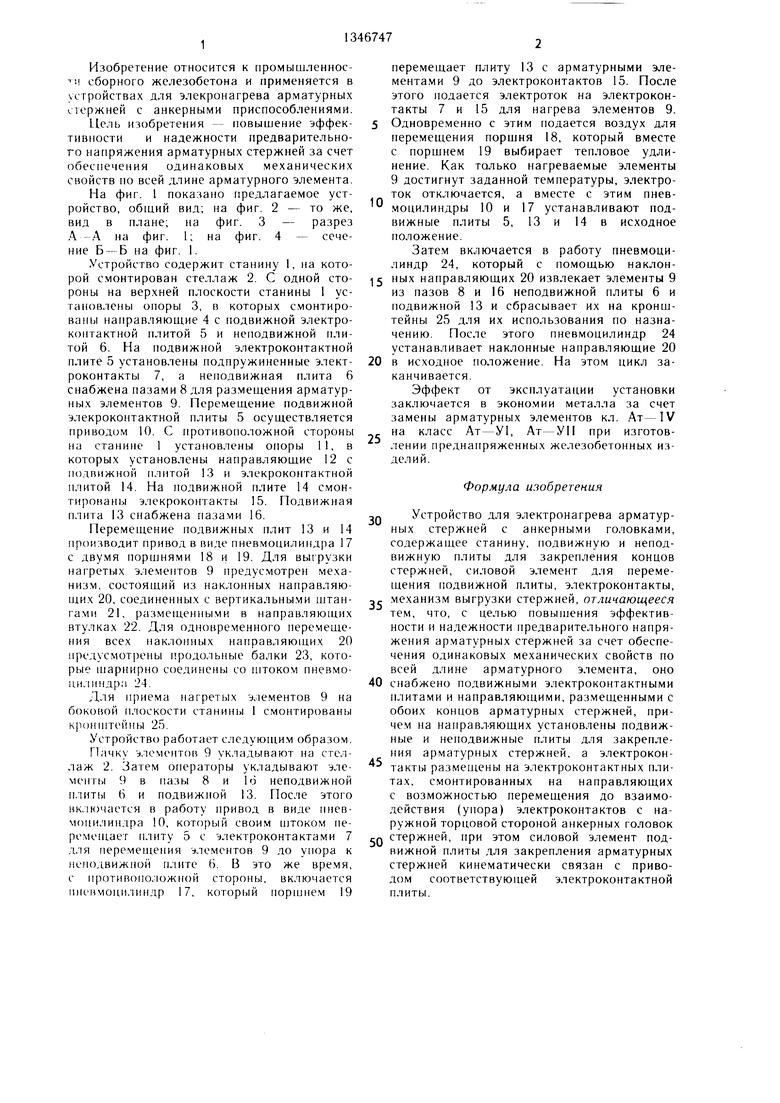
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
| Устройство для нагрева арматурных стержней | 1980 |
|
SU991009A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Установка для электронагрева арматурных стержней | 1977 |
|
SU640011A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОНАГРЕВА АРМАТУРНЫХ СТЕРЖНЕЙ | 1972 |
|
SU348711A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОНАГРЕВА СТЕРЖНЕЙЙГЧГОллг 'Г^Я-~ч.->&, , . _.«-'C'rUvJr'l.u •>& iПДТ?[1ТНО-Т?ХШ:УЕ:-Я:^ БИБЛИОтгкд | 1971 |
|
SU304341A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU987061A1 |
изобретение относится к строите.льству и применяется в устройствах для электронагрева арматурных стержней с анкерными головками. Цель изобретс ния - пов1)11нение эффективности и надежности нредваритель- но() напряжения арматурных сгержней за счет нолучения одинаковых механических свойств но всей длнне арматурно1-о y.icMCH- та. За счет торцового уст|101 ств() нозво.пяет получать одинаковые механические свойства но всей длине арматурного э.лемента. Для этого устройсгво снабжено станиной 1, на которой с двух торцов смонтированы нодвижные нлнты 5, 13 и 14 с иоднружиненными электроконтактами 7 и 15 и иневмонриводами 10 и 17 .тля прижима электроконтактов 7 и 15 и выбора тен. ЮНОГО удлинения. К арматч рному э.1емен- ту 9 с иротивоноложных сторон нодво- дятся э.чектроконтакты 7 и 15. йри нронус- ка)1ии элекрическо1Ч) тока через арматур- элемент 9 носледний уд. 1ния1 гся. нри этом поршни 18 и 19 выбирают удлинение арматурного элемента. Нри окончании элекронагрева армат |) элемент 9 но на11равляюн1им 20 110 1адает в кронш- ,| 25 н далее по назначению. 4 и.1. «о (Л 2 20 Щ 15 5 ; 25 25 21 22 Фиг,. ЮЗ 6745 3 : ; / , : ; со 4 05 4; л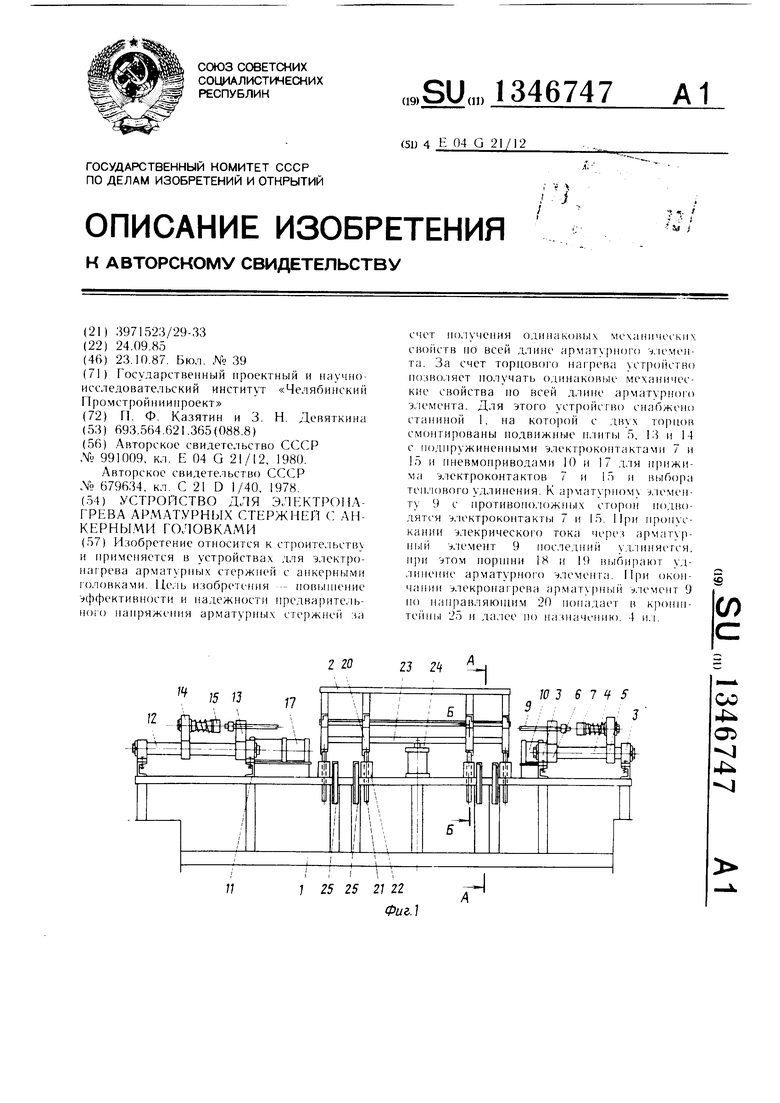
А-А
Фие
Фu2.i
| Устройство для нагрева арматурных стержней | 1980 |
|
SU991009A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Установка для отжига труб | 1978 |
|
SU679634A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
