15
20
25
Изобретение относится к машинотроению, а именно к средствам контоля зубчатых передач.
Цель изобретения - расширение ,. ункциональных возможностей путем беспечения контроля червячных пе- едач за счет введения механизмов репления и привода червяка. ,
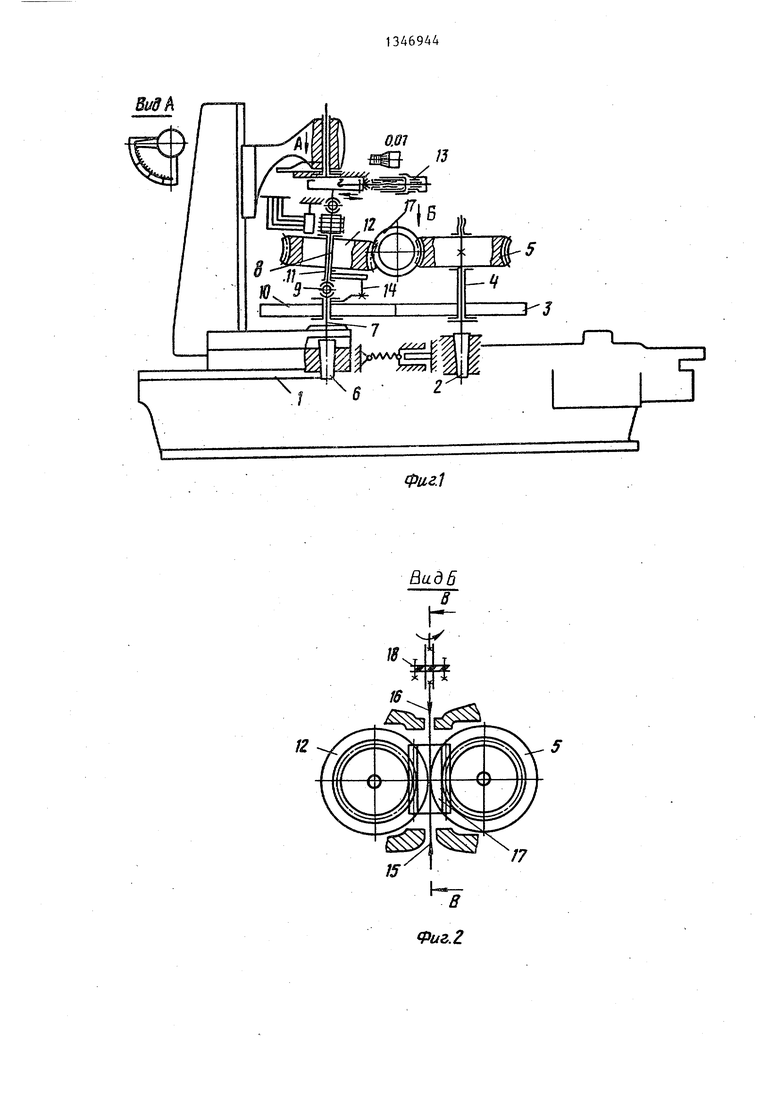
На фиг. 1 изображена конструктив- ю ая схема устройства для контроля киематической точности и плавности зубчатых передач,вид А; на фиг. 2 - ид Б на фиг. 1; на фиг. 3 - разрез -В на фиг. 2.
Устройство содержит станину 1, усановленный на ней первый шпиндель 2, закрепленный на нем первый фрикционный диск 3, оправку 4, предназначенную для установки эталонного колеса 5 и установленную на первом шпинделе 2, второй шпиндель 6, установленный на станине 1 параллельно первому шпинделю и вьшолненный из двух цилиндрических оправок 7 и 8, соединенных между собой сферическими шарнирами 9, второй фрикционный диск 10, закрепленный на втором шпинделе 6 и кинематически связанный с первым фрикционным диском 3,оправку 11 для установки контролируемого колеса 12, соосно закрепленную на втором шпинделе 6, основную микрометрическую головку 13, установленную на станине 1 перпендикулярно оси оправки 11 и кинематически связанную с одним из сферических шарниров 9, датчик 14 рассогласования, устаноВленньй на оправке 11 контролируемого колеса 12 и кинематически связанный с вторым фрикционным диском 1Q, вспомогательную микрометрическую головку, установленную на станине 1 по оси ведомого шпинделя 6 и кинематически связанную с основной микрометрической головкой 13, две центровые бабки 15 и 16,закрепленные на станине 1 соосно одна другой и предназначенные для установки червяка 17 приводом 18, кинематически связанным через одну из центровых бабок 16 с червяком 17, а-общая ось центровых бабок 15 и 16 пересекает линию, проходящую через
30
35
40
45
50
5
0
5
0
5
0
5
0
центры первого 2 и второго 6 шпинделей под прямым углом на равном расстоянии между ними.
Устройство работает следующим образом.
В центровые бабки 15 и 16 устанавливают червяк 17. На первый шпиндель 2 устанавливают колесо 5 с оправкой 4, а на оправку 11 второго шпинделя 6 - контролируемое колесо 12. После этого основной -микрометрической головкой 13 располагаиот цилиндрические оправки 7 и 8 на одной оси с ведомым шпинделем 6. В таком положении колеса 5 и 12 вводят в зацепление с червяком 17. Затем посредством привода 18 проводят обкат колес 5 и 12 с червяком 17, а при помощи датчика 14 рассогласования определяют кинематическую точность червячной передачи.
Для определения ошибок монтажа на кинематическую точность и плавность червячной передачи указанные ошибки имитируют при помощи цилиндрических оправок 7 и 8 наклоном их осей до заданной величины перекоса осей. Для этого перемещение сферического шарнира 9 осуществляют основной микрометрической головкой 13, а зазор в сферическом шарнире 9 компенсируют вспомогательной микрометрической головкой. После установки заданных величин непараллельности или перекоса осей определяют кинематическую погрешность контролируемой червячной передачи.
При установке эталонного червяка 17 и эталонного колеса 5 датчик 14 рассогласования фиксирует кинематическую погрешность контролируемого колеса 12. При установке двух эта- лонньпс колес 5 и 12 фиксируют погрешность червяка 17. При установке одного эталонного колеса 5 фиксируют кинематическую погрешность червячной передачи.
Использование изобретения позволяет повысить точность определения кинематических характеристик червячной передачи с учетом погрешности ее монтажа.
/5
Фиг.1
Вадб
/7
S- в повернуто
% Фиг.5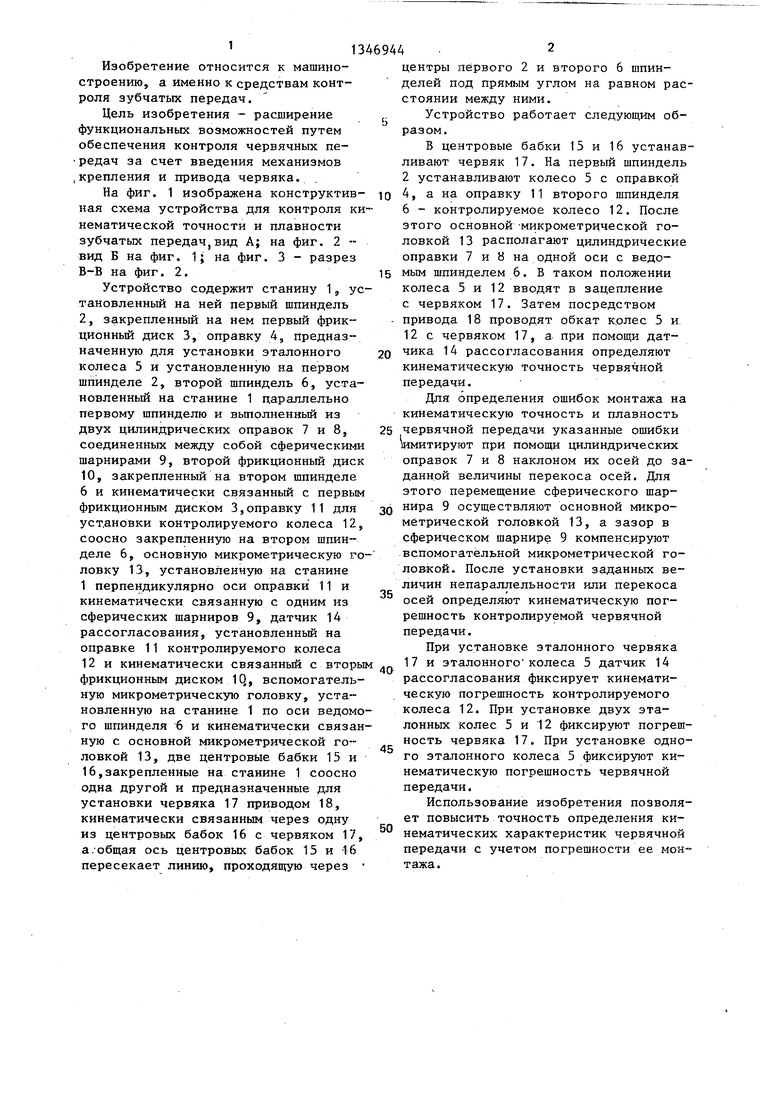
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля кинематической точности и плавности зубчатых передач | 1984 |
|
SU1244474A1 |
| Устройство для определения влияния ошибок монтажа на кинематическую точность и плавность зубчатых передач | 1974 |
|
SU513235A1 |
| Устройство для контроля кинематической точности и плавности зубчатых передач | 1986 |
|
SU1325290A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Станок для нарезания глобоидных червяков | 1959 |
|
SU130320A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Способ поднастройки системы СПИД и устройство для его осуществления | 1985 |
|
SU1255284A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Устройство для контроля продольной линии зубьев колеса | 1984 |
|
SU1237896A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |


Редактор Н. Тупица
Составитель Б. Афонский
Техред М.Ходанич Корректор А. Обручар
Заказ 5112/40Тираж 676
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Устройство для контроля кинематической точности и плавности зубчатых передач | 1984 |
|
SU1244474A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
