Изобретение относится к обработке металлов давлением, в частности к установкам для резки листового проката на гильотинных ножницах.
Целью изобретения является повьппе- ние производительности установки для резки листового проката.
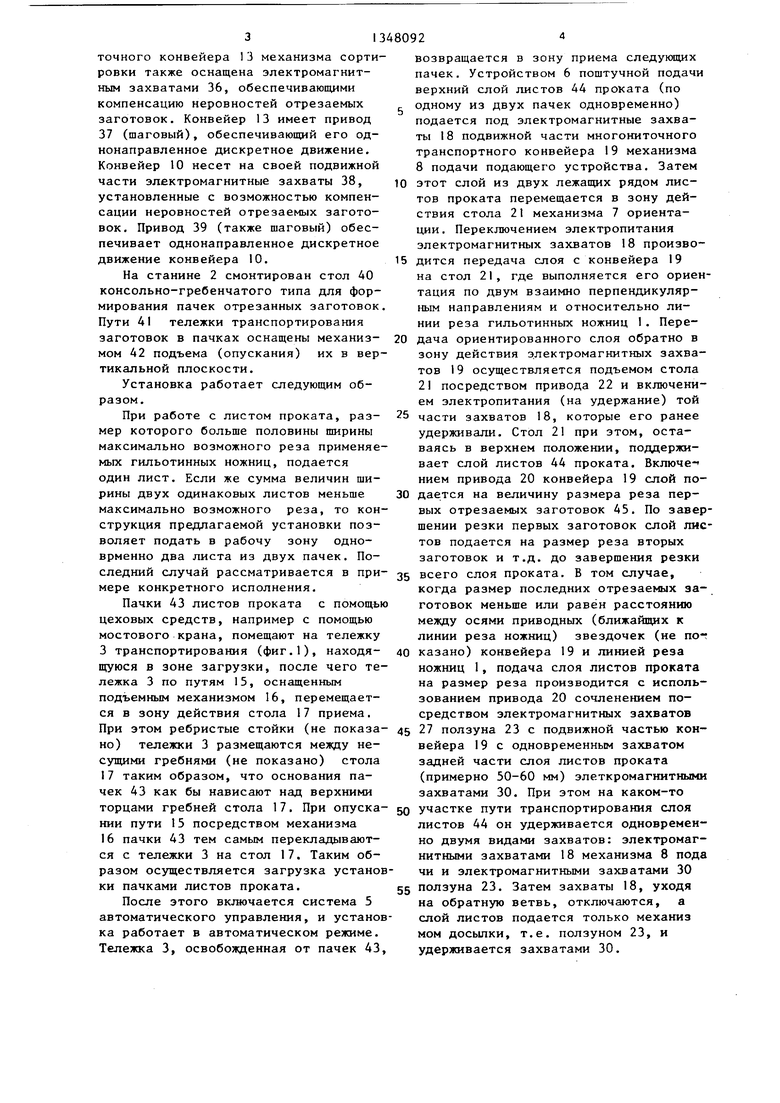
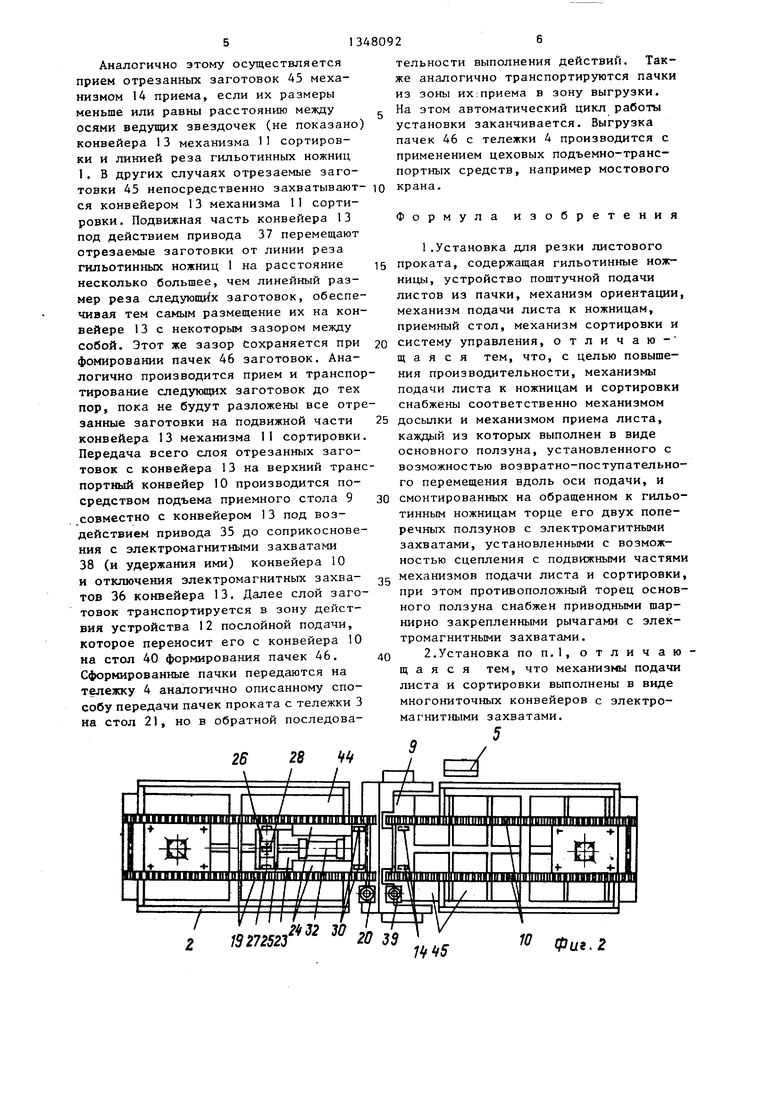
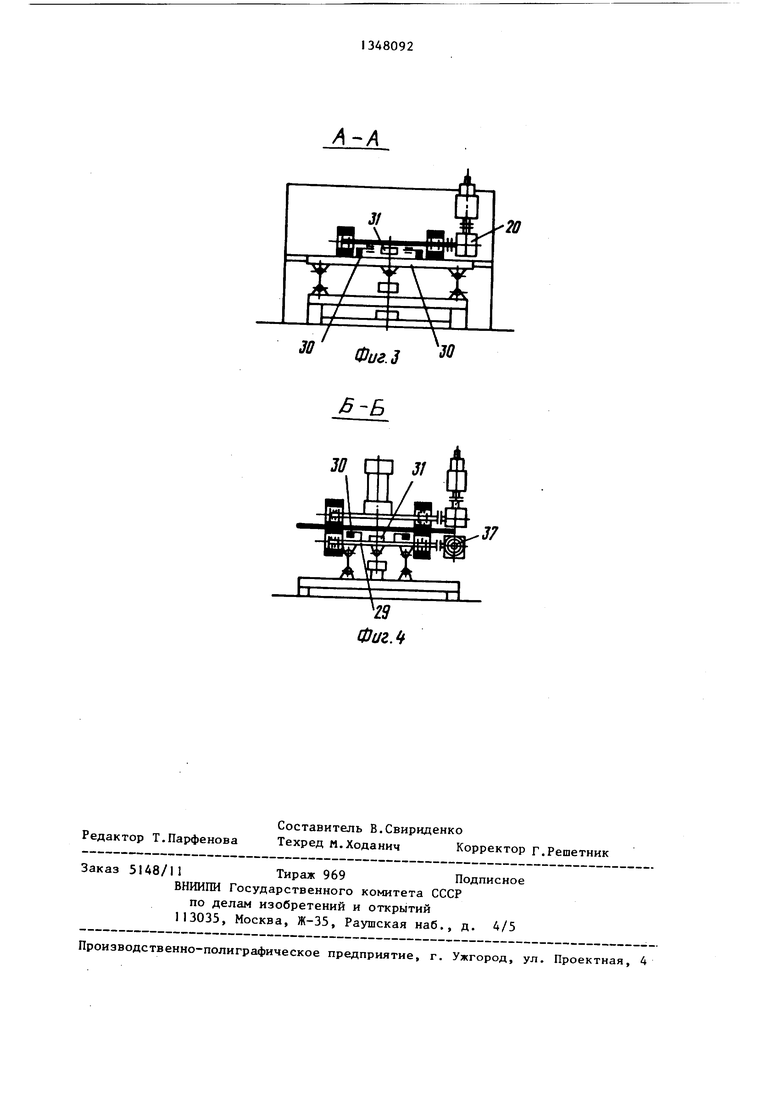
На фиг.I изображена предлагаемая установка для резки листового прока- та; общий вид; на фиг.2 - то же, вид в плане; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.I.
Установка для резки листового про- ката содержит гильотинные ножницы 1, установленные на фундаментальной плите (не показано), являющейся основанием станины 2, на которой размещены все устройства установки, кроме еле- дующих: ножницы I, тележка 3 транспортирования пачек листового проката, тележка 4 транспортирования пачек отрезанных заготовок и система 5 управления (фиг.2) установкой.
До линии реза ножниц 1 на станине 2 смонтировано устройство 6 поштучной подачи листов и подающее устройство листов к ножницам, которое включает в себя механизм 7 ориентации листов и механизм 8 подачи листов к ножницам.
После линии реза ножниц на станине 2 смонтированы приемный стол 9 и сортировочное устройство. Последнее включает в себя транспортный многониточный конвейер 10, механизм 11 сортировки и устройство 12 послойной подачи отрезанных заготовок. Механизм 11 сортировки содержит нижний много- ниточный конвейер 13 (фиг.1) и механизм 14 приема.
Тележка 3 (фиг.1) транспортирования пачек листового проката установлена с возможностью перемещения между 45 под воздействием подвижной части
зонами загрузки и выгрузки на путях 15, оснащенных механизмом 16 подъема пачек в вертикальной плоскости. Стол I7 приема пачек выполнен по типу кон- сольно-гребенчатым, что дает возможность производить перегрузку пачек с тележки 3 на стол 17 приема, расположенный в зоне действия устройства 6 пощтучной подачи в автоматическом режиме. Электромагнитные захваты 18 (фиг.1) установлены на подвижной части многониточного транспортного конвейера 19 механизма 8 подачи подающего устройства с возможностью крмпенсации неровностей листа. Подвижная часть конвейера 19 оснащена приводом 20, посредством которого имеется возможность совершать однонаправленные дискретные перемещения, обеспечиваю- 1цие безупорную подачу листов на размеры отрезаемых заготовок. Привод 20 представлен щаговым двигателем. Стол 21 механизма 7 ориентации под воздействием привода 22 имеет возможность совершать возвратно-поступательные перемещения в вертикальной плоскости. Механизм 8 подачи подающего уст- ройства оснащен механизмом досылки, конструктивно аналогичным механизму 14 приема и представляющим собой ползун 23, размещенный в направляющих
24.На переднем торце ползуна 23 установлены поперечные направляю1цие
25,в которых размещены приводные ползуны 26, оснащенные электромагнитными захватами 27, способные посредством привода 28 перемещаться возвратно-поступательно в горизонтальной плоскости для выполнения сцепления
и расцепления ползуна 23 с подвижной частью конвейера 19 механизма 8 подачи, что дает возможность перемещать ползун в сторону линии реза ножниц по средтвом привода 20. На заднем торце, обращенном к приводу 20 ползуна 23, установлены рычаги 29, несущие электромагнитные захваты 30, связанные с приводом 31 и установленные поворотно для выполнения захвата и удержания листов. Механизм досылки, представленный ползуном 23, оснащен приводом 32 для возврата в исходное положение после расцепления с подвижной частью конвейера 19. . ,
За линией реза ножниц смонтированы сортировочное устройство и приемный стол 9, который имеет возможность
гильотинных ножниц I поворачиваться вокруг оси 33 и возвращаться в исходное положение под воздействием механизма 34 возврата. Кроме этого, приемный стол 9 укомплектован приводом 35 для перемещений в вертикальной плоскости. Механизм 1А приема механизма сортировки оснащен электромагнитными захватами 30 для приема и удержания отрезанных заготовок с сохранением их первоначальной ориентации. Конструкция механизма 14 приема, аналогична конструкции механизма досылки. Подвижная часть нижнего многони
31
точного конвейера 13 механизма сортировки также оснащена электромагнитным захватами 36, обеспечиваюпщми компенсацию неровностей отрезаемых заготовок. Конвейер 13 имеет привод 37 (шаговый), обеспечивающий его однонаправленное дискретное движение. Конвейер 10 несет на своей подвижной части электромагнитные захваты 38, установленные с возможностью компенсации неровностей отрезаемых заготовок. Привод 39 (также шаговый) обеспечивает однонаправленное дискретное движение конвейера 10,
На станине 2 смонтирован стол 40 консольно-гребенчатого типа для формирования пачек отрезанных заготовок Пути 41 тележки транспортирования заготовок в пачках оснащены механизмом 42 подъема (опускания) их в вертикальной плоскости.
Установка работает следующим образом.
При работе с листом проката, размер которого больше половины ширины максимально возможного реза применяемых гильотинных ножниц, подается один лист. Если же сумма величин ширины двух одинаковых листов меньше максимально возможного реза, то конструкция предлагаемой установки позволяет подать в рабочу зону одно- врменно два листа из двух пачек. Последний случай рассматривается в при мере конкретного исполнения.
Пачки 43 листов проката с помощь цеховых средств, например с помощью мостового крана, помещают на тележку 3 транспортирования (фиг,1), находя- щуюся в зоне загрузки, после чего тележка 3 по путям 15, оснащенным подъемным механизмом 16, перемещается в зону действия стола 17 приема. При этом ребристые стойки (не показа но) тележки 3 размещаются между несущими гребнями (не показано) стола 17 таким образом, что основания пачек 43 как бы нависают над верхними торцами гребней стола 17. При опускании пути 15 посредством механизма 16 пачки 43 тем самым переклс1дывают- ся с тележки 3 на стол 17. Таким образом осуществляется загрузка устаноки пачками листов проката.
После этого включается система 5
автоматического управления, и установка работает в автоматическом режиме. Тележка 3, освобожденная от пачек 43,
5
0
5
5
0 5
возвращается в зону приема следующих пачек. Устройством 6 поштучной подачи верхний слой листов 44 проката (по одному из двух пачек одновременно) подается под электромагнитные захваты 18 подвижной части многониточного транспортного конвейера 19 механизма 8 подачи подающего устройства. Затем этот слой из двух лежащих рядом листов проката перемещается в зону действия стола 21 механизма 7 ориентации. Переключением электропитания электромагнитных захватов 18 производится передача слоя с конвейера 19 на стол 21, где выполняется его ориентация по двум взаимно перпендикулярным направлениям и относительно линии реза гильотинных ножниц 1, Передача ориентированного слоя обратно в зону действия электромагнитных захватов 19 осуществляется подъемом стола 21 посредством привода 22 и включением электропитания (на удержание) той части захватов 18, которые его ранее удерживали. Стол 21 при этом, оставаясь в верхнем положении, поддерживает слой листов 44 проката. Включе-i нием привода 20 конвейера 19 слой по- на величину размера реза первых отрезаемых заготовок 45, По завершении резки первых заготовок слой листов подается на размер реза вторых заготовок и т.д. до завершения резки всего слоя проката, В том случае, когда размер последних отрезаемых заготовок меньше или равен расстоянию между осями приводных (ближайших к линии реза ножниц) звездочек (не nor казано) конвейера 19 и линией реза ножниц 1, подача слоя листов проката на размер реза производится с использованием привода 20 сочленением посредством электромагнитных захватов 27 ползуна 23 с подвижной частью конвейера 19 с одновременным захватом задней части слоя листов проката (примерно 50-60 мм) элеткромагнитными захватами 30. При этом на каком-то участке пути транспортирования слоя листов 44 он удерживается одновременно двумя видами захватов: электромагнитными захватами 18 механизма 8 пода чи и электромагнитными захватами 30 5 ползуна 23, Затем захваты 18, уходя на обратную ветвь, отключаются, а
0
0
слой листов подается только механиз мом досылки, т,е, ползуном 23, и удерживается захватами 30,
Аналогично этому осуществляется прием отрезанных заготовок 45 механизмом 14 приема, если их размеры меньше или равны расстоянию между осями ведущих звездочек (не показано) конвейера 13 механизма 11 сортировки и линией реза гильотинных ножниц 1. В других случаях отрезаемые заготовки 45 непосредственно захватывают- ю крана. ся конвейером 13 механизма 11 сортировки. Подвижная часть конвейера 13 под действием привода 37 перемещают отрезаемые заготовки от линии реза гильотинных ножниц 1 на расстояние несколько большее, чем линейный размер реза следующих заготовок, обеспечивая тем самым размещение их на конвейере 13 с некоторым зазором между
тельности выполнения действий. Также аналогично транспортируются пачки из зоны ИХ:приема в зону выгрузки. На этом автоматический цикл работы установки заканчивается. Выгрузка пачек 46 с тележки 4 производится с применением цеховых подъемно-транспортных средств, например мостового
Формула изобретения
1.Установка для резки листового 15 проката, содержащая гильотинные ножницы, устройство поштучной подачи листов из пачки, механизм ориентации.
механизм подачи листа к ножницам, приемный стол, механизм сортировки и
собой Этот же зазор сохраняется при 20 систему управления, отличаю- фомировании пачек 46 заготовок. Ана- щ а я с я тем, что, с целью повыше- логично производится прием и транспор- ния производительности, механизмы тирование следующих заготовок до тех подачи листа к ножницам и сортировки пор, пока не будут разложены все отре- снабжены соответственно механизмом занные заготовки на подвижной части 25 досылки и механизмом приема листа, конвейера 13 механизма 11 сортировки. каждый из которых выполнен в виде Передача всего слоя отрезанных заго- основного ползуна, установленного с тонок с конвейера 13 на верхний транс- возможностью возвратно-поступательно- портный конвейер 10 производится по- го перемещения вдоль оси подачи, и
30 смонтированных на обращенном к гильотинным ножницам торце его двух поперечных ползунов с электромагитными захватами, установленными с возможностью сцепления с подвижными частями механизмов подачи листа и сортировки, при этом противоположный торец основсредством подъема приемного стола 9 совместно с конвейером 13 под воздействием привода 35 до соприкосновения с электромагнитными захватами 38 (и удержания ими) конвейера 10 и отключения электромагнитных захватов 36 конвейера 13. Далее слой заготовок транспортируется в зону действия устройства 12 послойной подачи, которое переносит его с конвейера 10 на стол 40 формирования пачек 46. Сформированные пачки передаются на тележку 4 аналогично описанному способу передачи пачек проката с тележки 3 на стол 21, но в обратной последова40
ного ползуна снабжен приводными шар- нирно закрепленными рычагами с электромагнитными захватами.
2.Установка поп.1, отличаю щ а я с я тем, что механизмы подачи листа и сортировки вьтолнены в виде многониточньгх конвейеров с электромагнитными захватами.
крана.
тельности выполнения действий. Также аналогично транспортируются пачки из зоны ИХ:приема в зону выгрузки. На этом автоматический цикл работы установки заканчивается. Выгрузка пачек 46 с тележки 4 производится с применением цеховых подъемно-транспортных средств, например мостового
крана.
Формула изобретения
1.Установка для резки листового проката, содержащая гильотинные ножницы, устройство поштучной подачи листов из пачки, механизм ориентации.
0 смонтированных на обращенном к гильотинным ножницам торце его двух поперечных ползунов с электромагитными захватами, установленными с возможностью сцепления с подвижными частями механизмов подачи листа и сортировки, при этом противоположный торец основ0
ного ползуна снабжен приводными шар- нирно закрепленными рычагами с электромагнитными захватами.
2.Установка поп.1, отличаю щ а я с я тем, что механизмы подачи листа и сортировки вьтолнены в виде многониточньгх конвейеров с электромагнитными захватами.
28 i
20 33
/
Г В
Iff 5
0 Фиг. 2
0 Фиг.З 0
В-Ь
30
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Автоматический комплекс для резки листового проката | 1981 |
|
SU984733A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| Автоматическая линия раскроя листового материала | 1985 |
|
SU1278122A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Установка для резки проката | 1980 |
|
SU946824A1 |
| Устройство для резки толстолистового проката | 1981 |
|
SU1007865A1 |
Изобретение относится к обработке металлов давлением, в частности, к установкам для резки листового проката на гильотинных ножницах. Целью изобретения является повышение производительности на установках для резки листового проката. Установка для резки листового проката содержит гильотинные ножницы I, тележку 3 транспортирования пачек листового проката, тележку транспортирования пачек отрезанных заготовок и систему управления. Перед ножницами смонтированы механизм 7 ориентации и механизм 8 подачи в виде многониточного конвейера с электромагнитными захватами 18, За линией реза установлен механизм сортировки и приемный стол. Механизм подачи и механизм сортировки снабжены соответственно механизмом досылки и механизмом приема листа, каждый из которых выполнен в виде приводного ползуна, на торце которого, обращенного к приводу, установлены шарнирно закрепленные рычаги с электромагнитными захватами. При резке длинных заготовок листовой прокат подается к ножницам посредством многониточного конвейра с электромагнитными захватами 18, а отрезанные заготовки укладываются на приемный стол механизмом сортировки. При резке коротких листов их подача к ножницам осуществляется посредством механизма досылки, а прием - посредством механизма отрезанной заготовки, имеющего аналогичную конструкцию. Установка для резки листового проката работает в автоматическом режиме, I 3,п, ф-лы, 4 ил, d & (Л V.f Л/. JL 7 /5 3 77 / 22 Фиг, 1
Редактор Т.Парфенова
Составитель В.Свириденко
Техред М.Ходанич Корректор Г.Решетник
Заказ 5148/11Тираж 969Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент США № 3830124, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
