Изобретение относится к машиностроению и предназначено для использования в зубообрабатывающих станках работающих в условиях обката.
Цель изобретения - повышение производительности за счет автоматизаци перенастройки передаточного отношения непосредственно в процессе обработки.
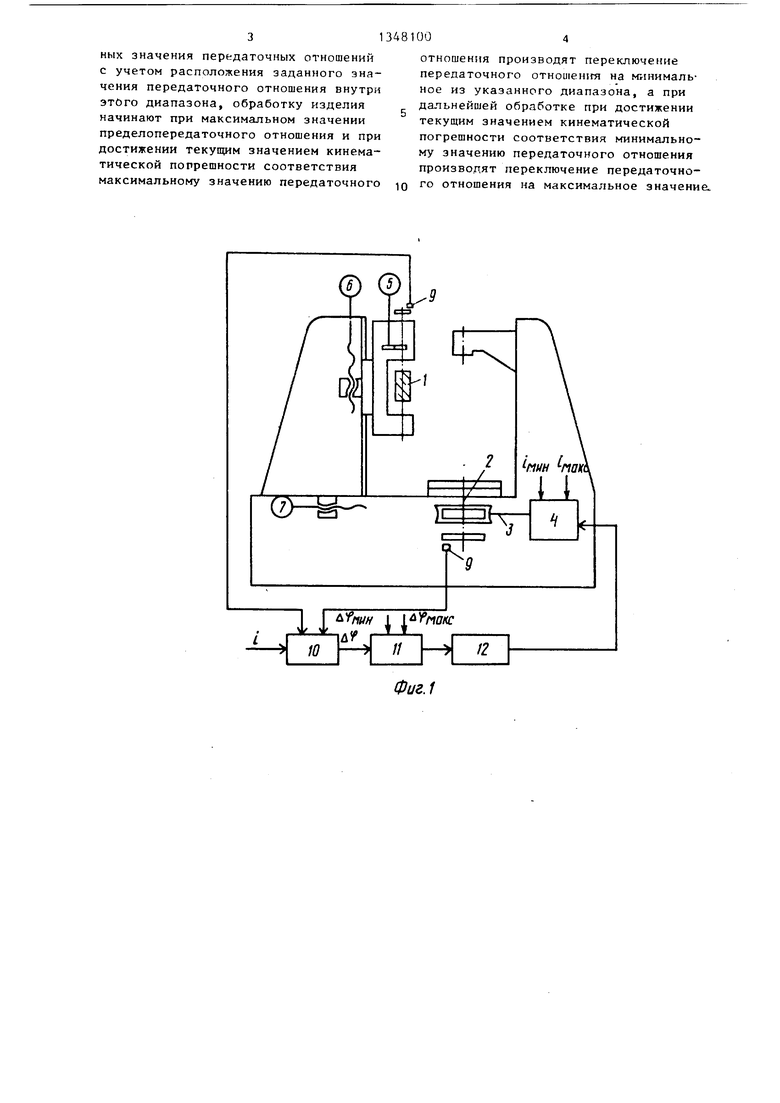
На фиг.1 представлена схема станка для реализации способа стабилизации передаточного отношения; на фиг.2 график текущего значения кинематической погрешности.
Стабилизацию передаточного отношения кинематической цепи производят на зубообрабатывающем станке, работающем в условии обката на кинематической цепи обката, связывающей первое конечное звено - щпиндель 1 фрезы - с вторым конечным звеном - шпинделем 2 обрабатываемого изделия с делительным червяком 3 и приводом 4, При этом первое конечное звено - шпиндель 1 фрезы - связано с приводом 5.
Для формообразования зуба в станке имеются приводы 6 и 7 соответст- венно осевой и радиальной подач. Для измерения кинематической погрешности цепи обката встроены датчики 8 и 9 узла 10 измерения кинематической.
погрешности. I
Привод 4 включает в себя нерегулируемый электропривод, коробку передач для грубой настройки цепи деления на количество зубьев обрабатываемого колеса и автоматически переключаемый зубчатый перебор на два положения,например электромагнит. (не показаны).
Между электромагнитом привода 4 и выходом узла 10 измерения кинематической погрешности встроена система релейного управления, содержащая последовательно соединенные пороговое устройство 11 и релейный элемент 12.
-Стабилизацию передаточного отношения осуществляют следующим образом
В узел 10 измерения кинематическо погрешности вводят заданное (необходимое для обработки определенного вида зубчатого колеса) значение пе1
редаточного отношения i ,
зад
где Z - число зубьев колеса, а в пороговое устройство 11 -два предельных значения кинематической пог реш- ности кинематической цепи обката Чмакс ucf, ; коробку передач привода 4 настраивают на два значения передаточного отношения 1„а,с , миц- этом заданное передаточное отношение находится внутри диапазо Я «акс Производят обработку изделия с
контролем текущего значения кинематической погрешности.
При достижении верхнего предела кинематической погрешности
осуществляют переключение передаточного отношения с верхнего предельного значения i/wanc ча нижнее предельное значение ,„.
Переключение производит пороговое
устройство 11, которое формирует команду на опрокидывание релейного элемента 12, и он, в свою очередь, переключает привод 4 с i wuH после чего кинематическая погрешность начинает уменьшаться.
При достижении кинематической погрешностью минимального значения релейный элемент 12 переключает привод 4 на максимальное значение
передаточного отношения.
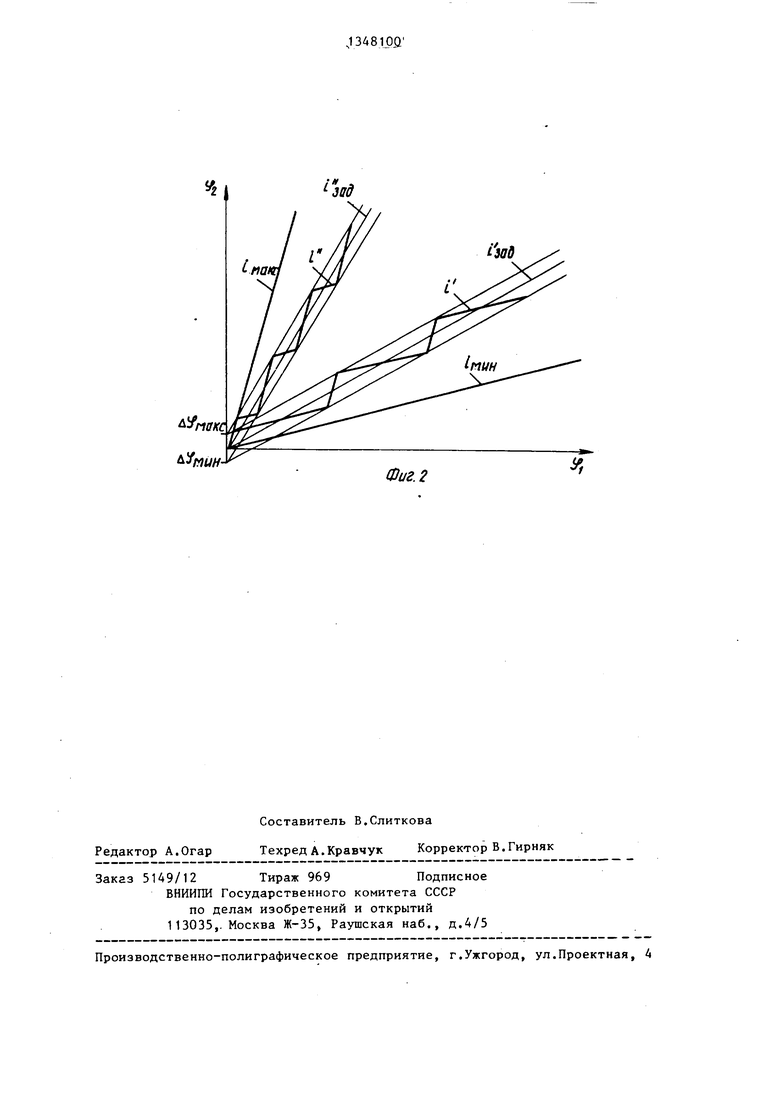
фиг. 2 представлен график текущего значения кинематической погрешности cf, (qij), где , il - два заданных значения передаточного
отношения, расположенные в выбранном диапазоне максимального (i .., ) и
ЛпЦ К.
минимального () передаточных отношений. При этом имеют место максимальные и минимальные кинематические погрешности.
Формула изобретения
Способ стабилизации передаточного отношения кинематической цепи зубо- обрабатывающего станка в процессе обработки изделия, при котором производят поддержание заданного значения передаточного отношения между двумя конечными звеньями кинематической цепи в зависимости от текущего значения кинематической погрешности, отличающийся тем, что, с целью повышения производительности за счет автоматизированной перенастройки передаточного отношения цепи в процессе настройки станка, на одном из конечных звеньев цепи до начала обработки устлнарлипают два предельных значения передаточных отношений с учетом расположения заданного значения передаточного отношения внутри этого диапазона, обработку изделия начинают при максимальном значении пределопередаточного отношения и при достижении текущим значением кинематической погрешности соответствия максимальному значению передаточного
отношения производят переключение передаточного отнои1ен1гя на минимальное из указанного диапазона, а при дальнейшей обработке при достижении текущим значением кинематической погрешности соответствия минимальному значению передаточного отношения производят переключение передаточного отношения на максимальное значение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Зубообрабатывающий станок | 1978 |
|
SU778960A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| Кинематическая цепь обката-деления зубообрабатывающего станка | 1987 |
|
SU1407708A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Способ активного контроля погрешностей зубчатых колес | 1982 |
|
SU1047626A1 |
| Способ определения жесткости привода станка | 1991 |
|
SU1812060A1 |
| Станок для обработки зубьев цилиндрических колес | 1978 |
|
SU691258A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩЕМУ СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 1991 |
|
RU2009796C1 |
Изобретение относится к машиностроению и предназначено для использования в зубообрабатывающих станках, ()аботающих в условиях обката. Цель изобретения - повышение производительности за счет автоматизации перенастройки передаточного отношения непосредственно в процессе обработки. Производят стабилизацию передаточного отношения кинематической цепи зу- бообрабатывающего станка, в частности цепи обката, связывающей одно конечное звено - шпиндель фрезы с другим конечным звеном - шпинделем обрабатывающего изделия, связанным с делительным червяком и приводом На конечном звене ( на его приводе) до начала обработки устанавливают два предельных значения передаточно|Го отношения -«ин С учетом того, чтобы заданное при обработке передаточное отношение (i,,,.) располагалось в указанном диапазоне. Обработку изделия начинают с максимального значения передаточного отношения аnatic производят контроль кинематической погрешности в зависимости от передаточного отношения. При достижении текуш 1м значением кинематической погрешности соответствия максимальному значению передаточного отношения (лч. .) произ «акс макс ВОДЯТ переключение передаточного отношения на минимальное из указан-. ного диапазона (1мин)« Р дальнейшей обработке по достижении текущим значением кинематической погрешности соответствия минимальному значению передаточного отношения производят ,переключение передаточного отношения на максимальное значение. 2 ил. (Л ее 00
Фиг.1
Фиг. 2
Редактор А.Огар
Составитель В.Слиткова
Техред А. Кравчук Корректор В. Гирняк
Заказ 5149/12 Тираж 969 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035,. Москва Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Зубофрезерный станок с чпу | 1977 |
|
SU666016A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
