ll;u)6pt renne может .;1Ь. и промышленности теплоизоляционных строи- тельных материалов для формования мине- ралова 1 liыX скорлуп.
Мелью и;«)бретения является повышение производительности.
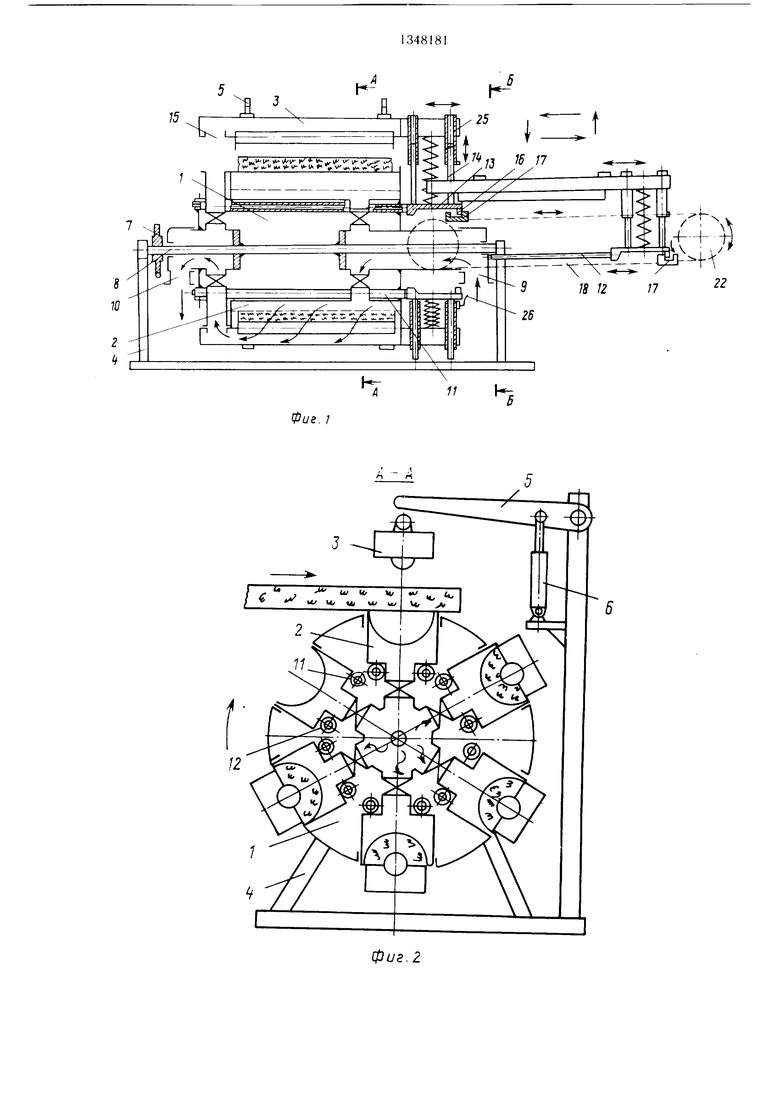
На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А -А на фиг. 1; на фиг. 3 - разрез Б Б на фиг. 1; на фиг. 4 - разгрузочный стол; на фиг. 5 - кинематическая схема стола.
Устройсгво д. 1Я изготовления скорлуп из нропитапного связующим минераловатного ковра содержит приводной барабан 1 с радпа. и.но закрепленными коробчат1)1ми матрицами 2, установленные с возможностью подьема-опускания трубчатые пуансоны 3 с |1ер(()орироваппой рабочей поверхностью, рычажный механизм 4 обжатия с силовым ци- .1индр().1 о и .замками 6 пуансонов 3, патрубки подачи 7 и 8 теплоносителя. Устройство снабжено несущими пуансоны 3 нодвижн1 1ми столами 9, прикрепленными к расположенным в продольных трубчатых на- правляюши.х И) каждой матрицы 2 niTo- кам II, и усганов.1енпы.м с торпа барабана 1 на смежп111х позициях запрессовки ков- )а I в1 1Г П зки скорлуп механизмом 12 воз- вра I по-11оступатель.по1 () осево1Ч) перемеше- 1ия сто.юв с пуансонами 3, вьнюлпен- иым н виде бесконечной цепи 13 с рееч- но-зубчагым 11)пводом 14 и прикрепленными к п)()тиволежа:ц.чм участкам цепи 13 поводками 1г. контактирующими с выступами 1 ti в нижней части подвиюжных CTO;IOB 9, в вер- тика. стойках 17 которых консольно установ.1ены подпружиненные пуансон) 3. Ус 1 роис гво смо1Г1ирован() на станине 18 с ва;1ом 19 в опорных подшипниках, ва.л спаб- жен приЕ«)дп()й звездочкой 20. На одном из го)цов пхансонои 3 вьпюлнены отверстия 21, сопрягаемые с огверстпями отсасывающих по. 1ос1ей барабапа 1, а на другом, на на- правляклцих 22, установлены фиксируюн1пе Bbicryiibi 23. . Механизм 12 собран на основании 24, на )м установлены звездочки 25 и )еечно-зубчатый привод 14 с си,;10- вым ци, 1индром 26 и упор 27.
Усг)ойство )аботает следующим образом.
Пропитапный связующим минераловат- ный ковер принимается на барабан 1. При прие.мс на барабап 1 часги ковра д;1иной, несколько бо,.1Ы11ей половины ци, 1ипдричес- кого контура матрицы 2, при включении си.п)вого цилиндра 26 движением реечного механизма 14 поводки 15 на цепи 13 захва- пуапсоп 3 за выступы 16 столо 9 и .1вигак)т его к позицию отрезки и запрессовки части ковра н матрицу 2, при том одцов 1еменн() д|1угим поводком 15 производится сдвижка пуансона 3 в предыдущей позиции. Введенный в верхнюю позицию пуансон 3 двигается в мат)ицу 2 включе- ппем си.ювого :1,11.тиндра 5 ры чажным механизмом 4, noc, ie чего пуансон 3 ставится на замки 6 в позицию тепловой обработки. Пуансон 3 в предыдущей позиции при своем движении удаляет из матрицы 2 го- товую скорлупу, а при набе ании замка 6 на упор 27 подпружиненный пуансон 3 высвобождается с подъемом вверх, выдавая скорлупу на выгрузку. Врапхением барабана 1 пуансон 3 обходит нрини.маемый ковер, а реечный привод 14 переводится в исходпую
позицию подвижки пуансонов 3, находящих5
0
ся в верхней и предыдущей позициях. Силовые цилиндры 5 и 26 включаются с но- мошью двух гидрораспределителей (пе показаны), которые контактируют со П1тыревыми
j упорам, устапав.чиваемыми при настройке на торце барабана I. циклы загрузки и выгрузки следуют иепрерывпо, а в позиции обжатия скорлуп в матрицы 2 через нат)убки 7 псхаается ге |;1оносите.ть, да.чее удаляемый через полость нуапсонов 3 в 1ат0 рубок 8 через (.(тверстие 21.
Повьппение производите, 1ьности достигается повышением частоты срабатывания подвижки пуансопов 3 благодаря сдвоенному циклу на реечно-зубчатом приводе 14, что позволяет раз.местить на барабане 1 больп ее количество сопряженных матриц 2 и пуансонов 3 при обшей одинаковой длительности тегь ювой обработки скорлуп. Уве. 1ичивает- ся надежность выгрузки 1Ч)товых CKop;iyn, поскольку этот процесс проводится принудительным силовым способом, исключаюн1им
с;|учай}1ое зависание готовых скорлуп в мат- рипах 2.
Ф о р м ула и :i о б р с г с ни я
- Устройство д. 1Я изгатов.пения CKop. iyn из пропитанного связующи.м минераловатного ковра, содержашее приводной барабан с радиальпо закрепленными коробчатыми мап - рицами, уетановлепные с возможностью н(;дъема-опускания трубчатые (lyancoHi)i с
0 перфорированной рабочей поверхностью, рычажный механизм обжатия с си, 1овы.м ци- .чиндром и замками пуансонов, натрубки подачи и отвода теплоносителя, отличающееся тем, что, с целью повьпнения производительности, оно снабжено несущими
пуансоны подвижными столами, прикреплен- пы.ми к расположеиным в продо;|ьных трубчатых направляющих каждой матрицы штока, и установ, 1епным с торца барабана на смежных нозициях запрессовки ковра и вы- грузки CKOp. iyn механизмом возвратно поступательного осево о перемещения столов с цуансонами, вьпюлпенным в виде бесконечной цепи с реечно-зубчатым приводом и прикрепленп1)1ми к противолежап1им учасг- кам цени поводками, контактирующими с
5 выступами в нижней части подвижн1 1х ст(- лов, в вертика. 1ьных cTCJiiKax которых кон- со.чьно устапов.чены подпружиненные пуансоны.
t
h15
( p jj. vv lA H К «..L. yi / .j- iv, f . yn/ . ,.
1 .
111
t
It -
s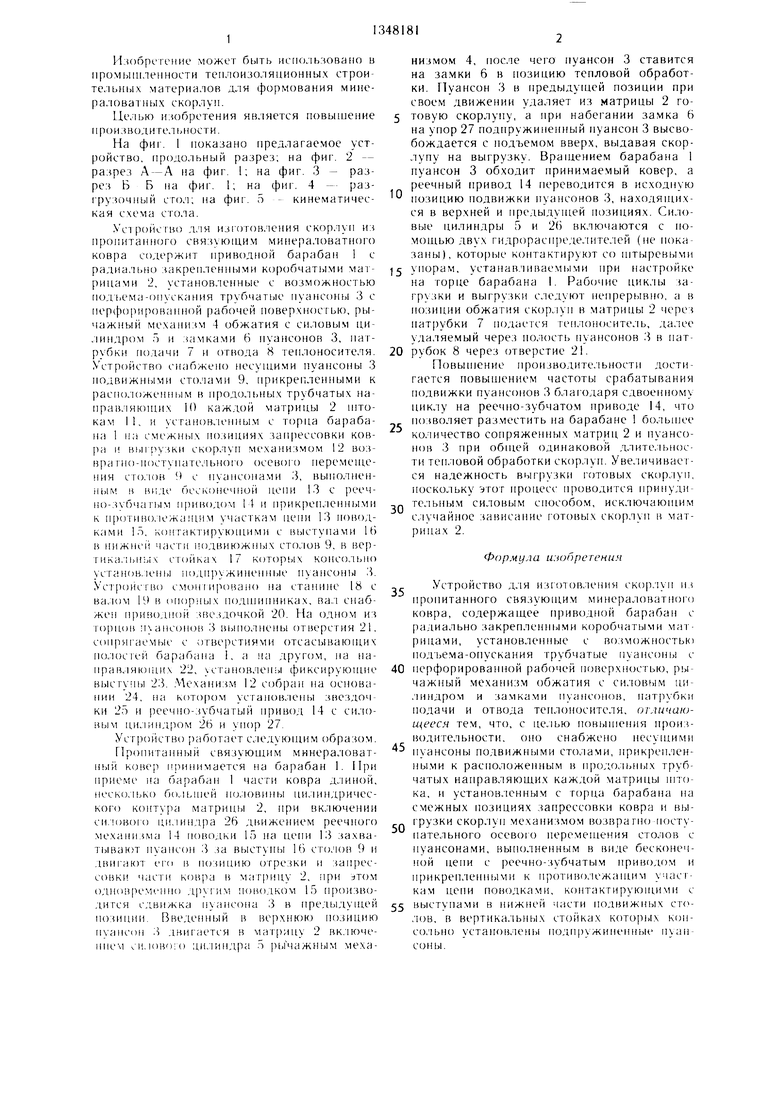
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления скорлуп и устройство для его осуществления | 1983 |
|
SU1198029A1 |
| Способ формования скорлуп из минераловатного ковра и устройство для его осуществления | 1985 |
|
SU1342738A1 |
| Устройство для формования минераловатных скорлуп | 1986 |
|
SU1411146A1 |
| Устройство для формования минераловатных скорлуп | 1985 |
|
SU1268424A1 |
| Устройство для формования скорлуп из минераловатного ковра | 1987 |
|
SU1418047A1 |
| Устройство для формования минераловатных скорлуп | 1985 |
|
SU1303567A1 |
| Способ изготовления скорлуп из минераловатного ковра | 1984 |
|
SU1265156A1 |
| Устройство для тепловой обработки поверхности минераловатного ковра | 1988 |
|
SU1620305A2 |
| Устройство для изготовления минераловатных плитных заготовок | 1986 |
|
SU1316828A1 |
| Способ формования минераловатных скорлуп и устройство для его осуществления | 1982 |
|
SU1052504A1 |

Изобретение относится к промышленности теплоизолянионны.х строительных материалов для формования минераловатных скорлуп. Цель изобретения - повышение производительности. Введенный в верхнюю позицию пуансон вдвигается в матрицу включением цилиндра рычажным механизмом, после чего пуансон ставят в позицию тепловой обработки. Иуансон в предыдущей позиции при своем движении удаляет из матрицы готовую скорлупу, а при набегании замка на упор подпружиненный пуансон вызывает скорлупу на выгрузку. Устройство увеличивает надежность выгрузки готовых скорлуп, поскольку этот процесс проводится принудительным силовым способом. 5 ил. со оо
фиг.2
/
LL
21 /j
/
LL
t
фиг.
Ik
23
фиг.5
(.,оставитс:1ь Б. Коган
Техред И. ВересКорректор И.
Тираж 524Подписное
Г осударственноп) комитета С(ХР по делам изобретений и открытий
I 13035. Москва, Ж 35. Раушская наб., д. 4/5 Производстнинш)полиграфическое предприятие, г. Ужгород, у.,1. Проектная, 4
Редакторам. Бандура Заказ 4809, U)
| Ангорское свидетельство СССР ЛЪ 1066185, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
