Изобретение относится к оСЗработке еталлон давлением и может быть иг.- пользовано и станах пернодич-сн .кой прокатки.
Цель изобретения - noBbU jeHiie - оходности рабочей клети.
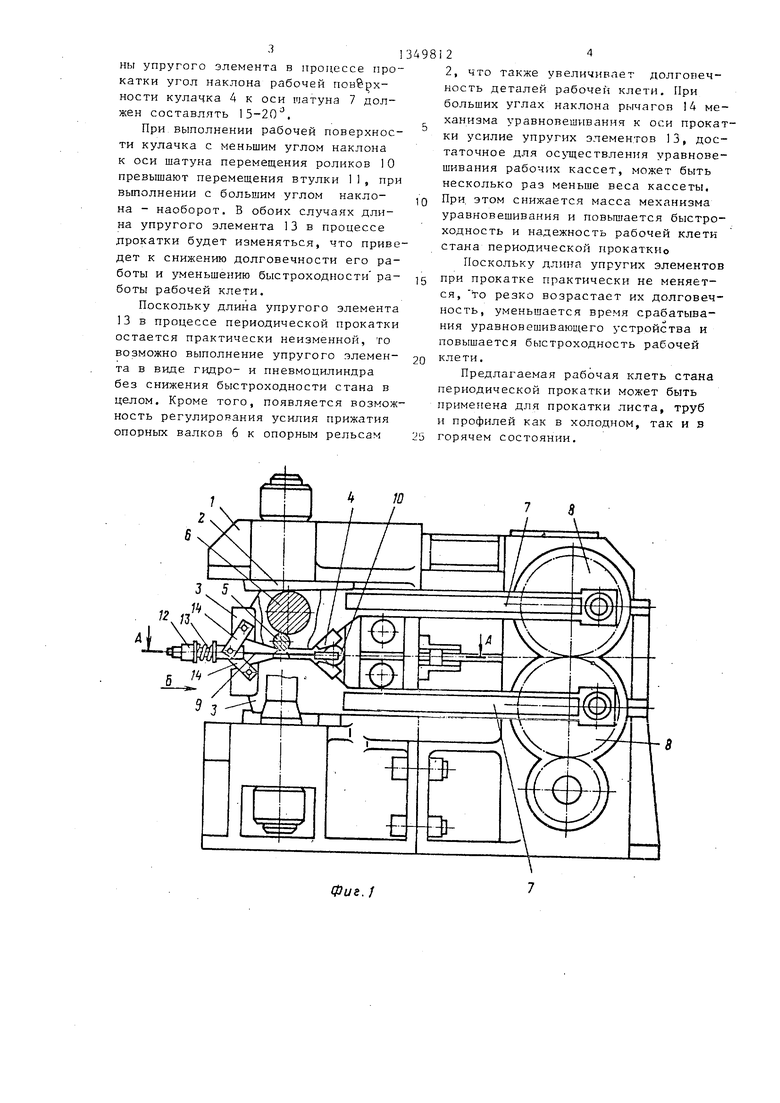
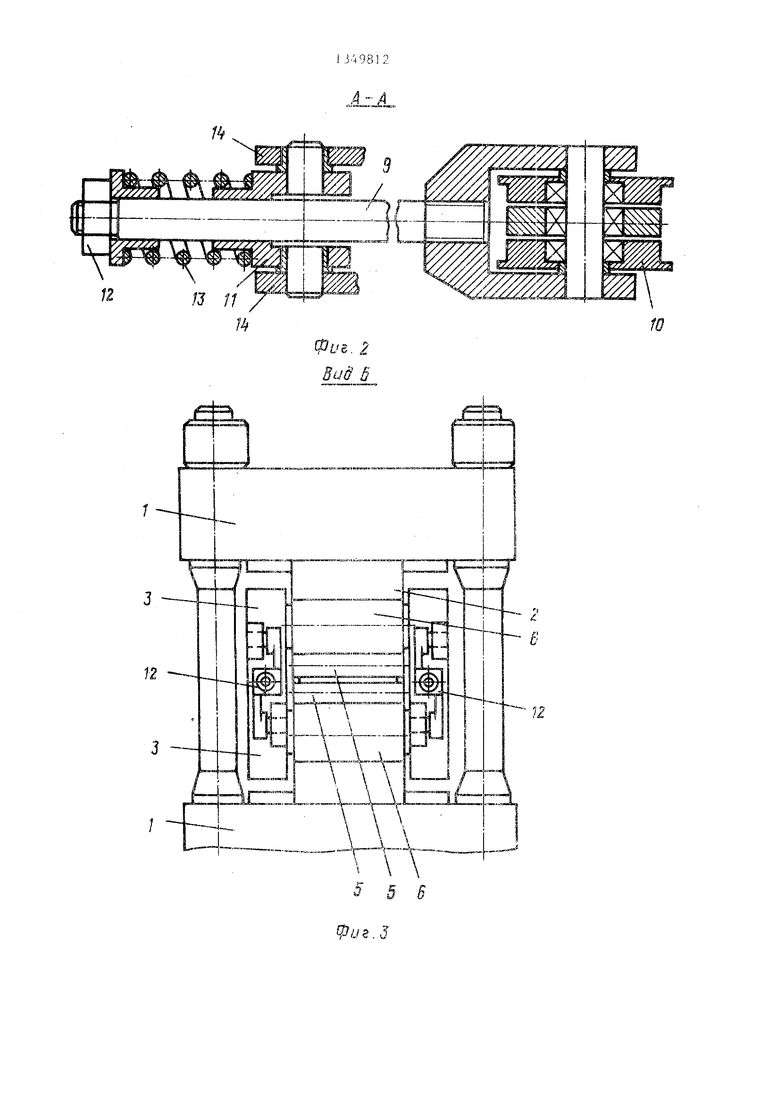
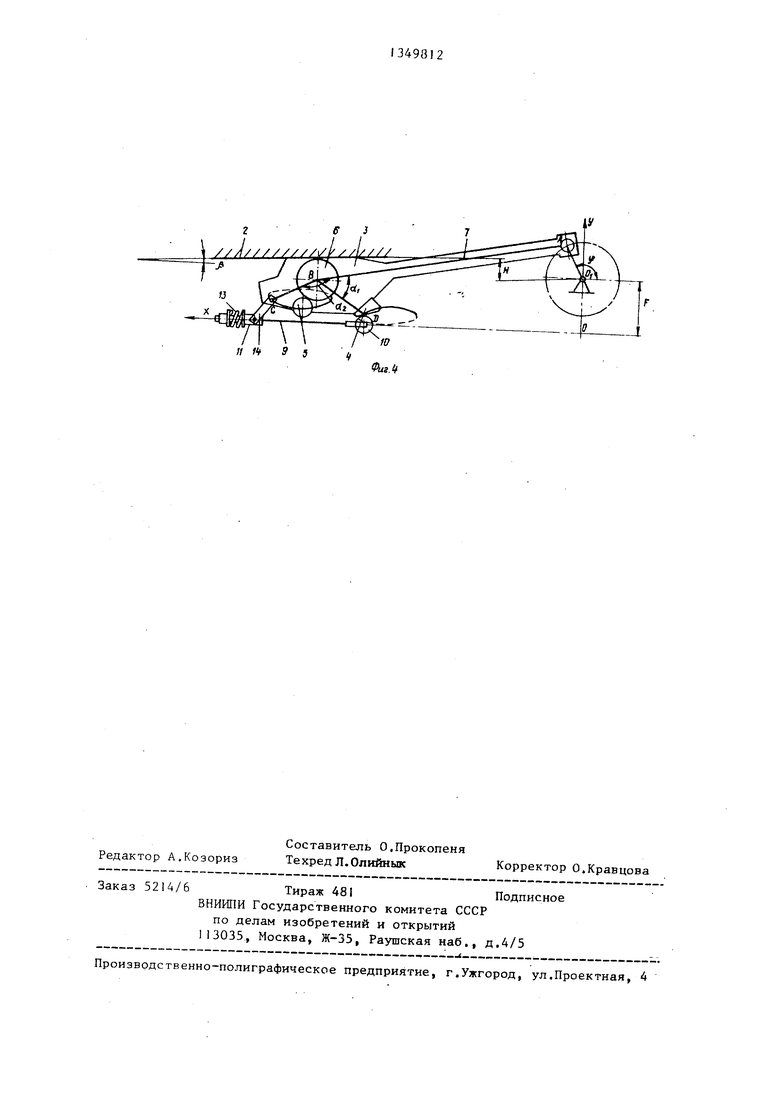
На фиг. 1 представлег а рабочая леть 5, общий вид; на фиг, 2 - разре:, -А на фиГо ; на фиг, 3 - вид R на иг,1; на фиг. 4 - кинематическая хема привода верхней кпссеть,
Рабочая клеть стана периодическор рокатки сод.ержит станину 1 с закепленными в ней гфофилировакн гми ельсами 2, две размещеннь1е з стание подвижные кассеты 3 с закрепленными на HPIX кулачками 4, установленною в кассетах рабочие 5 и ко;г1 акти- рующие с профилирснанными рельсами опорные залки 6, механизмы возвратно-поступательного перемещения кас- С 2Т в виде жестко соединенных с ними шатунов 7 и приводных кривошипов 8, расположенные кассетами параллельно оси прокатки тяги 9, на СДР-ЮМ конце каждой из которых закреплен ро- лик 10, контактирующий с Ky n i4KaNrH,, а на другом установтгены подвижная втулка 1, регулировочная гайка I2 и расположенный между ними угтругий элемент 13 и рычаги 14, и;арнирко соединяющие подвижные втулки с каждой и.з кассет.
В процессе подготовки рабо -:ей клети тяги 9 с роликами 10 помещаются ме}кду кассетами 3 так., чтобы )алики располагались между кулачками 4, затем рычаги 14 шарнирно закрепляются на каЬсетах 3, после чего устанавли- BciBTCH упругий элемент 13 и затяги- BSieTCH гайкой 12, Путем перемещения гг1Йки 12 создается необходимое для уравновешивания кассет усил1;е,
Рабочая клеть стана периодг-гческой п юкатки работает след пощим o6pa3ON:, Две рабочие кассеты 3 с рабочими 5 и опорными валками 6, обкатывающимися по профилированным рельсам 2 неподвижной станины 1, совершают воз- в 1: атно-по с тупа тельное перемещение от кривошипно-шатунных механизмов к обжимают периодически подаваемую з зсну деформации заготовку,
В продёссе движения кассет 3 расстояние между ними изменяется, ось шарнирного крепления рычага 14 к ра- бсчей кассете перемеп1ается по траектории а, а точки рабочей поверхнос
22
Г1-; А улаь:ка 4 по к )иной Ь. Траектории дви1 :г-ния л,Ь от угла (./ поворота криЕошкпа 8 и его длины О,Л от длинь: ЛВ шат З на 7, радиуса сяифиого валка 6 угла наклона f} опср -:ог о рельса 2 к оси прокатки от расстояний ВС,: BD, H,F( фиксированных уг лов d-. и с(о и определяются однозначно. П1зи уменьшении расстояния от оси прокатки , т,о игрнира С чаг ,- 14 (траектория л) ггоследннй по- норзчи.вается на некс горь й угол, перемещая тй гу 9 и подвижную итулку 1 1 н сторону выхода (по оси х), однако рочики 10 в это врем:-; также перемещаются (в соответствии с траекторией Ь) в ту я;е сторону, что и одзижная втулка. Ветви траекторий г: и Ь обоз- :ач;-ны оди -1ако31, для соответствующих фаз движения, ут- ены -ение координаты г. - ;си у траект Ории а соответствует ве1гиченик; Ff о ординаты у траектории 6 , Величина и закон перемещения тя- т л 9 определяются профилем кулачков 4 -: г;;.1бира стся так, чтобь, длина упру- 1 ог с элемента 1 3 в продессе прокатки оставалась практически неизменной. Пс;строение проф:-;ля кулачка + из усло- 1: и:я постоянства длины упругого элв- 13 определяется следующимр услоя ;ями;:
Хд
i1Xp,
/J X
- оесконечно малые пеоелХр бесконечно мальве переме- дения роликов Ш в соответствии с ;Q профилем рабочей поверхности кулачков 4 ,
гдг jy, - бесконечно маль. е nepe -se- I i; иля ОЧКИ С по оси у.
1 ол накпоил рабочей почерхнос и Kyjii iKa 4 к оси шатун., опрсл-аляется по (Ьормуле
н а к о с; и х ;
,: - бесконечно малые перемещения точки ко; такта D по о си у,
j: соответств;«и с проведенными расчетам г-г по усло:зию постоянства дли I
ны упругого элемента в процессе прокатки угол наклона рабочей ности кулачка 4 к оси шатуна 7 должен составлять 15-20.
При выполнении рабочей поверхности кулачка с меньшим углом наклона к оси шатуна перемещения роликов 10 превышают перемещения втулки 1 , при выполнении с большим углом наклона - наоборот. В обоих случаях длина упругого элемента 13 в процессе Ярокатки будет изменяться, что приве дет к снижению долговечности его работы и уменьшению быстроходности работы рабочей клети.
Поскольку длина упругого элемента 13 в процессе периодической прокатки остается практически неизменной, то возможно выполнение упругого элемента в виде гидро- и пневмоцилиндра без снижения быстроходности стана в целом. Кроме того, появляется возможность регулирования усилия прижатия опорных валков 6 к опорным рельсам
498122, что также увеличивает долговечность деталей рабочей клети. При больших углах наклона рычагов 14 механизма уравновешивания к оси прокатки усилие упругих элементов 13, достаточное для ос тцествления уравновешивания рабочих кассет, может быть несколько раз меньше веса кассеты.
10 При, этом снижается масса механизма уравновешивания и повьшгается быстроходность и надежность рабочей клети стана периодической прокаткио
Поскольку длина упругих элементов
15 при прокатке практически не меняется, то резко возрастает их долговечность, уменьшается время срабатывания уравновешивающего устройства и повышается быстроходность рабочей
20 клети.
Предлагаемая рабочая клеть стана периодической прокатки может быть применена для прокатки листа, труб и профилей как в холодном, так и в
25 горячем состоянии.
Фиг.}
ив. 2 Ви& В
2
iJJus.3
556
// V S Sti
Редактор А.Козориз
Составитель О.Прокопеня Техред Л.Олийнык
Заказ 5214/6Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5
, -.пп .|Ц ТГ И1 | -Т-1-П Т--| J, и -П1ПИИ1Ш| - т П--у11-||-иГШ И1Ш ЦИ - Ж|-ИИ ЛГГГТ
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг Л
Корректор О.Кравцова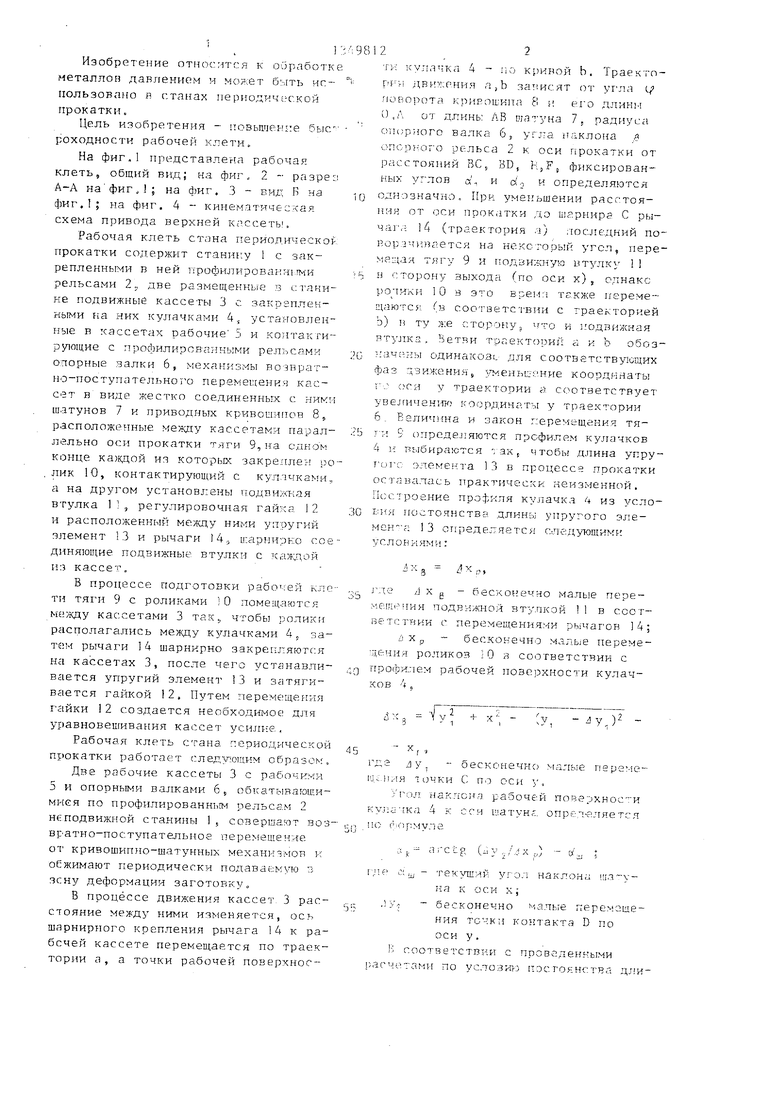
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан периодической прокатки | 1978 |
|
SU1055552A1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| Привод перемещения клети стана периодической прокатки | 1981 |
|
SU1014608A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| Рабочая клеть стана периодической прокатки | 1984 |
|
SU1337156A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
| РАБОЧАЯ ЛИНИЯ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2013 |
|
RU2539882C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2349400C1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Предварительно напряженная прокатная клеть | 1973 |
|
SU470314A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Биск М.Б | |||
| и др | |||
| Холодильная деформация стальных труб, ч.2 | |||
| Средне- уральское изд-во, 1977, с,48. | |||
