1
Изобретение относится к vipOKaTrio- му производству И наиболее эффективно может быть использовано на прокатных станах для производства продоль- ных периодических профилей-.
Цель изобретения - повышение качества проката.
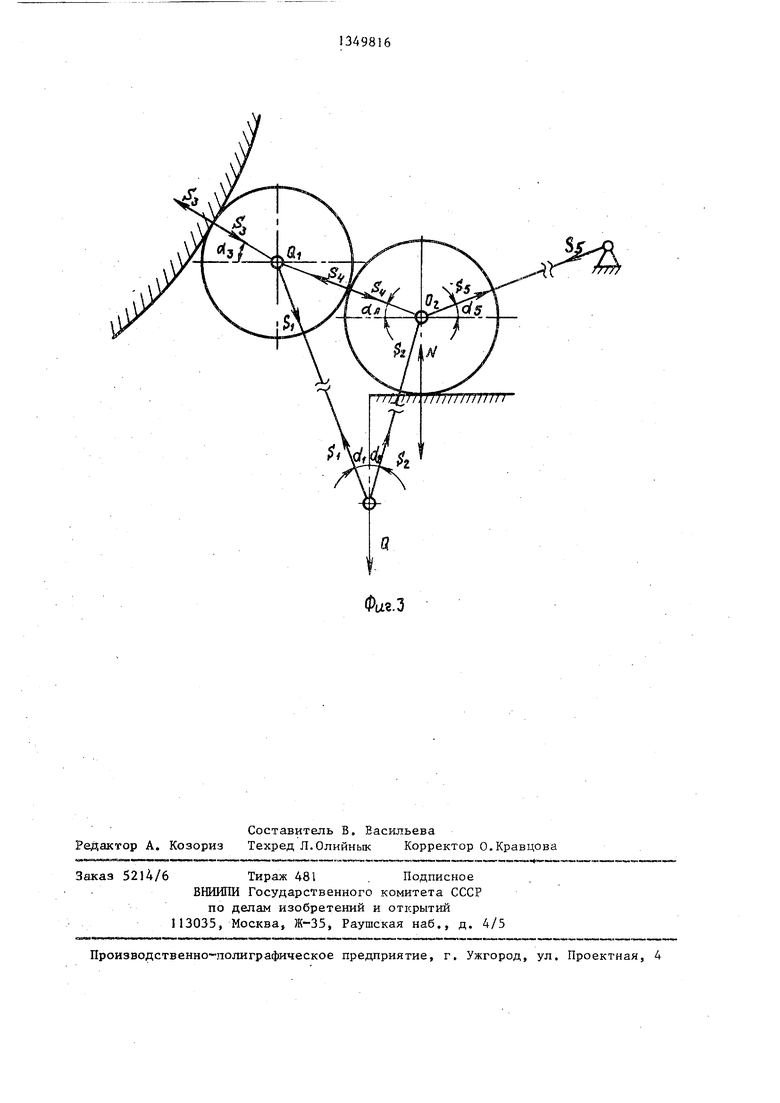
На фиг. 1 представлена клеть пе-- риодической прокатки, общий вид; на фиг. 2 - то же, разрез; на фиг, 3 схема усилий, действующих в устройстве
Клеть периодической прокатки содержит верхний периодический 1 и н:жк НИИ цилиндрический 2 прокат-ш-е ва;,:- ,ки. Непосредственно за прокатными валками по оси прокатки установ.пена выводная роликовая проводка содержащая корпус 3 с ни:кним 4 и верхним 5 горизонтальными роликами,, Верхний ролик связан через рычаги 6 к 7 с прижимающим механизмом и корпусом.
Выводная проводка снабжена дополнительным направляющим роликом 8, расположенным между верхним периодическим прокатным валком i и верхним роликом 5 с возможностью взаимодействия с периодической поверхностью 9 валка 1 и цилиндрической поверхность 10 ролика 5, причем оси II и 12 обои верхних роликов шарнирно связань; ры- чагШ и 13 и 14 между собой к с прижимающим механизмом.
Такое решение обеспечива ет посто- янное прихсатие ролика 8 к поверхностям 9 и 10 валка 1 и ролика 5, Причем плотный контакт указанных элементов обеспечивается постоянно через рычаги 6, 13 и 14 прижимающим меха- низмом даже в случае изменения расстояния между элементами вследствие износа их контактных поверхностей.
В проводке перед верхним роликом установлен отбойник 15 клиновидной формы, который предназначен для предотвращения попадания и заклинивания проката между прокатным валком и роликами 5 и 8, а также для исключения удара переднего конца проката по верхнему ролику 5. Корпус выводмой роликовой проводки закреплен на брусе 16 прокатной клети Для ограничения вертикального смещения верхнего ролика ниже определенной отметки на рычаге 7 установлен ограничивающий болт 17.
Клеть периодической прокатки обеспечивает повьшение качества проката
2
осуществления правки проката в горячем состоянии непосредственно после выхода MeTajma из валков роликами выводной роликовой коробки. Наличие дополните-пьного направляющего ролика позволяет осуществлять правку периодического проката, уменьшая его кривизну в продольном направлении,; а также очищать поверхность калибра периодического валка и тем самым улучшать чистот; поверхности проката Кроме того, очистка к;1пибра периодического валки уменьшает износ рабочей поверхности валка и повьщ ает срок службы ва.пков.
Правка осуш.ествляется усилием Q {сриг. 3), которое передается рычагами 6j 13 и 14 от прижимающего механизма. Величина этого усилия определяется по известным форм -лам для определения усилий, необходимых при правке сортового проката, причем выбирается усилие, необходимое для правки сечения с максимальной толщиной.
Радиусы верхних направляющих роликов 8 и 5 (фиг, 1) определяются исходя из разности максимального и минимального катающих диаметров и соответственно разности максимальной и минимальной то.лщин поперечного сечения профиля Длины рычагов 6, 7, 13 и 14 выбираются конструкт 1вно с учетом особенностей конструкции станины прокатной кпети. Углы (о(.,+ }J) о; 4 и Kj (фиг. 3) определяются исходя из известных величин длин рычагов и радиусов верхних роликов.
Усилия Б - Sj (фигв 3), действую ире в элементах конс;трукции клети, находим используя формулы, выведенны на основании уравне-ний равновесия сил
.
sin ( а, +0,)
sin а с
-04,;
S.
Q Г а 4-соз((г) + L sin( 0,4-0/2) sin( )
где Q - усилие, необходимое для правки периодического проката; N - величина реакции прокатного профиля на верхний ролик.
Клеть периодической прокатки работает следующим образом.
При вращении прокатных валков 1 и 2 вращательное движение от верхнего периодического прокатного валка 1 через дополнительный направляющий ролик 8 передается к верхнему ролику 5 проводки, который соприкасается с поверхностью проката. Вращение верхнего ролика облегчает условия входа переднего конца проката между роликами 4 и 5, стабилизирует процесс правки и предотвращает заклинивание проката после выхода заднего конца последнего из прокатных- валков. Верхний ролик 5, обкатываясь по пе- риодической поверхности проката, осуществляет правку каждого поперечного сечения его по всей длине. Одновременно дополнительный ролик 8 очищает
sin oil sin(iy 4-rf-b ) sin ex s
поверхность 9 калибра верхнего валка 1 .
Таким образом, клеть периодической прокатки позволяет повысить ка- чество проката, а также производительность оборудования.
Формула изобретения Клеть периодической прокатки,
включающая верхний и нижний прокатные валки, установленную за ними выводную проводку, содержащую корпус, размещенные в нем верхний и нижний направляющие ролики, рычажный меха-
низм прижима верхнего ролика, о т- личающая ся тем, что, с це-, лью улучшения качества проката, выводная проводка снабжена дополнительным направлякяцим роликом, взаимодействующим с верхним прокатным валком и верхним направляющим роликом,, причем их оси и механизм прижима верхнего ролика щарнирно связаны между собой рычажным механизмом.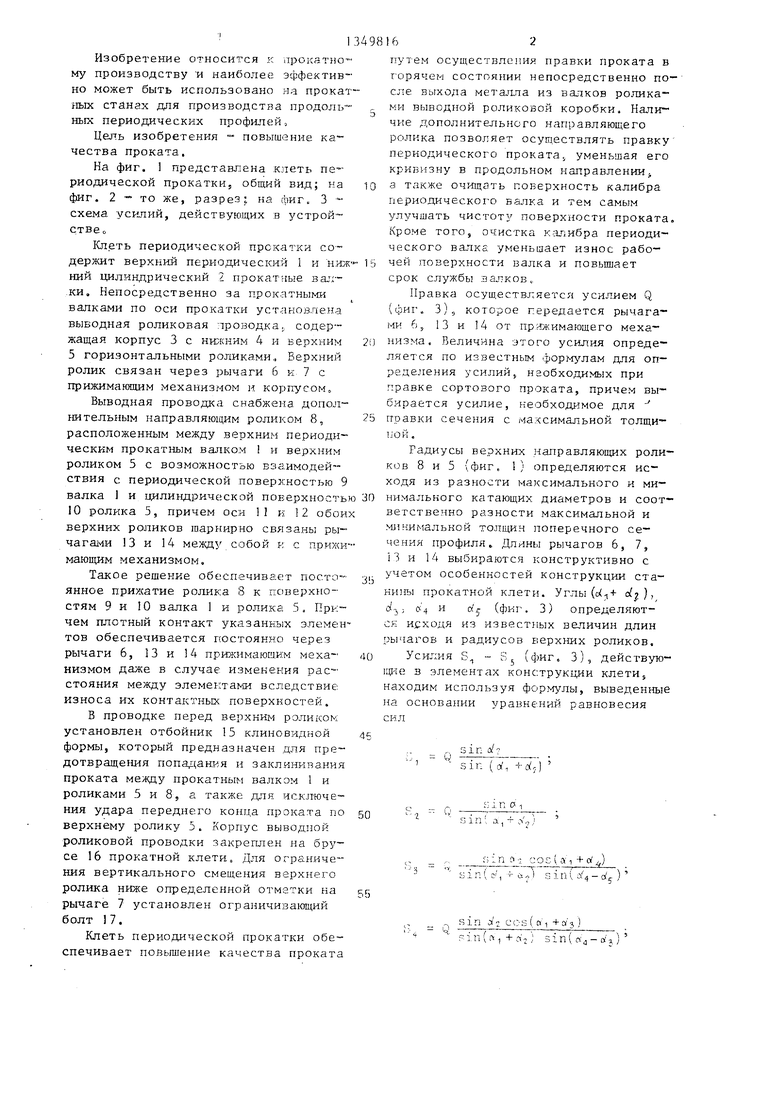

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для периодической прокатки | 1987 |
|
SU1533797A1 |
| Роликовая проводка для периодических профилей | 1990 |
|
SU1775200A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| Способ настройки роликовой проводки прокатной клети и устройство для его осуществления | 1981 |
|
SU975132A1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| Прокатно-ковочный стан | 1980 |
|
SU937067A1 |
| Валковая арматура роликовой правильной машины | 2019 |
|
RU2701610C1 |
Изобретение относится к области прокатного производства и наиболее эффективно может быть использовано на прокатных станах для производства продольных периодических профилей. Целью изобретения является повышение качества проката. Клеть включает верхний периодический 1 и нижний цилиндрический 2 валки, установленную за ними выводную роликовзпо проводки с нижним и верхним горизонтальными роликами, причем верхний ролик шарнир но связан с рычажным механизмом его прижима. Проводка снабжена дополнительным верхним роликом 8, расположенным между верхним прокатным валком и верхним роликом с возможностью взаимодействия с периодической поверхностью валка и цилиндрической поверхностью ролика, причем оси обоих верхних роликов шарнирно связаны рычагами между собой и с механизмом прижима. 3 ил. с S СО 4 СО «&.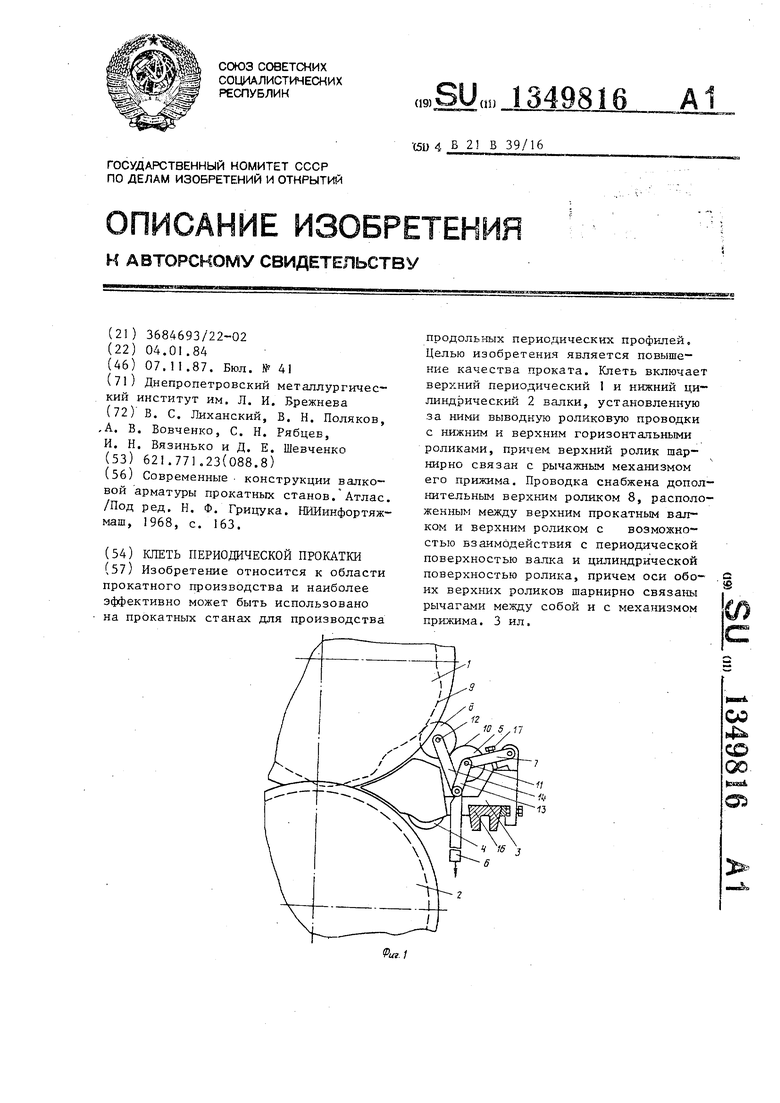
Составитель В. Васильева Редактор А. Козориз Техред Л.Олийнык Корректор О.Кравцова
Заказ 5214/6 Тираж 481 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Современные конструкции валковой арматуры прокатных станов | |||
| Атлас | |||
| /Под ред | |||
| Н | |||
| Ф | |||
| Грицука | |||
| НИИинфортяж- маш, 1968, с | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
