113
Изобретение относится к обработке металлов давлением, а именно к листовой штамповке.
Цель изобретения - снижение трудоемкости изготовления уголков.
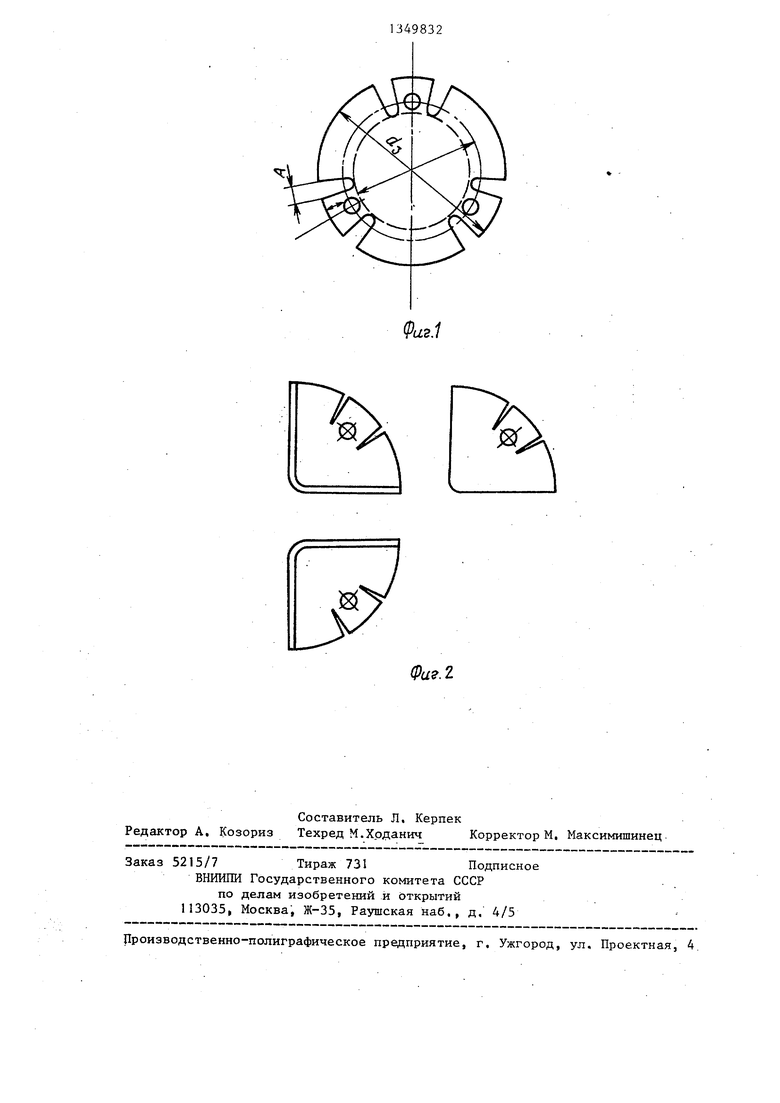
На фиг, 1 изображена круглая заготовка с пробитыми в ней отверстиями и технологическими пазами; на фиг, 2 - уголок после опер-ации вытяжки и калибровки, .
По предлагаемому способу трехгранные уголки изготовляются следующим образом, В предварительно отрезанной от листа полосе пробиваются отверстия под крепежные элементы за один ход пресса. Затем вырубается круглая заготовка, вконтуре которой по обе стороны о т калодого отверстия выполняются радиусные технологические пазы с .шириной А паза по периметру круглой заготовки, определяемо по формуле
. А п
где dj - диаметр круглой заготовки; п - количество технологических
пазов,
и глубиной паза не менее суммы величин диаметра пробиваемого отверстия и перемычки между отверстием и контуром круглой заготовки. Вырубка круглой заготовки с технологическими пазами может производиться одновременно с пробивкой отверстий или раздельно от этой операции,
После пробивки отверстий и вырубки круглой заготовки с технологическими пазами полученную заготовку вытягивают в виде уголка по предварительным -размерам, а затем калибруют по окончательным размерам. Причем при выполнении этих операций технологические пазы указанной формы и -размеров предохраняют пробитые отверстия от искажения.
9832 -2
Таким образом, изготовление уголков по предлагаемому способу позволяет снизить трудоемкость их изготовления на 2-3 операции (за счет одновре- 5 менной пробивки всех отверстий),
Формула изобретения
5
0
1, Способ изготовления полых
изделии из листового материала, включающий операции вырубки из полосы круглой заготовки, вытяжки, калибровки и пробивки отверстий под крепеж-, ные элементы, о тличающий- с я тем, что, с целью снижения трудоемкости изготовления, сначала в полосе пробивают все отверстия под крепежные элементы и осуществляют вырубку круглой заготовки с радиусными технологическими пазами, расположенными по обе стороны от каждого отверстия, причем ширина А технологического паза по линии контура круглой заготовки определяется по формуле
А Ол22 з
где d - диаметр круглой заготовки;п - количество технологических
пазов,
и глубина технологических пазов принимается не менее суммы величин диа- метра пробиваемого отверстия и перемычки между отверстиями и контуром круглой заготовки, а затем производят вытяжку,
2,Способ поп, 19отлича- ю щ и и с я тем, что пробивку отперстий под крепежные элементы и зырубку заготовки осуществляют последовательно,
3,Способ по п, 1, о т л и ч а - ю щ и и с я тем, что пробивку отверстий под крепежные элементы и вырубку заготовки осуществляют одновременно.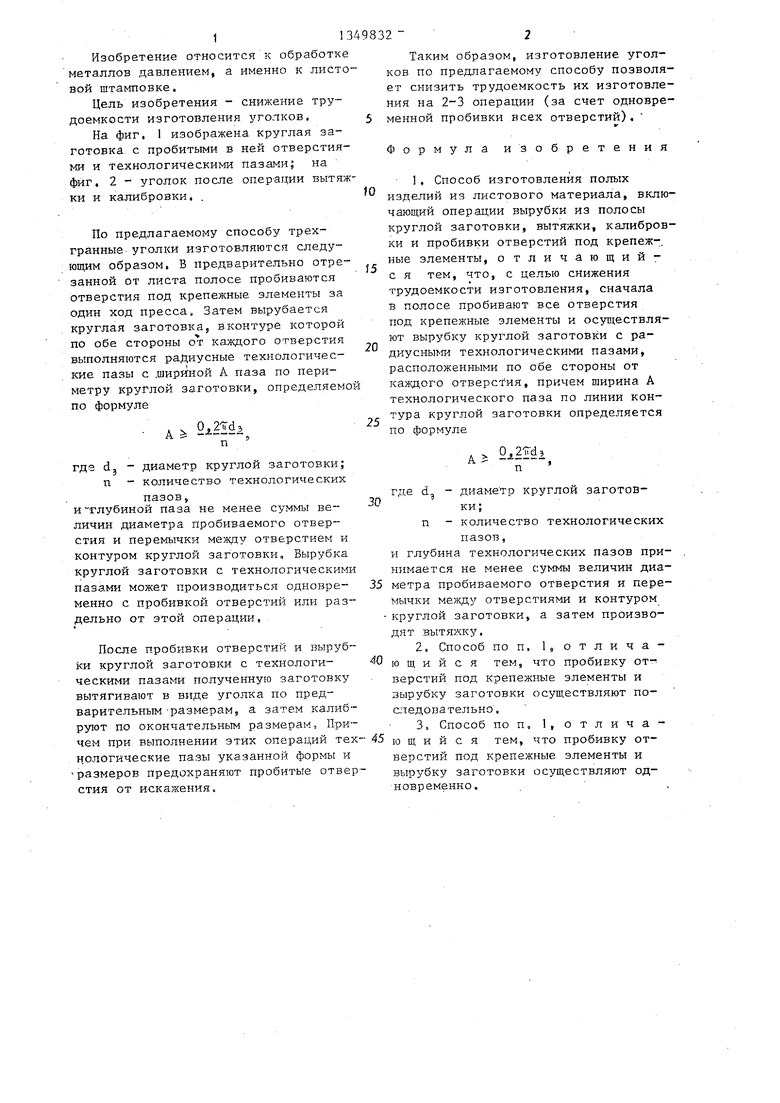
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| Фланец и способ штамповки фланца | 2015 |
|
RU2620535C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| Способ последовательной штамповки пластин сердечников электрических машин | 1990 |
|
SU1787622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
| СПОСОБ ПОЛУЧЕНИЯ БОРТА ОТВЕРСТИЯ СЛОЖНОГО ПО ГЕОМЕТРИИ В ПЛАНЕ НА ДЕТАЛИ | 1994 |
|
RU2095176C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Вентиляционная решетка и способ ее изготовления | 1991 |
|
SU1795234A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ получения круглых листов из широкорулонного материала | 1977 |
|
SU685391A1 |
Изобретение относится к обработке металлов давлением, а именно к листовой штамповке. Целью изобретения является снижение трудоемкости изготовления уголков. В полосе предварительно пробиваются отверстия под крепежные элементы. Вырубается круглая заготовка с радиусными технологическими пазами по обе стороны от каждого отверстия с шириной паза А, определяемой по формуле А & 0,2irdj/n , где d, - диаметр круглой заготовки, п - количество технологических пазов, и глубиной паза де менее суммы величин диаметра пробиваемого отверстия и перемычки между краем отверстия и краем круглой заготовки. Полученную заготовку вытягивают в виде уголка по предварительным размерам, а затем калибруют по окончательным размерам. При этом отверстия не меняют свои размеры и форму. 2 з.п. ф-лы, 2 ил. с SS Х 30
Составитель Л. Керпек Редактор А. Козориз Техред М.Хрданич Корректор М, Максиьшшинец
Заказ 5215/7 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Рроизводственио-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4.
Фа.2.
| Мещерин В | |||
| Т, Листовая штамповка: Атлас схем | |||
| Машиностроение, 1975, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
