Изобретение относится к обработке металлов давлением и относится к способам вытяжки полых изделий из листовой заготовки,
Цель изобретения - расширение тех нологических возможностей за счет обеспечения вытяжки без прижима.
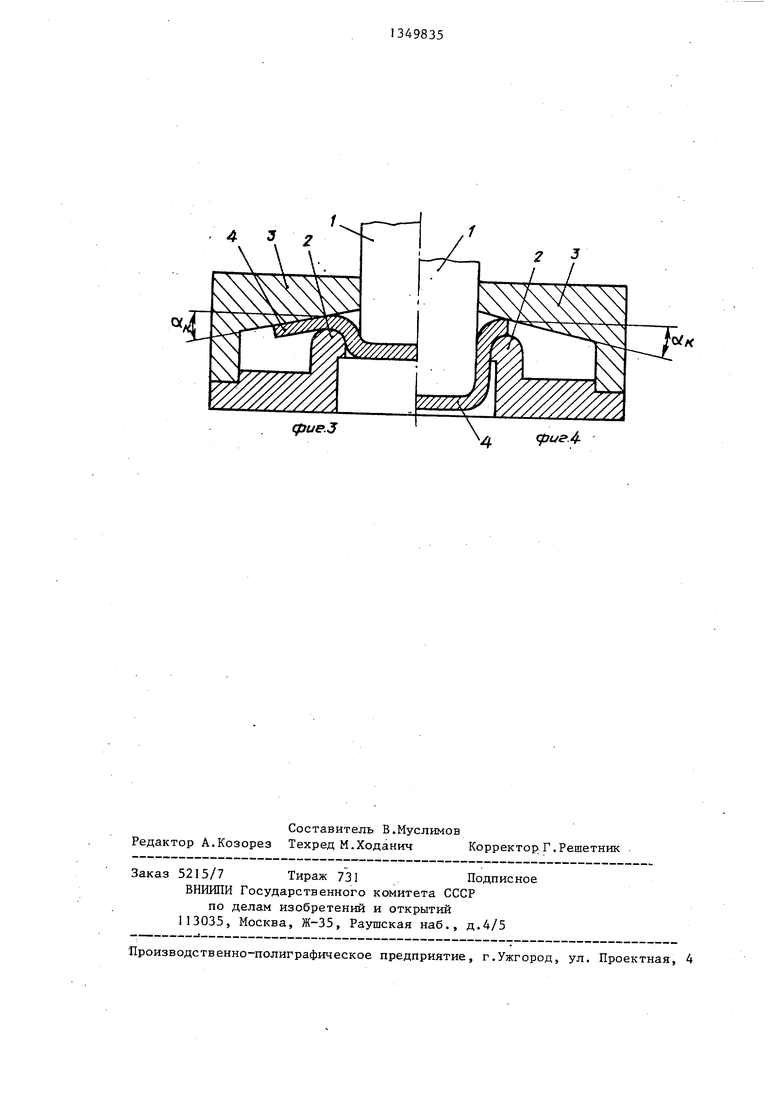
На фиг.1 изображено устройство для осуществления способа в исходном положении,общий вид, продольный разрез; на фиг. 2 - то же, в момент формования конуса; на фиг.З то же в промежуточный момент вытяжки; на фиг,4 - то же, в заключительный момент вытяжки.
Устройство содержит пуансон 1, матрицу 2, конусоограничитель 3.
Способ осуществляется следующим образом.
Плоскую листовую заготовку 4 помещают между матрицей 2 и конусоог- раничителем 3 (фиг.1) , который подводят до опирания его в матрицу 2 и прижимают к последней (фиг.2). При зтом на периферийной части заготовки формуют конус ее относительно центральной части в направлении вытяжки с углом Ыц конусности. Периферийная часть заготовки 4 после формования конуса находится в свободной полости штампа.
На центральную часть заготовки 4 воздействуют усилием деформирования со стороны пуансона , при этом осуществляют вытяжку заготовки 4 без прижима периферийной части (фиг.З ). Нормальная составляющая окружных сжимающих напряжений прижимает периферийную часть заготовки 4 к конусо- ограничителю 3.. В конце процесса вытяжки полностью оформляется стенка изделия (фиг.4). Затем отводят пуансон 1, конусоограничитель 3 и извлекают изделие (не показано,
Угол конусности конуса периферийной части заготовки 4 определяют из выражения
0.97 Ro - г dti arecos
Л t
а исходную толщину заготовки ограничивают в пределах
/R ,г-ц r()
39,8677-п (2-п)
180°
Jk,
где . п - показатель степени уравне- ния степенной аппроксимации
кривой упрочнения материала; г - ра,циус вытягиваемого изделия;Rg- радиус заготовки.
Указанные величины угла конусности конуса и толщины заготовки 4, определяемые из приведенных выражений, предотвращают потерю устойчивости фланцевой части заготовки 4 во время формования конуса и в процессе вытяжки без прижима, так как при этом возрастает нормальная составляющая окружных сжимаю цих напряжений,
осуществляющая прижатие фланца заготовки 4 к конусоограничителю 3.
Предлагаемый способ по сравнению с известьшм имеет большие технологические возможности, поскольку он . позволяет осуществлять вытяжку без прижима.
Формула изобретения
Способ вытяжки полых изделий из листовой заготовки,, при котором на ее периферийной части предварительно формуют конус в направлении усилия вытяжки, отличающийся темл что, с целью расширения технологических возможностей за счет обеспечения вытяжки без прижима, конус формуют с углом конусности, . определяемым выражением
si,,, arecos
R,
- г
45
а заготовку выбирают с исходной толщиной, определяемой из следующего соотношения:
.(-5-г
39,8677. п12-пУ 80° «
где R - радиус заготовки; 50 г - радиус готовой детали;
п - показатель степени уравнения степенной аппроксимации кривой упрочнения штампуемого материала.
tpue.3
2
(риг4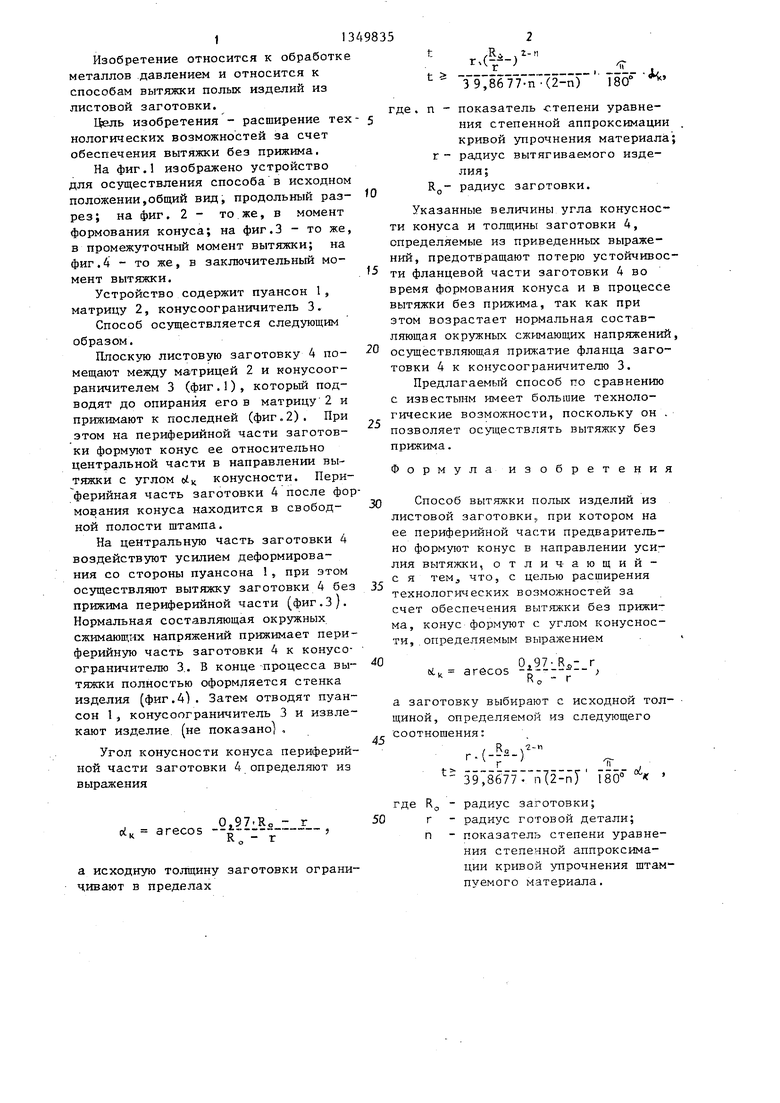
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки полых изделий из листовой заготовки | 1985 |
|
SU1303221A2 |
| Способ Колесова Ю.Б.вытяжки полых изделий из листовой заготовки | 1984 |
|
SU1245383A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для вытяжки без прижима полых детаipuf.f лей из плоской заготовки. Цель изобретения - расширение технологических возможностей за счет обеспечения вытяжки без прижима. Во время формования конуса и в процессе вытяжки без прижима предотвращается потеря устойчивости фланцевой части заготовки 4, так как при этом возрастает нормальная составляющая окружных сжимающих напряжений, осуществляющая прижатие фланца заготовки 4 к кону- соограничителю 3. Угол конусности конуса периферийной части з аготоБки 4 определяют из приведенного соотношения. Исходную толщину заготовки ограничивают в- пределах также приведенной зависимости. 4 ил. с S (Л фиг.2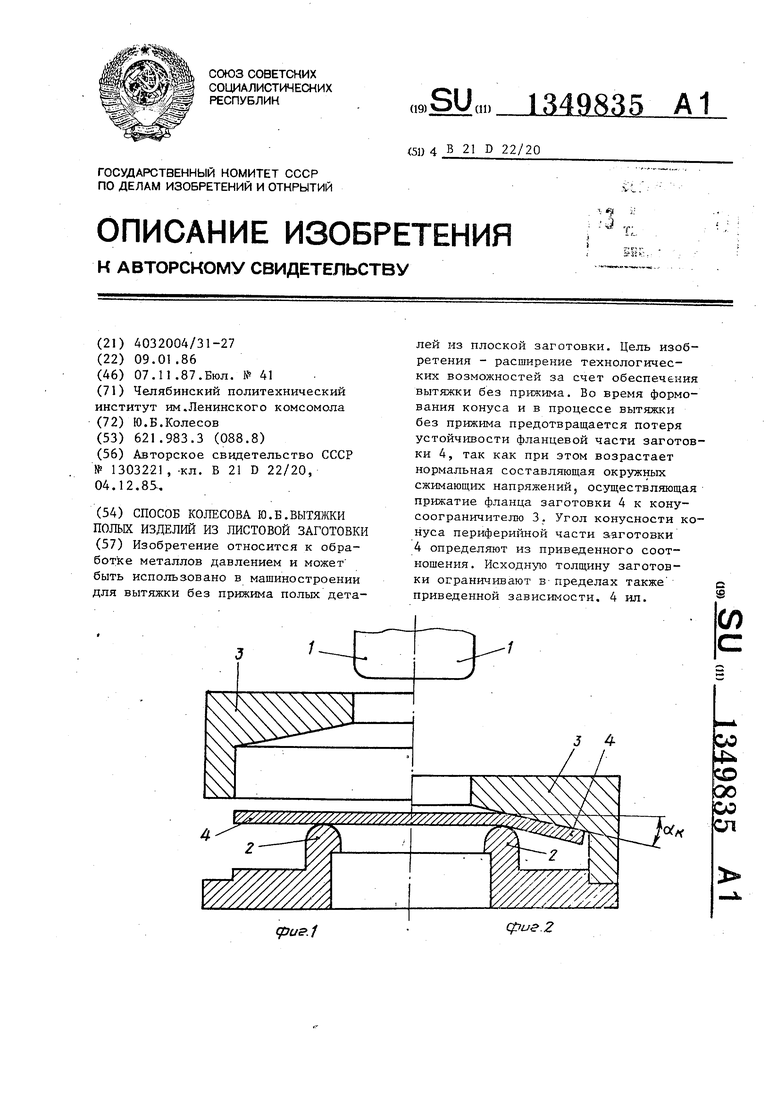
| Способ вытяжки полых изделий из листовой заготовки | 1985 |
|
SU1303221A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
