Изобретение относится к промышленности строительных материалов и может быть использовано в производстве малкоштуч- иых изделий для монолитного строительства.
Це,11ь изобретения - поЕаышение эксплуатационной надежности.
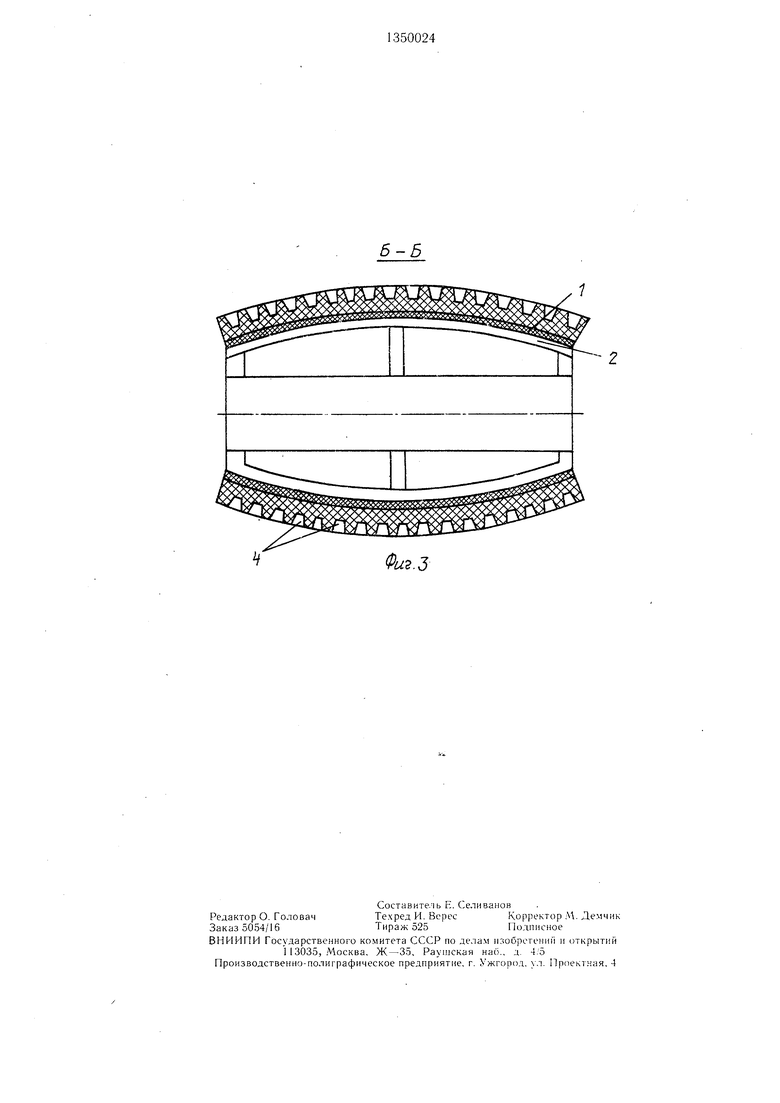
На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Установка содержит размещенный на раме формуюн 1ий транспортер в виде бесконечной гибкой ленты 1, о.хватывающей ве- дунщй 2 и натяжной 3 барабаны. Бесконечная гибкая лента 1 имеет формы 4, выполненные из эластичного материала и составляющие с ней одно целое. Установка также содержит устройство 5 .аля укладки формовочной смеси, устройство 6 для ее уплотнения и распалубочное устройство, выполненное в виде последовательно установленных на раме под бесконечной гибкой лентой 1 валков 7-9, имеющих опорные бочкообразные участки 10. Радиус кривизны опорных бочкообразных участков 10 не превышает радиуса ведущего барабана 2, который имеет бочкообразную поверхность с соотношением стрелы прогиба к его ширине 1:15-1:20.
Установка работает следующим образом.
Формовочная смесь укладывается устройством 5 в формы 4 бесконечной гибкой ленты 1 формующего транспортера, приводимого ведущим барабаном 2.
Устройством 6 формовочная смесь уплотняется в формах 4, твер.деет и после достижения распалубочной прочности поступает на расналубочное устройство, валки 7-9 которого деформируют бесконечную гибкую ленту 1 и эластичные стенки форм 4.
Опорные бочкообразные участки 10 валков 7-9 вызывают в бесконечной гибкой ленте 1 растягивающие усилия, что обеспечивает отделение формуемых изделий от поверхностей форм 4. При прохождении бесконечной гибкой ленты 1 над ведущим барабаном 2 формы 4, выполненные из эластичного материала, деформируются в трех измерениях с увеличением поперечного сечения всех фор.м 4, поступивших на бочкообразную поверхность ведущего барабана 2. Освобо жденные изделия, поверхность которых ранее была отделена от стенок форм 4, выпадают из формующего транспортера. Соотнощение радиуса кривизны валков
,j 7-9 и геометрических параметров ведущего барабана 2 об- спечивает улучшение распалубочных свойств установки за счет уменьшения трения .материала формуемого изделия о стенки форм.
0Формула изобретения
Установка для изготовления мелкоштучных изделий, содержащая размещенные на ра,ме формующий транспортер в виде охватывающей натяжной и ведущий барабаны бесконечной гибкой ленты с формами из эластичного материала, и распалубочное устройство., отличающаяся тем, что, с целью повыщения эксплуатационной надежности, распалубочное устройство выполнено в виде Q после; овательно устано вленных на раме под бесконечной гибкой лентой валков с опорными бочкообразными участками, радиус кривизны которых не превышает радиуса ведущего барабана, имеющего бочкообразную поверхность с отношением стрелы прогиба к его ширине 1:15-1:20.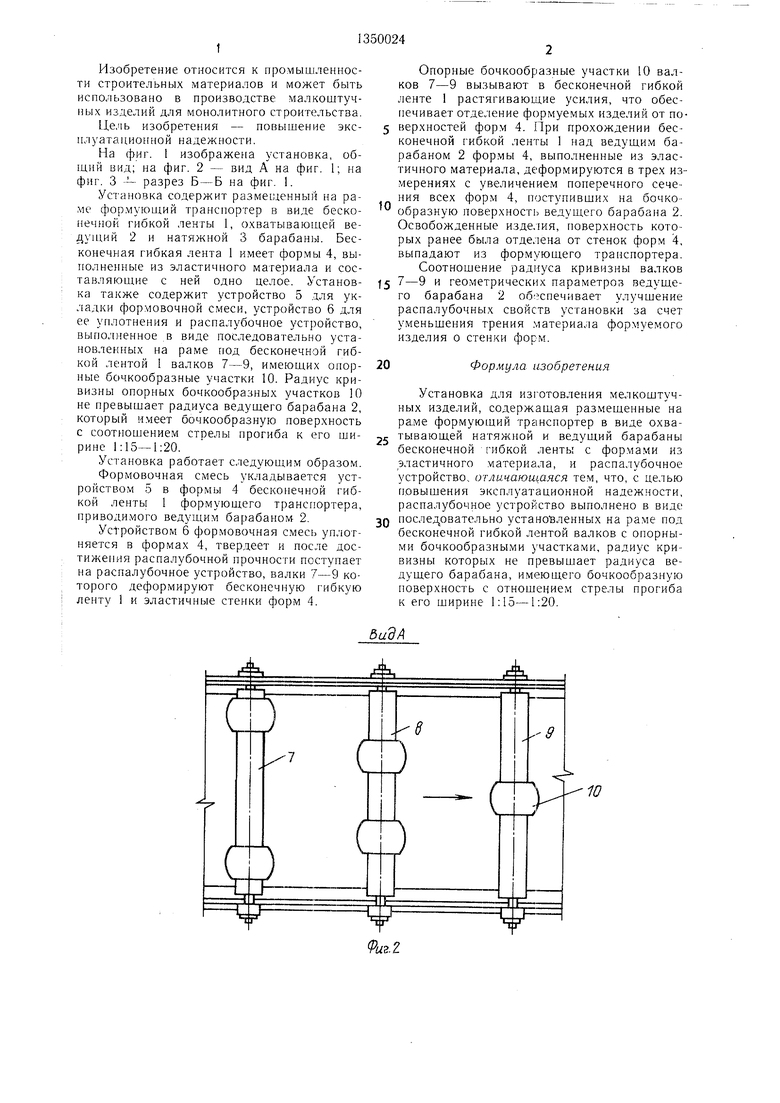
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕР ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПЛИТ НА ОСНОВЕ ГИПСОВЫХ ИЛИ ДРУГИХ ВЯЖУЩИХ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1992 |
|
RU2041064C1 |
| Способ изготовления бетонных мелкоштучных изделий | 1986 |
|
SU1395510A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ ИЗ БЫСТРОСХВАТЫВАЮЩИХСЯ МАТЕРИАЛОВ | 1971 |
|
SU301277A1 |
| Способ формования полых бетонных элементов | 1985 |
|
SU1323393A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ МЕТОДОМ ВИБРОПРОКАТА БЕТОННЫХ, ЖЕЛЕЗОБЕТОННЫХ ИЛИ ИНЫХ СТРОИТЕЛЬНЫХИЗДЕЛИЙ | 1962 |
|
SU150397A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ из БЫСТРОТВЕРДЕЮЩИХ МАСС | 1968 |
|
SU217257A1 |
| Шаблон | 1979 |
|
SU863177A1 |
| ПОДБОРЩИК ПЛОДОВ БАХЧЕВЫХ КУЛЬТУР | 2008 |
|
RU2367134C1 |
| Устройство для дробления сыпучих материалов | 1983 |
|
SU1127630A1 |
| БАРАБАННЫЙ ПОДБОРЩИК-ПОГРУЗЧИК ПЛОДОВ БАХЧЕВЫХ КУЛЬТУР | 2007 |
|
RU2333630C1 |
Изобретение относится к промышленности строительных материалов и может быть использовано в производстве мелкоштучных изделий для монолитного строительства. Цель изобретения - повышение эксплуатационной надежности. Установка содержит формируюш.ий транспортер, устройство 5 для укладки на него формовочной смеси, устройство 6 для ее уплотнения и распалу- бочное устройство, выполненное в виде последовательно установленных под бесконечной гибкой лентой 1 формуюш,его транспортера валков 7, 8 и 9, имеюидих опорные бочкообразные участки. Радиус кривизны опорных бочкообразных участков не превышает радиуса ведуш,его барабана 2, который имеет бочкообразную поверхность с соотношением стрелы прогиба и его ширины 1:15-1:20. Валки 7, 8 и 9 деформируют при поступлении на их опорные бочкообразные участки бесконечную гибкую ленту 1 и выполненные заодно с ней из эластичного материала формы 4, что обеспечивает отрыв отформованных изделий от стенок форм 4. 3 ил. (Л 7 6 ff . } со сд о о ю 4;
6-5
Физ.З
| Установка для непрерывного изготовления строительных изделий | 1979 |
|
SU961960A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| КОНВЕЙЕР ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ЛИТЬЕВЫМСПОСОБОМ | 1972 |
|
SU420458A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
