Л
х
(Л
4
стыковьшаются частью своего сечения подводящий лоток (Л) 9 и транспортирующий Л 10. При этом Л 10 смой- тирован за торцом винта 2 со смещением относительно его оси. Вьшолне- ние примыкающего к Л 10 отрезка Н 3 длиной не менее шага винта 2 от его торца по линии, касательной к винтовой рабочей поверхности грани винта 2, обеспечивает транспортирование деталей по пространственной трассе
на десятки метров с высотой более де- .сяти метров. При проталкивании деталей 6 и Л 10 имеет место линейный контакт рабочей поверхности толкающей грани витка винта 2 с контактирующими деталями 6. Удельные давления, возникающие от воздействия витков винта 2 на .торцовую часть деталей 6, будут в десятки раз меньше,чем при проталкивании деталей 6 с точечным контактом. I 3. п. ф-лы, 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1981 |
|
SU1019756A1 |
| Система дистанционного транспортирования и распределения штучных изделий | 1986 |
|
SU1350085A1 |
| Транспортирующая труба | 1981 |
|
SU967917A1 |
| Винтовое транспортирующее устройство | 1984 |
|
SU1537620A1 |
| Устройство для транспортирования и переориентирования деталей | 1988 |
|
SU1530542A1 |
| Устройство для транспортирования и ориентирования деталей | 1988 |
|
SU1590422A1 |
| Гидродинамическая установка для жидкостной обработки деталей | 1980 |
|
SU881153A2 |
| Загрузочно-транспортирующее устройство | 1984 |
|
SU1149559A1 |
| Машина для непрерывной вибрационной обработки деталей | 1975 |
|
SU529063A1 |
| Устройство для ориентированной подачи изделий | 1982 |
|
SU1033398A1 |
Изобретение относится к подъемно-транспортному машиностроению.Цель изобретения - уменьшение поврезвдае- мости транспортируемых изделий и увеличение дальности транспортирования. Вдоль поворотного винта 2 устройства установлены копирные направляющие (Н) 3. К последним при- ;
Изобретение относится к подъемно- транспортному машиностроению, а именно к устройствам для транспортирования деталей, и может быть использо- вано в различных отраслях промьшшен- ности.
Цель изобретения - уменьшение повреждаемости транспортируемых деталей и увеличение дальности транспор- тирования.
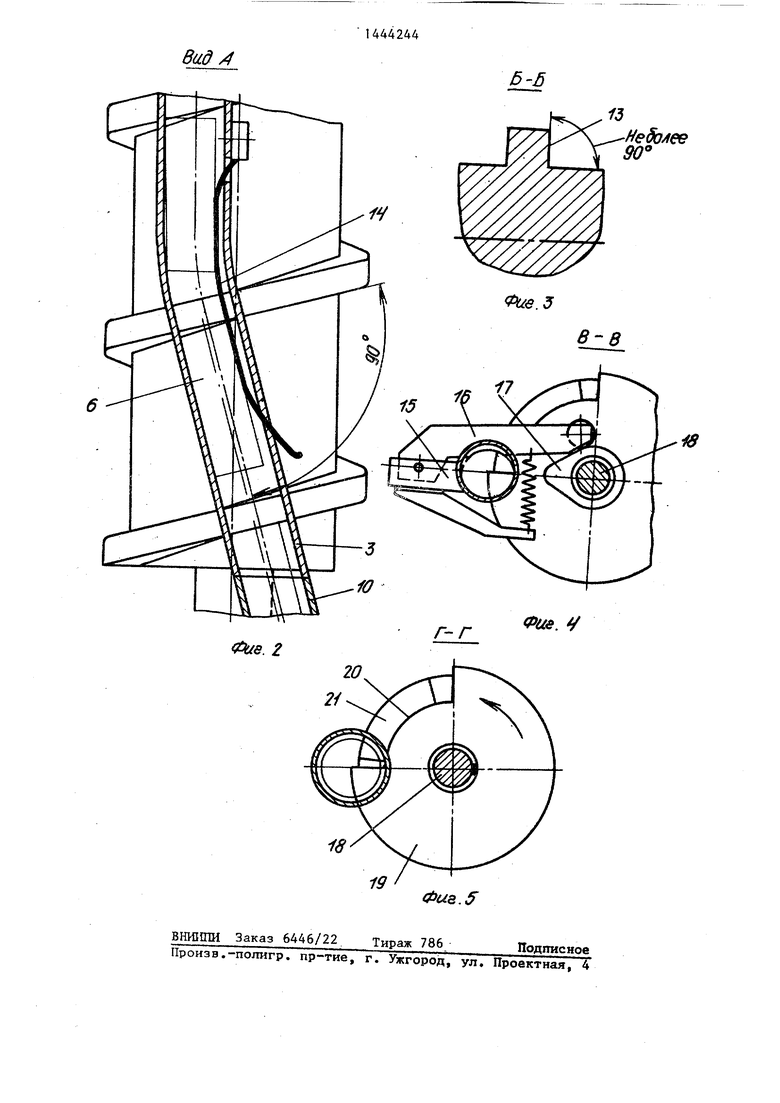
На фиг. I изображено устройство, общий вид j на фиг. 2 - вчд А на фиг. На фиг. 3,- разрез Б-Б на фиг. I , на фиг. 4 - разрез Б-В на фиг. 1; на фиг.5 - разрез Г-Г на фиг. 1.
Устройство дистанционного транспотирования включает опорную металлоконструкцию 1, на которой установлен наклонно к горизонту или горизонтально поворотный (привод не показан) винт 2, который может быть вьшолнен величиной высоты витка не менее поло вины диаметра транспортируемой де- тали. Рядом с винтом 2 установлены неподвижно копирные направляющие 3, которые могут быть вьшолнены в видч полос либо с фасонным поперечным сечением. Направляющие 3 установлены относительно винта 2 так, что между их внутренней поверхностью 4 и поверхностью вала 5 винта 2 в виде шнека могла разместиться с конструктивным зазором транспортируемая де- таль 6. Шаг витков винта 2 выбирается из расчета, чтобы между витками винта 2 расположились транспортируемая деталь 6 с ориентацией своей длинной частью вдоль оси винта 2.
За срезанным перпендикулярно оси винта 2 его торцам 7 и 8 к направляющим 3 пристыковьшаются частью. своего сечения подводящий 9 и транспортирующий 10 лотки, имеющие профиль сечения, ограничивающий поперечные перемещения транспортируемых деталей 6. Внутренние поверхности 11 и 12 лотков 9 и 10, обращенные к виткам винта 2 являются продолжением обращенных к виткам винта 2 поверхностей 4 направляющих 3. Лотки 9 и 10 за торцами 7 и 8 винта 2 установлены со смещением 1 относительно оси винта 2, при этом лотки 9 и 10 могут быть расположены в пространстве выше, ниже или сбоку от оси винта 2. Винтовая рабочая поверхность 13 грани витка винта 2, обращенная в сторону транспортирующего лотка 10, выполнена по линейной образующей, которая в осевом сечении винта 2 обра- зует с осью винта 2 угол не более 90 а примыкающий к транспортирующему лотку 10 отрезок копирных направляющих 3 длиной не менее шага винта от его торца выполнен по линии, перпендикулярной в кажом своем сечении к линии, касательной к винтовой рабочей поверхности грани витка винта 2 с дальнейшим плавным разворотом (для обеспечения прохода деталей 6) и стыковкой с остальной частью копирных направляющих 3, причем на внутренней поверхности 4 данного отрезка направляющих 3 установлен подпружиненный упор 14.
В зоне подводящего лотка 9 установлен механизм 15 поштучной подачи.
включающий подпружиненный прижим 16, который кинематически сопряжен с поворотным кулачком 17, закрепленным на валу 18 винта 2, и поворотный диск 19 с тангенциальным пазом 20, Диск 19 жестко закреплен на валу 18 винта 2 таким образом, что тангенциальный паз 20 расположен над началом торцовой части 21 верхнего витка вин та 2. Для прижима 16 и.диска 19 в лотке 9 выполнены пазы 22 и 23.
Транспортирующий лоток 1 О пристык вьшается к направляющим 3 на уровне торца 8 винта 2 и далее продолжается по траектории - трассе заданного технологического потока деталей и может изгибаться по криволинейной плавной (для обеспечения прохода деталей 6) линии. После плавного разворота лоток 1 О может направляться вертикально вверх на значительную высоту с высотой подъема более 10м.
Устройство работает следующим образом.
Деталь 6, поступая по подводящему лотку 9 к механизму 15 поштучной подачи, упирается в плоскость диска 19. При этом последующие детали отсекаются прижимом 16, который управляется куличком 17, обеспечивающим проход детали мимо прижима 16 на некоторую часть времени оборота винта 2, в остальное время оборота прижим 16 блокирует проход детали на диск 19. Деталь, опертая на плоскост диска 19, при его повороте вместе с винтом 2 оказывается над тангенциальным пазом 20, через который она плавно, опираясь на верхний виток винта 2, опускается за время одного оборота винта 2 в межвитковое пространство, фиксируясь от разворота и поперечных перемещений копирными на- правляняцими 3 и поверхностью вала 5 винта 2. При дальнейшем вращении винта 2 деталь 6, перемещаясь по направляющим 3, входит в зону примыкающего к транспортирующему лотку 10 прям
линейного отрезка направляющих 3, фшс-50 на длине не менее шага винта вьшолнен
сируется подпружиненным упором 14 и, войдя в соприкосновение с винтовой рабочей поверхностью 13 грани витка винта 2, перемещается в прямолинейном отрезке направляющих 3. Затем, вступив в контакт с находящимися в транспортирующем лотке 10 деталями.
55
по линий, перпендикулярной в каждом сечении к линии, касательной к винтовой рабочей поверхности грани витка винта.
0
5
5 0
5
0
5
0
5
проталкивается рабочей поверхностью 13 грани витка винта 2 вдоль направляющих 3 и выталкивается торцовой частью 8 винта 2 в транспортирующий лоток 10, перемещая, тем, самым, находящиеся в нем детали 6 по заданной трассе технологического потока. При необходимости отсечки деталей 6 от обратного хода в зоне торца 8 необходимо установить отсекатель любой известной конструкции.
Выполнение примыкающего к транспортирующему лотку отрезка копирных направляющих 3 длиной не менее шага винта 2 от его торца по линии, перпендикулярной в каждом своем сечении к линии, касательной к винтовой рабочей поверхности грани витка винта, обеспечивает транспортирование деталей по пространственной трассе на расстояние в десятки метров с высотой подъема более десяти метров и сохранность транспортируемых деталей 6, так как при проталкивании их в транспортирующий лоток 10 имеет место линейный контакт рабочей поверхности толкающей грани витка с контактируемыми деталями, т.е. удельные давления, возникающие от воздействия витков винта на торцовую часть деталей, будут в десятки раз меньше, чем при проталкивании деталей с точечным контактом.
Формула изобретения
по линий, перпендикулярной в каждом сечении к линии, касательной к винтовой рабочей поверхности грани витка винта.
Фие. 2
20
2i
i8
13
90°
г-г
Фие. У
Фиа,б
| Винтовой конвейер | 1980 |
|
SU891533A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
