Изобретение относ ;я к обработке металлов рез а нем и может быть использовано при обработке, преимущественно, на станках с программным управлением при фрезеровани контурных поверхностей деталей, предварительно обработанных с заданным припуском по контуру, стороны которого образуют между собой острый угол. Известен способ фрезерования контурных поверхностей, при котором фрезу.перемещают вдоль контура детали, а при удалении припуска с взршины острого угла центр фрезы перемещают по прямой перпендикулярной биссектрисе угла и отстоящей от его вершины на расстоянии, равном радиусу фрезы l . Известный способ применяют для работы на станках с числовым програм / ным управлением, преимущественно, от линейного интерполятора и позволяет вести обработку контурных поверхностей деталей, предварительно обработанных с заданным припуском по контуру, только встречным фрезерованием. Однако встречное фрезерование не позволяет получать необходимую шероховатость контурных поверхностей деталей, для достижени которой необходима дополнительная операция, например слесарная, заключающаяся в,зачистке поверхности войлочным кругом с наяодачной основой. При попутном фрезеровании контура с переходом сторон под острым углом происходит захватывание детали зубом фрезы, что приводит к браку детали и поломке режущего инструмента, а сам процесс фрезерования представляет опасность для рпе ратора станка. Цель изобретения - повышение точ ности и производительности. Поставленная цель достигается тем, что согласно способу фрезеров ния контурных поверхностей, при ко тором фрезу перемещают вдоль конту детали, а при удалении припуска с вершины острого угла центр фрезы п ремещают по прямой, перпендикулярной биссектрисе угла и отстоящей о его вершины на расстоянии, равном радиусу фрезы, сначала удаляют при пуск с вершины острого угла встреч ным фрезерованием, после чего веду обработку сторон контура попутным фрезерованием. На фиг. .1 представлена схема уд ления припуска с вершины острого . угла; на фиг. 2 схема обработки сторон контура детали попутным фре рованием с числовым программным уп равлением от линейного интерполято на фиг. 3 - то же, с управлением линейно-кругового интерполятора. Способ реализуется следующим образом. Контурную.поверхность детали, предварительно обработанную, фрезеруют по контуру 1, стороны которого образуют между собой острый угол Л, попутным фрезерованием концевой фрезой 2. Фрезеровсшие контурной поверхности детали начинают с удаления припуска с вершины острого угла о встречным фрезерованием (фиг. 1). Для этого центр фрезы подводят в точку А , расположенную от предварительно обработанного контура 3 на расстоянии, большем радиуса фрезы на величину .gp на прямой 4, перпендикулярной к биссектрисе 5 угла з и удаленной от вершины угла детали на расстояние, равное радиу- су Кф фрезы. Из токи А центр фрезы перемещают по прямой 4 за контур . 3 на величину В пер Ь()В. В результате удаления припуска с вершины острого углао на контуре 3 образуются тупые углы величиной 90°+.о;/2 . После удаления припуска с вершины острого угла,С1. ведут обработку , сторон контура 1 детали попутным фре.Зерованием. Фрезерование контура детали на станках с числовым программным управлением от линейного интерполятора ведут путем перемещения центра фрезы 2 по прямым участкам рабочего хода 6 из точки С , эквидистантно стороне контура 1 в точку) , затем по прямой, перпендикулярной к биссектрисе угла о и удаленной от его вершины на расстоянии, равном и большем радиуса Rqj фрезы в точку F из которой эквидистантно другой стороне контура 1 фрезу перемещают в точку К (фиг. 2). При фрезеровании контура детали на станках с числовым программным управлением от линейно-кругового интерполятора ведут путем перемещения центра фрезы 2 по участкам рабочего :хода 7 из точки С по прямой, эквидистантной стороне контура 1 в точку D , затем по сопрягающей участки рабочего хода дуге окружности с радиусом РФ в точку f- , из которой фрезу перемещают в точку К вдоль другой стороны контура детали (фиг. 3). Тупые углы 6 на контуре 3 исключают захватывание, острого угла детали зубом фрезы, предотвращая брак деталей и поломку фрез, в результате чего повышг1ется надежность и безопасность фрезерования деталей на станках с программным управлением. Использование предлагаемого способа фрезерования контурных поверхностей деталей, предварительно обработанных с заданным припуском по .контуру, обеспечивает по сравнению с известным способом получение более
высокого качества обрабатываемых поверхностей за счет применения попутного фрезерования контуров деталей, что особенно важно в современной металлообработке, снижение трудоем.кости обработки и сокращение цикла .изготовления детали за счет исключения зачистных операций,сокращение ручного труда при механической обработке деталей.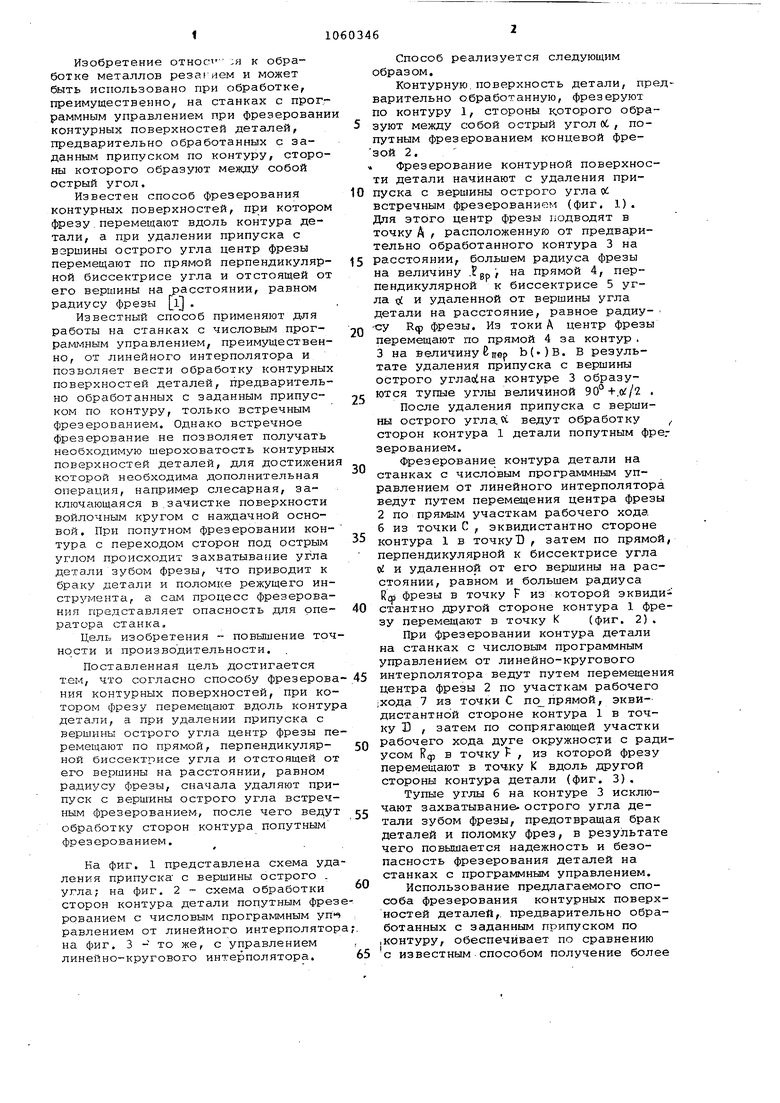

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования контурных поверхностей с угловыми переходами сторон | 1986 |
|
SU1397194A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Способ обработки плоскостных деталей | 1980 |
|
SU965630A1 |
| Способ обработки плоскостей | 1977 |
|
SU733877A1 |
СПОСОБ ФРЕЗЕРОВАНИЯ ЮНТУР НЫХ ПОВЕРХНОСТЕЙ/ при котором фрезу ..-.. iперемещают вдрль контура детали, а при удалении припуска с вершины острого угла центр фрезы перемещают по прямой, перпендикулярной биссектрисе угла и отстоящей от его вершины на расстоянии, равном радиусу фрезы, отличающийся тем, что, с целью повышения точности и производительности, сначала удаляют припуск с з ериины острого угла встречным фрезерованием, после чего ведут обработку сторон контура попутным фрезерованием. а о 00 4 а:
| I | |||
| Луканин А.К., Семчукой &.С | |||
| Основные вопросял программирования процессов механической обработки | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
