Предлагается мкогошпиндельный полуавтоматический станок, состоящий из неподвижного диска, несущего бабки со шпинделями, и вращаемой вокруг оси диска коробки с кулачками, воздействующими на шпиндель для подачи сверл. Обрабатываемые детали подводятся к сверлам, приводимым в движение от кулачка стержнем с вилкой, захватывающей детали из наклонного жолоба магазина, а отводятся другим стержнем под воздействием кулачка.
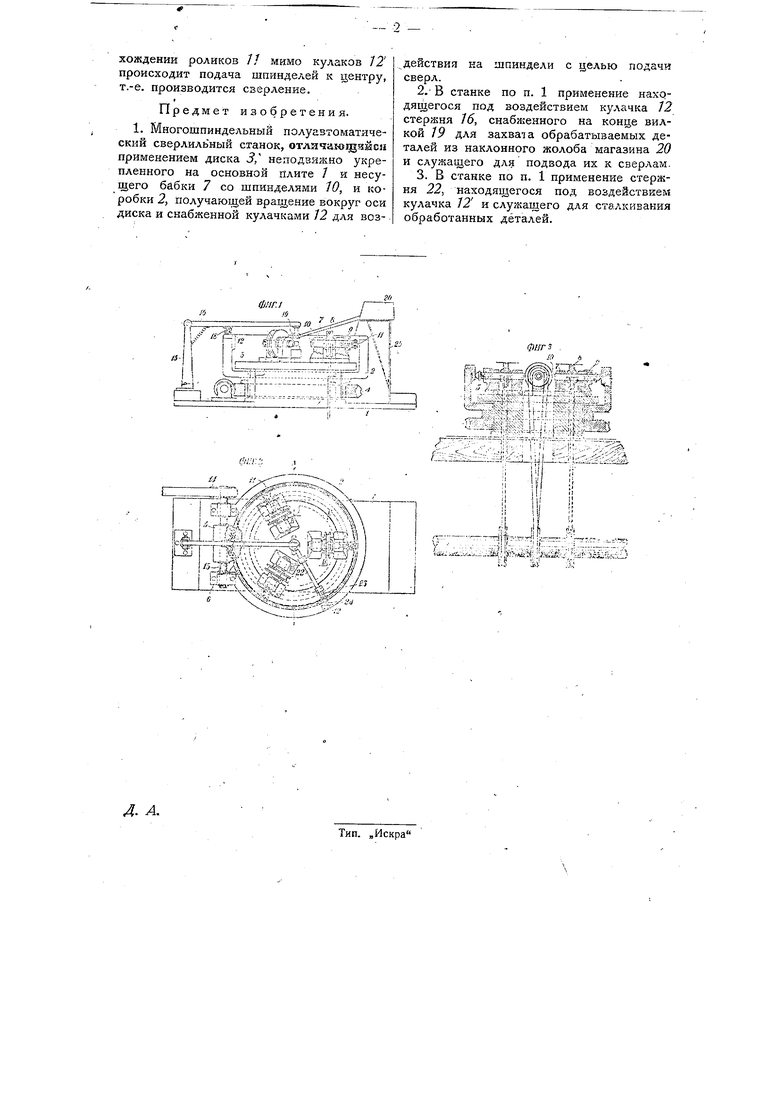
На чертеже фиг. 1 изображает вид станка сбоку с разрезом одной из бабок; фиг. 2-вид на станок сверху с показанием зацепления с валом колеса, вращаю- щего коробку; фиг. 3-разрез по линии ABCDEF на фиг. 2.
Станок состоит ,из основной плиты /, которая прикрепляется к верстаку или столу. На нее ставится и с ней скреплен диск 3. Стойка, установленная между диском и плитой, слул5ит осью вращения надетой на нее коробки 2. На коробке имеется колесо 4, сцепленное с червяком 5, сидящим на валу 75, находящемся в подшипниках 6. Вал приводится в движение через шкив 14 от трансмиссии.
На диске 3 укрепляются несколько (на чертежах-три) бабок 7 с несущими сверла
375
шпинделями 10 ц шкивами на них 8. Для приведения в движение шпинделей 10 ремни со шкивов 8 пропускаются через прорезы в диске 3 вниз к трансмиссионному валу (фиг. 3).
Подача заготовки производится из магазина 20, установленного на кронштейне 25, самотеком на наклонному жолобу магазина; на конце магазина имеется изгиб под углом 90°, где помещаются две Детали. В изгибе помещены легкие пружинки для поддержки детали до ее подачи в матрицу.
Детали берутся из магазина при помощи стержня 16; этот стержень приводится в движение кулачком 12 через .ролик IS. Стержень 16 шарнирно связан со стойкой 75 и оттягивается вниз пружиной. Когда ролик 18 сходит с кулачка 12, стержень 16 опускается и вилка 19 на его конце перемещает захваченную из жолоба магазина деталь на подставку в центре диска 3 для ее обработки. Для отвода заготовки служит стержень 22. Онимеет на концах ролики 24 и пружины 23, отводящие его от центра. Под воздействием кулачков 12 стержень, продвигается к центру, выталкивая обработанную деталь. Шпиндеди / О имеют на наружных концах ролики7 7 и оттягивающие их пружины 9. При прохождении роликов /7 мимо кулаков 72 происходит подача шпинделей к центру,
т.-е. производится сверление. t Предмет изобретения.
1. Многошпиндельный полуавтоматический сверлильный станок, отличающяйси применением диска J/ неподвижно укрепленного на основной плите 7 и несущего бабки 7 со шпинделями 70, и коробки 2, получающей вращение вокруг оси диска и снабженной кулачками 72 для воздействия ка шпиндели с целью подачи сверл.
2. В станке по п. 1 применение находящегося под воздействием кулачка 72 стержня 16, снабженного на конце вилкой J9 для захвата обрабатываемых деталей из наклонного жолоба магазина 20 и служащего для подвода их к сверлам.
3. В станке по п. 1 применение стержня 22, находящегося под воздействием кулачка 72 и служащего для сталкивания обработанных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ ДЫР В СТЕНКАХ СТОЙКИ ПЛУГА | 1926 |
|
SU6358A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| СТАНОК ДЛЯ ВСТАВКИ И ЗАКРЕПЛЕНИЯ ПРОБОК ВО ВТУЛКАХ КАТУШЕК | 1928 |
|
SU20801A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Станок для изготовления деревянных ниточных катушек | 1925 |
|
SU1948A1 |
| Станок-автомат для изготовления ниппелей к горелкам типа "Примус" | 1928 |
|
SU18589A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Приспособление для подачи в станки пуговичных заготовок | 1939 |
|
SU58392A1 |
| Станок для обточки деревянных шпуль | 1930 |
|
SU21416A1 |
| Полуавтоматический двухшпиндельный станок для проточки болтов перед накаткой не них резьбы | 1930 |
|
SU26161A1 |
-, г. р
,1- ----d iv-- -ii;--
у ...-. ....jijf. , ...;-:
iib. ,,,Щ 1уг-,аЩ йЬЙ--.

