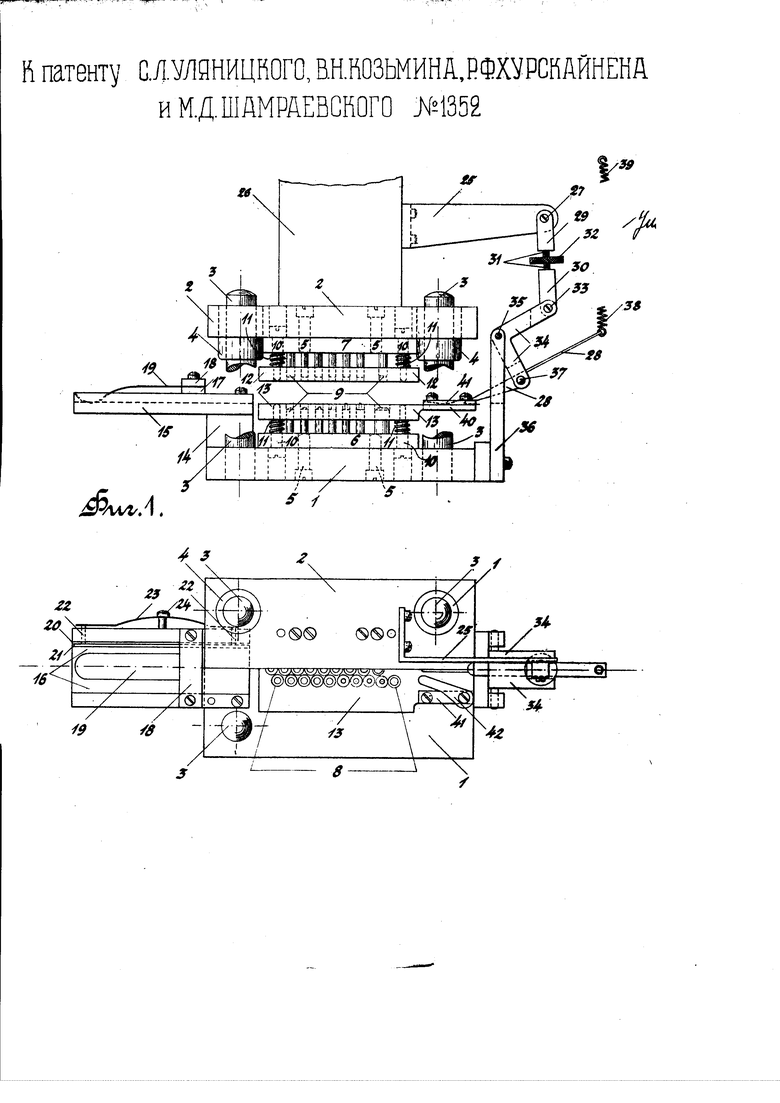
58, укрепленная другим своим концом в неподвижной точке 39 на прессе. Сбоку плиты 13 имеется отросток 40 с двумя боковыми направляющими планками 4i и закрепленными на них двумя пружинами 42. Весь штамп устанавливается на эксцентриковом и коленчатом прессе таким образом, что нижняя плита / прикрепляется неподвижно к столу пресса, верхняя 20 к подвижной каретке 26 пресса.
С левой стороны пресса устанавливается рулон с лентой, которая закладывается в направляющую плиту 15 под пружину 19. Ъ виду вариации в ширине лент, имеющихся на рынке, боковая пружина 23, нажимая на планку 21 через штифты 22 дает возможность использовать ленты даже неточной разрезки по ширине. При движении каретки 26 пресса вниз лента прижимается при помощи пружин 11 между плитками 12 и 13, что дает возможность производить соответствующие вытяжки пуансонами .9. По окончании вытяжки при ходе каретки 26 пресса вверх плитками 12 и 13, при помощи пружин И, лента освобождается от пуансонов 9, что дает возможность продолжать последующие операции. Этому также способствуют пуансоны 19 и 42. По мере прохождения между пуансонами 9 лента последовательно получает сначала вытяжки 45, 44, 45, 46 (фиг. 2), при помощи пуансонов 50, 51, 52, 53 (фиг. 4), затем вырубается шестигранное отверстие в донышке вытяжки 47 (фиг. 2) пуансоном 54 (фиг. 4), выдавливается головка 48 (фиг. 2) пуансоном 55 (фиг. 4), и штифтом 57, вставленным в пуансон 55, придается окончательная форма кольцу. Полученное таким образом кольцо (фиг. 3) вырубается из ленты 49 (фиг. 2) пуансоном 56 (фиг. 4). При закладывании ленты в штамп, до поступления ее в питающий механизм, все последовательные операции производятся при передвижении ленты руками. Когда же первое среднее вырубленное отверстие дойдет до крючка 28 (фиг. 1), то лента начинает передвигаться автоматически.
При ходе каретки 26 пресса вниз, крючок 28 идет влево и захватывает ленту своим языком за среднее вырубленное отверстие 49 (фиг. 2); при ходе каретки 26 вверх крючок 28 тянет ленту вправо. Система рычагов поднимающего механизма расчитана таким образом, чтобы при каждом ходе каретки 26 крючок, захватывая своим язычком за среднее вырубленное отверстие 49, продвигал ленту для следующей операции. С правой стороны пресса, по мере выхода, продырявленная лента сматывается в рулоны для удобства при отправке обратно на переплавку в меднолитейные заводы.
ПРЕДМЕТ ПАТЕНТА.
1.Приспособление к штампу для выделки обувных кольчиков с рядом пуансонов для последовательных степеней выштамповывания и вырубания кольчиков из металлической ленты и с двумя парами плит для закрепления и направления пуансонов и матриц, отличающееся тем, что винты 10, связывающие плиты б и /5, 7 и 12, несущие и направляющие пуансоны и матрицы 9, 50- 58, снабжены отжимающими плиты 12, 13 пружинами 11, а для автоматического передвижения ленты нижняя плита 13 снабжена отростком 40 с двумя парами направляющих ленту планок 41 и пружин 42, и щарнирно подвешенной на кронштейне, несущей верхнюю плиту 2 штанги пресса, рычажной системой 29, 30 н 34 с установочным винтом 31, 52, двуплечий рычаг которой вращается на стойке 56 нижней плиты 1 и шарнирно связан с подвешенным на пружине крючком 28, захватывающим выработанную ленту за высеченные для кольчиков отверстия (фиг. 1-4).
2.При указанном в п. 1 приспособлении применение у нижней плиты / направляющей 15 для перерабатываемой ленты с нажимающей на последнюю вверху пружиной 19 и с отжимающей ее боковой пружинной рейкой 21 (фиг. 1).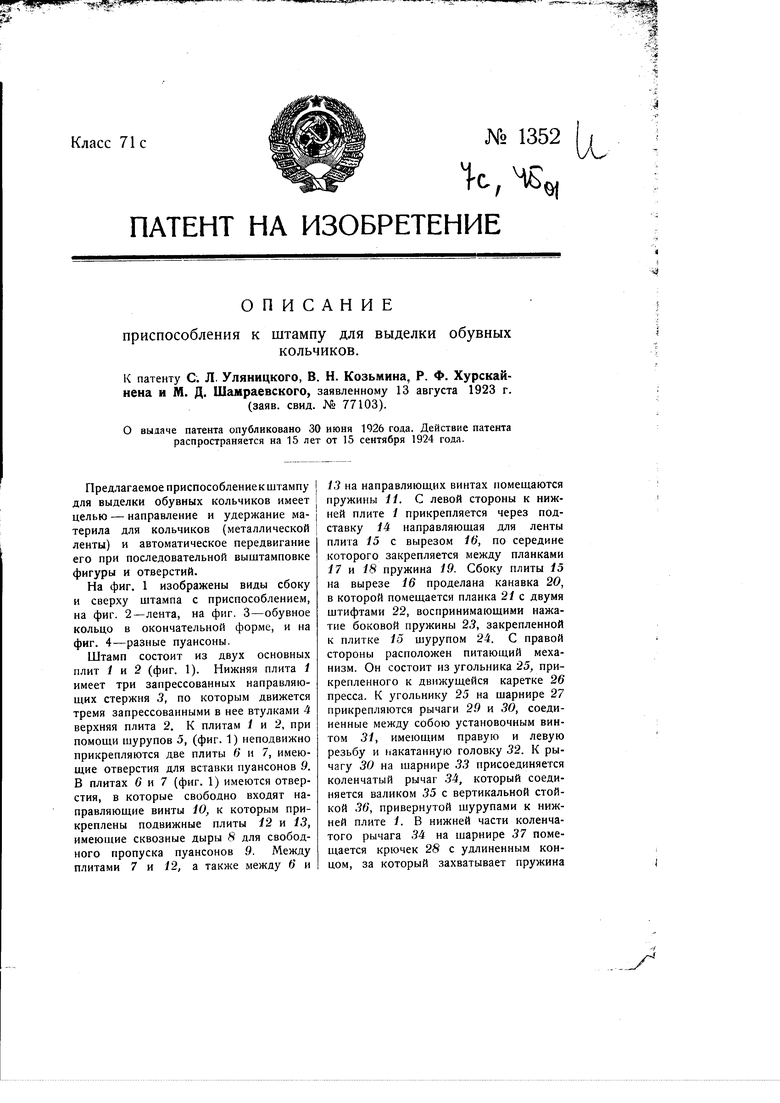
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для продвижения металлической ленты в штампе для изготовления наконечников к обувным шнуркам | 1924 |
|
SU22519A1 |
| Автоматический комбинированный штамп для поточного изготовления платяных кнопок | 1947 |
|
SU81977A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Штамп для изготовления закрепок, например, типа "Хольнитен" | 1953 |
|
SU98617A1 |
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамповочный полуавтомат | 1956 |
|
SU112041A1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |