11
Изобретение относится к производству сварных металлических труб и может быть применено при изготовлении сварных сниральношовиых труб способом высокочастотной сварки, преимущественно тонкостенных труб, а также в машиностроении для изготовления цилиндрических и конических оболочек сосудов, цистерн.
Известен способ производства спи- ральношовных труб компенсацией серпо видности штрипса путем изменения зазора между кромками TlJ.
Однако компенсация серповидности штрипса путем изменения зазора между свариваемыми кромками снижает качест
во соединения, а в cjjy4ae применения сварки давлением способ неприемлем,
Из-вестен- также способ производств спиральношовных труб, в котором регулируется диаметр трубы при серповидности исходной полосы путем введения превьЕпения свариваемых кромок f 21.
Недостатком этого способа является то, что введение искусственного превышения снижает качество сварного соединения и, кроме того, в случае высокочастотной сварки процесс регулирования диаметра трубы влияет на режим нагрева кромок путем изменения положения точки схождения кромок при введении превышения.
Известен способ изготовления спи- ральногаовных труб, включающий формовку трубной заготовки, изгиб края линии и/или трубы и сварку кромок ленты и трубы 3 .
Однако этот способ не позволяет регулировать диаметр трубы без запаздывания регулирования.
Цель изобретения - повьш1ение качества сварного соединения и расширение пределов регулирования диаметра, трубы с минимально возможным запаздыванием при регулировании путем введения превышения свариваемь1Х кромок.
С этой целью согласно способу производства спиральношовных труб, вклю
чающему формовку трубной заготовки, изгиб края ленты и/или трубы создают на образующей трубы, проходящей через точку соединения кромок, в момент образования сварного соединения в этой точке.
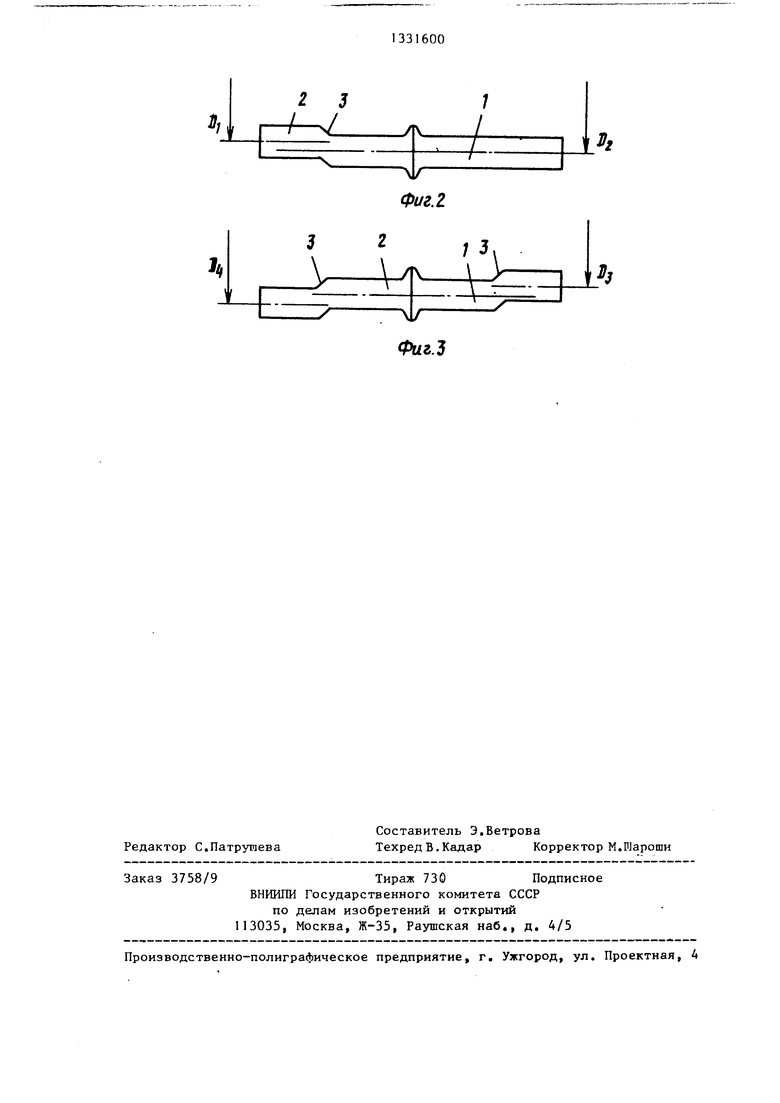
На фиг.1 схематически изображены свариваемые кромки непосредственно перед сваркой; на фиг.2 и 3 - сваренные кромки изделия.
Непосредственно перед сваркой кромки трубы 1 и полосы 2 не имеют изгиба. После сварки кромка ленты- либо
трубы имеет двойной перегиб 3, обеспечивающий разность диаметров D и D в двух соседних витках трубы. Возможен также одновременный изгиб кромки ленты и трубы, обеспечивающий увеличение разности диаметров D и D в двух соседних витках трубы.
В процессе формовки и сварки спи- ральношовной трубы из ленты, имеющей серповидность, в зависимости от отклонения диаметра готовой трубы по величине и знаку на кромке ленты либо трубы формуется двойной перегиб, обеспечивающий требуемое изменение диаметра следующего витка. При этом образование двойного перегиба кромки производится на образующей проходящих через точку соединения кромок. В случае необходимости расщирения пределов регулирования, например, при сварке тонкостенных труб большого диаметра двойные перегибы выполняют по обе стороны шва на кромках ленты и трубы.
Применение предлагаемого способа производства спиральношовных труб позволяет существенно повысить качество изделия путем устранения взаимного превышения кромок в сечении
сварного шва при регулировании диаметра трубы с минимально возможным за- паздашанием; расширить пределы регулирования, а также устранить влияние процесса регулирования на режим нагрева кромок.
Редактор С.Патруиева
Заказ 3758/9
Тираж 730 Подписное ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
фиг. 2
Составитель Э.Ветрова
Техред В.Кадар Корректор М.Шароши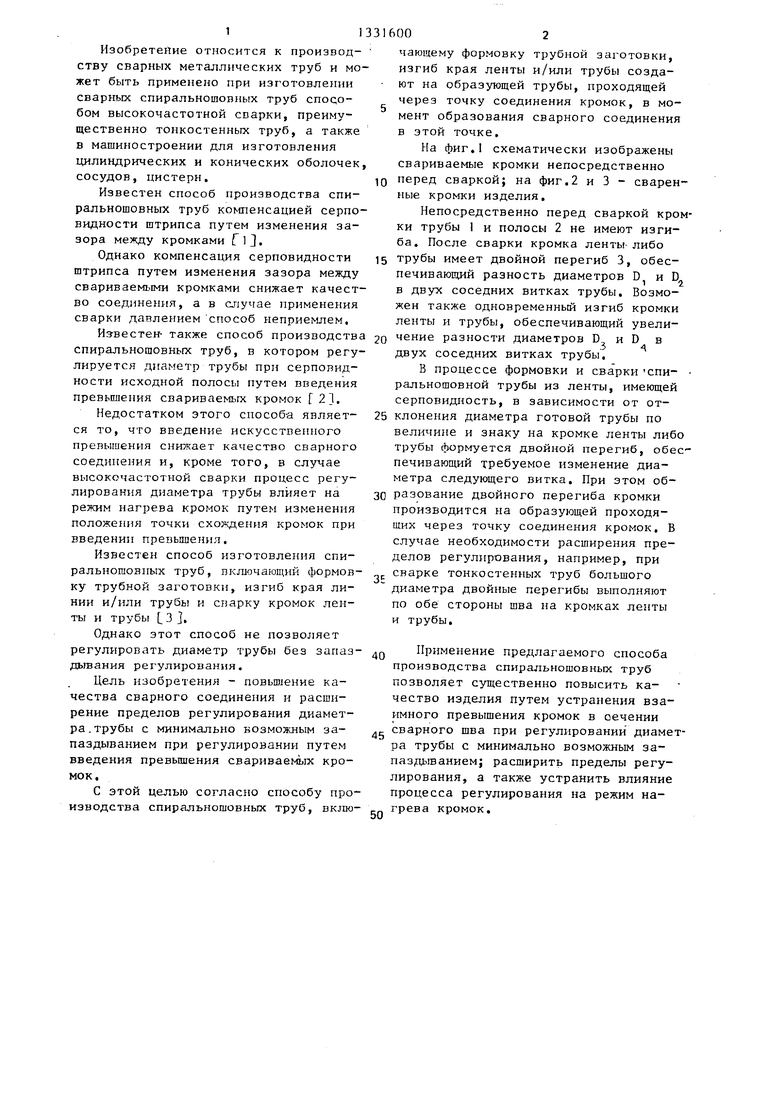
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удержания свариваемых кромок при сварке спиральношовных труб | 1980 |
|
SU1321500A1 |
| Способ регулирования периметра спиральношовных труб | 1986 |
|
SU1299744A1 |
| Способ получения спиральношовных труб из стальной катаной полосы | 1986 |
|
SU1704879A1 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1131572A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Способ формовки спиральношовных труб | 1985 |
|
SU1274793A1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ наведения наружной сварочной головки | 1979 |
|
SU853864A1 |
| Патент ФРГ № 1118128, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Авторское свидетельство СССР 299098, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| -Е | |||
