to
15
Изобретение относится к трубному Лроизводству, а точнее к производству сварных спиральношовных труб, и может быть использовано при изготовлении спиральношовных труб с нахлесточным соединением методом радиочастотной сварки.
Целью изобретения является повышение качества спиральношовных труб с наклесточным соединением, получаемым методом радиочастотной сварки, и автоматизация стана радиочастотной сварки труб.
Сущность изобретения заключается в следующем.
Известно, что наиболее существенное влияние на прочность сварного соединения трубы оказывает величина нахлеста - перекрытия кромок в момент сварки. Наличие нахлеста обуславливает форму сварного соединения. Толщина шва определяется толщиной полосы и толщиной грата. Изменение нахлеста вызывает изменение количества выдавленного грата.
При постоянном усилии обжатия это приводит к изменению толщины грата и в целом сварного соединения. Отклонения последнего от заданной величины и используют для регулирова ння угла формовки с целью поддержания постоянного нахлеста.
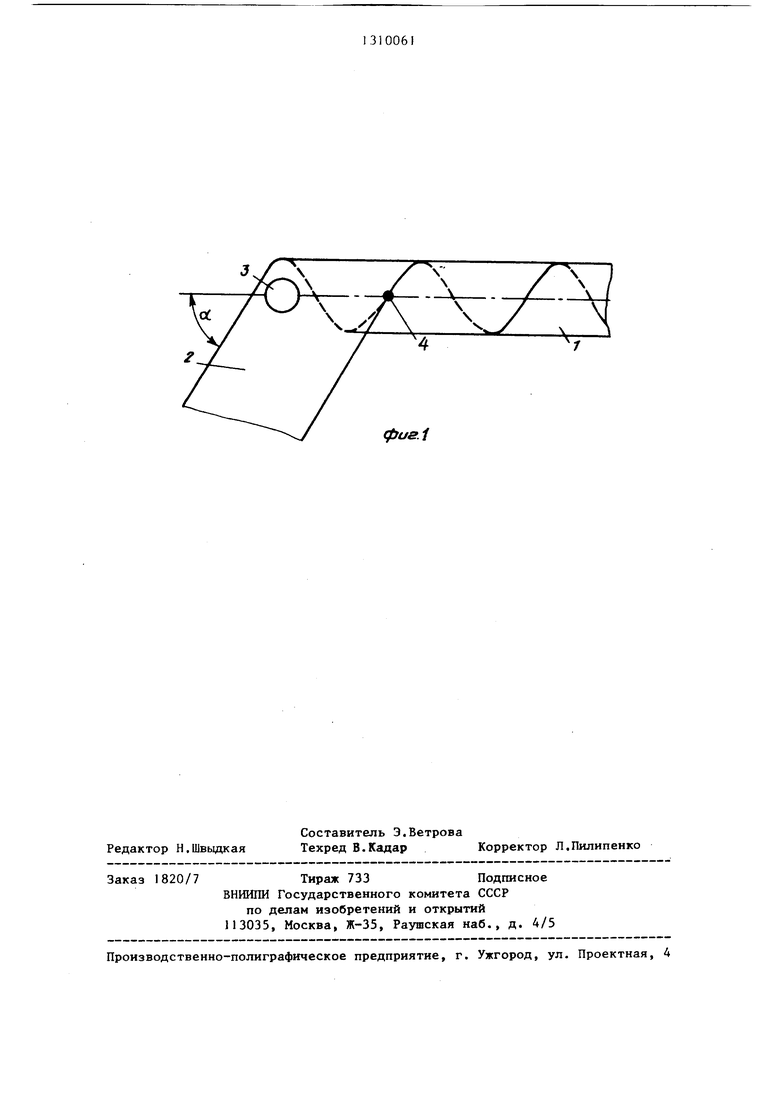
На фиг. 1 представлена схема получения спиральношовной трубы, план; на фиг.2 - схема измерения толщины сварного соединения.
На стане радиочастотной сварки изготавливают спирапьношовную трубу 1, например,0325 мм с нахлесточным соединением. Заготовкой служит полоса 2 шириной 500 мм и толщиной А,5 мм. Номинальный угол формовки равен
25
30
щины датчиком 3. В точке сварки 4 расположены шовообжимные ролики 5 и 6, сдавливающие нагретые кромки с постоянным усилием Р, которые создают, например, гидроцилиндром. Ролики оснащены датчиком 7, измеряющим толщину сварного соединения.
Сигналы датчиков 3 и 7 поступают в функциональный блок (не показан). Здесь показание датчика 3, измеряющего толщину полосы Т, вычитается из показания датчика 7, измеряющего толщину шва Н. Полученная разность сравнивается с эталоном. В качестве последнего принята толщина грата Г, которая должна находиться в пределах 0,3-0,6 мм, что отвечает высокому качеству сварного соединения. Если по каким-либо причинам величина толщины грата стала меньше 0,3 мм, то вырабатывается управляющий сигнал. Он воздействует на механизм измене- ния угла формовки, который поворачивает полосу 2 в сторону увеличения угла формовки об . Если величина Г стала больще 0,6 мм, то полосу поворачивают в сторону уменьшения угла формовки.
Формула изобретения
60° 54 . Величина нахлеста должна находиться в пределах 3-4 мм.
Способ изготовления спиральношовных труб, при котором полосу подают в формовочное устройство под углом к 35 продольной оси свариваемой трубы, формуют цилиндрическую трубную заготовку с нахлестом кромок, разогревают кромки и сваривают путем сдавливания в шовообжимных роликах, регулируя нахлест изменением угла формовки, отличающийся тем, что, с целью автоматизации производства и повышения качества труб, в зоне шовообжимных роликов измеряют тол40
С целью исключения влияния колеба- щину сварного соединения и принимают
ния толщины полосы Т на управляющий сигнал производит измерение ее толto
15
25
30
щины датчиком 3. В точке сварки 4 расположены шовообжимные ролики 5 и 6, сдавливающие нагретые кромки с постоянным усилием Р, которые создают, например, гидроцилиндром. Ролики оснащены датчиком 7, измеряющим толщину сварного соединения.
Сигналы датчиков 3 и 7 поступают в функциональный блок (не показан). Здесь показание датчика 3, измеряющего толщину полосы Т, вычитается из показания датчика 7, измеряющего толщину шва Н. Полученная разность сравнивается с эталоном. В качестве последнего принята толщина грата Г, которая должна находиться в пределах 0,3-0,6 мм, что отвечает высокому качеству сварного соединения. Если по каким-либо причинам величина толщины грата стала меньше 0,3 мм, то вырабатывается управляющий сигнал. Он воздействует на механизм измене- ния угла формовки, который поворачивает полосу 2 в сторону увеличения угла формовки об . Если величина Г стала больще 0,6 мм, то полосу поворачивают в сторону уменьшения угла формовки.
Формула изобретения
Способ изготовления спиральношовных труб, при котором полосу подают в формовочное устройство под углом к продольной оси свариваемой трубы, формуют цилиндрическую трубную заготовку с нахлестом кромок, разогревают кромки и сваривают путем сдавливания в шовообжимных роликах, регулируя нахлест изменением угла формовки, отличающийся тем, что, с целью автоматизации производства и повышения качества труб, в зоне шовообжимных роликов измеряют тол.
щину сварного соединения и принимают
ее в качестве параметра для регулирования угла формовки.
у;:
/ ч VфиеЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сварных спиральношовных труб | 1977 |
|
SU700224A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Шовообжимной ролик | 1978 |
|
SU770700A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |
| Шовообжимной ролик | 1980 |
|
SU940889A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1187902A1 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| Способ изготовления спиральношовных труб | 1980 |
|
SU893283A2 |
| Способ сварки давлением | 1978 |
|
SU743813A1 |
Изобретение относится к трубному производству, а точнее к производству сварных спиральношовных труб. Наиболее эффективно изобретение может быть использовано при изготовлении спиральношовных труб с нахлесточ- ным соединением методом радиочастотной сварки. Формуемую с нахлестом спиральношовную трубу сваривают методом радиочастотной сварки и измеряют об1цую толщину сварного соединения в зоне шовообжимных роликов 5 и 6, воздействующих на соединение с постоянным усилием Р, сообщаемым им от гидроцилиндра. Ролики 5 и 6 оснащены датчиком 7, измеряющим толщину сварного соединения. Для исключения влияния разнотолщинности из показаний датчика 7 вычитают показания датчика толщины заготовки и образуюш 1йся си1- нал используют для регулировки величины нахлеста, изменяя угол формовки полосы. 2 ил. (Л
Редактор Н.Швыдкая Заказ 1820/7
Составитель Э.Ветрова
Техред В.Кадар Корректор Л.Пилипенко
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
| Патент ФРГ № 3238767, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
