Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сквозных резьбовых отверстий.
Целью изобретения является расширение технологических возможностей за счет возможности одновременного выдавливания левой и правой резьб с одинаковым или различным шагом на од- ной детали.
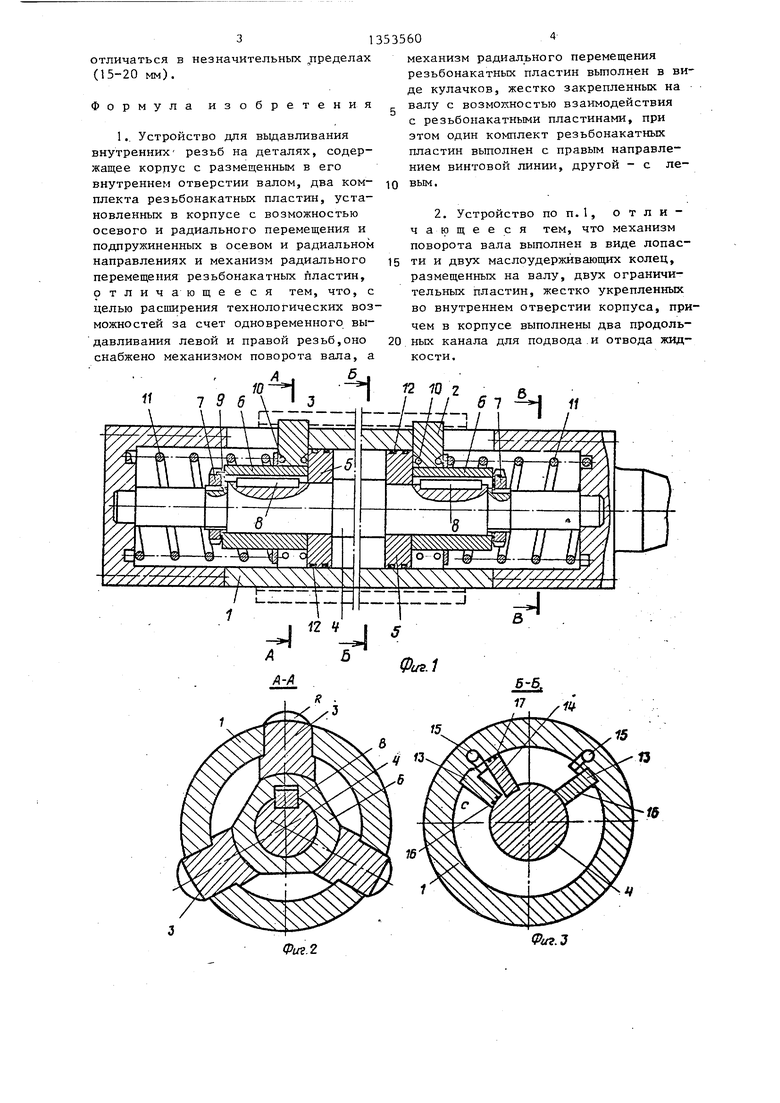
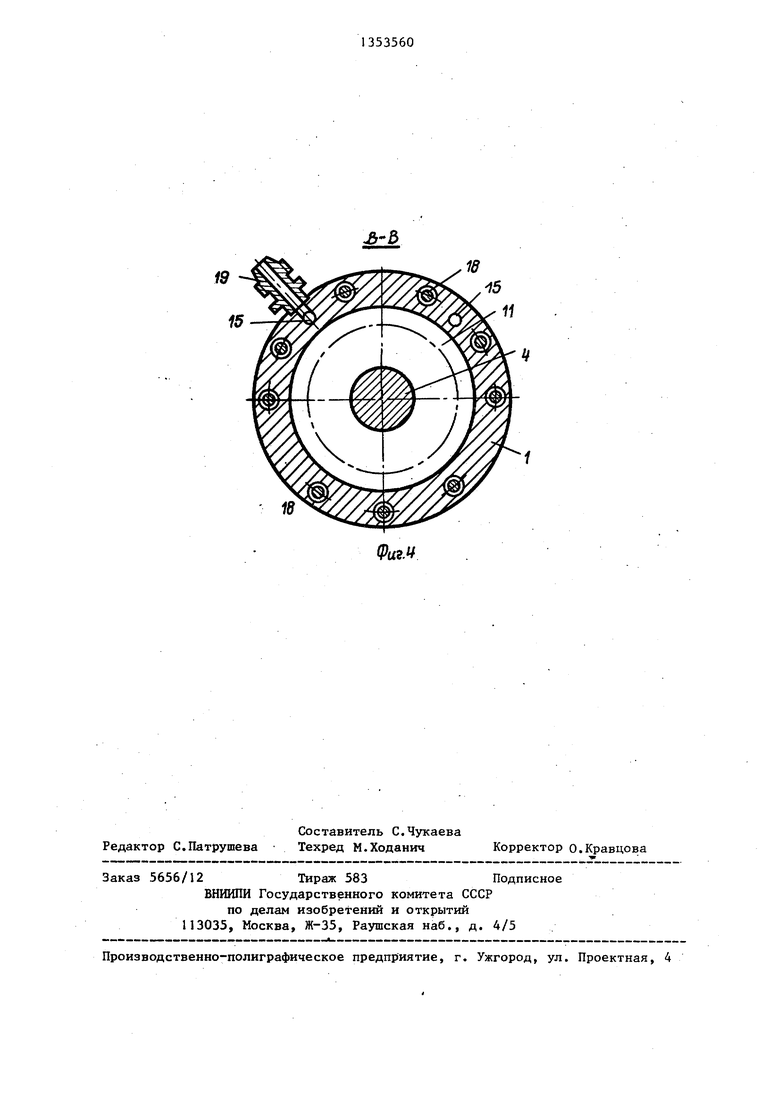
На фиг.1 показано устройство, общий вид; на фиг.2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1.
Устройство содержит цилиндрический корпус 1 с внутренним отверстием и пазами, в которых расположены с возможностью осевого и радиального перемещения комплекты резьбонакатных пластин 2 и 3. Число пластин 2 и 3 в комплекте, а следовательно, и число пазов на корпусе может быть различным и зависит от диаметра резьбы, образуемой устройством. Комплект пластин 2 выполнен, например, с правым направлением винтовой линии, а комплект пластин 3-е левым направлением винтовой линии (или наоборот) .Внутри корпуса 1 установлен вал 4, на центральной части которого установлены маслоудерживающие кольца 5, поджатые к буртикам вала 4 через кулачки 6 гайками 7. Кулачки 6, связаны с валом 4 шпонками 8. Для предотвращения отвинчивания гаек 7 установлены шайбы 9. На торцовых поверхностях пластин 2 и 3 установлены возвратные пружины 10. Между корпусом 1 и комплектами резьбонакатных пластин 2 и 3 вдоль оси вала установлены пружины 11 сжатия, маслоудерживающие кольца снабжены уплотнителями 12. Во внутреннем отверстии корпуса 1 жестко закреплены ограничительные пластины 13, а на валу 4 укреплена лопасть 14. Корпус 1 выполнен с продольными каналами 15 для подвода и отвода рабочей жидкости.
Ограничительные пластины 13 снабжены уплотнителями 16, а лопасть 14 - уплотнителем 17. Поверхности корпуса 1, вала 4 и маслоудерживающих колец 5 образуют рабочие полости С и Д. Отдельные части корпуса крепятся винтами 18, а для подачи рабочей жидкости в корпус 1 вкручены штуцеры ,
Резьбовой профиль на комплектах резьбонакатных пластин 2 и 3 шлифуют в сборе с корпусом в положении, когда пластины выведены из корпуса кулачками 6 и прижимаются к масло- удержива1ощим кольцам 5.
Устройство работает следующим образом.
Хвостовик корпуса 1 устанавливается неподвижно в задней бабке станка, например токарного. Заготовка устанавливается в шпиндель станка. До начала работы пластины 2 и 3 утоплены
5 и расположены внутри корпуса 1. Перемещая заготовку или устройство в осевом направлении, устанавливают заго-. товку в таком пололсении, чтобы выдвинувшиеся пластины сформировали резьбу
0 в заданном месте. Затем в одну из рабочих полостей, например С, подается под давлением рабочая жидкость (масло) . Поступая по каналам 15 в полость С, рабочая жидкость создает в
5 ней давление, которое, воздействуя на лопасть 14, поворачивает ее совместно с валом 4 и кулачками 6. Кулачки 6, поворачиваясь, перемещают резьбонакатные пластины 2 и 3 в радиальном направлении и вдавливают их во внутреннюю поверхность заготовки, при этом возвратные пружины 10 растягиваются. Затем заготовке сообщают вращение. Комплекты пластин 2 и 3 вьщавливают резьбу на внутренней поверхности заготовки, вывинчиваясь из нее и перемещаясь по рабочим поверхностям кулачков в осевом направлении. Пруяданы И при этом сжимаются. Процесс формирования резьбы заканчивается в момент, .когда комплекты резьбовых пластин 2 и 3 полностью вывинчиваются из заготовки. В этот момент в полость Д подается рабочая жидкость и лопасть 14, вал 4 и кулачки 6 возвращаются в исходное положение. Возвратные пружины 10 перемещают пластины 2 и 3 в радиальном направлении, прижимая их к поверхности кулачков 6, а пружины 1I сжатия прижимают пластины к кольцам 5. Устройство снова готово к работе.
0
5
0
5
0
Предлагаемое устройство позволяет одновременно выдавливать правую и левую резьбы с одинаковыми или различными шагами на одной детали, при этом диаметры одновременно накатываемых резьб могут быть одинаковыми или
31
отличаться в незначительных пределах (15-20 мм).
Формула изобретения
1. Устройство для выдавливания внутренних- резьб на деталях, содержащее корпус с размещенным в его внутреннем отверстии валом, два комплекта резьбонакатных пластин, установленных в корпусе с возможностью осевого и радиального перемещения и подпружиненных в осевом и радиальном направлениях и механизм радиального перемещения резьбонакатньк пластин, отличающееся тем, что, с целью расширения технологических воз можностей за счет одновременного выдавливания левой и правой резьб,оно снабжено механизмом поворота вала, а
53560
механизм радиального перемещения резьбонакатных пластин вьтолнен в виде кулачков, жестко закрепленных на валу с возможностью взаимодействия с резьбонакатными пластинами, при этом один комплект резьбонакатных пластин выполнен с правым направлением винтовой линии, другой - с левым.
10
2. Устройство по П.1, о т л и - ча ощееся тем, что механизм поворота вала выполнен в виде лопас15 ти и двух маслоудерживающих колец, размещенных на валу, двух ограничительных пластин, жестко укрепленных во внутреннем отверстии корпуса, причем в корпусе выполнены два продоль20 ных канала для подвода и отвода жидкости.
ff
7 9
, V
Фиг.Ч
11
16
Фгл. З
16
Id
15
11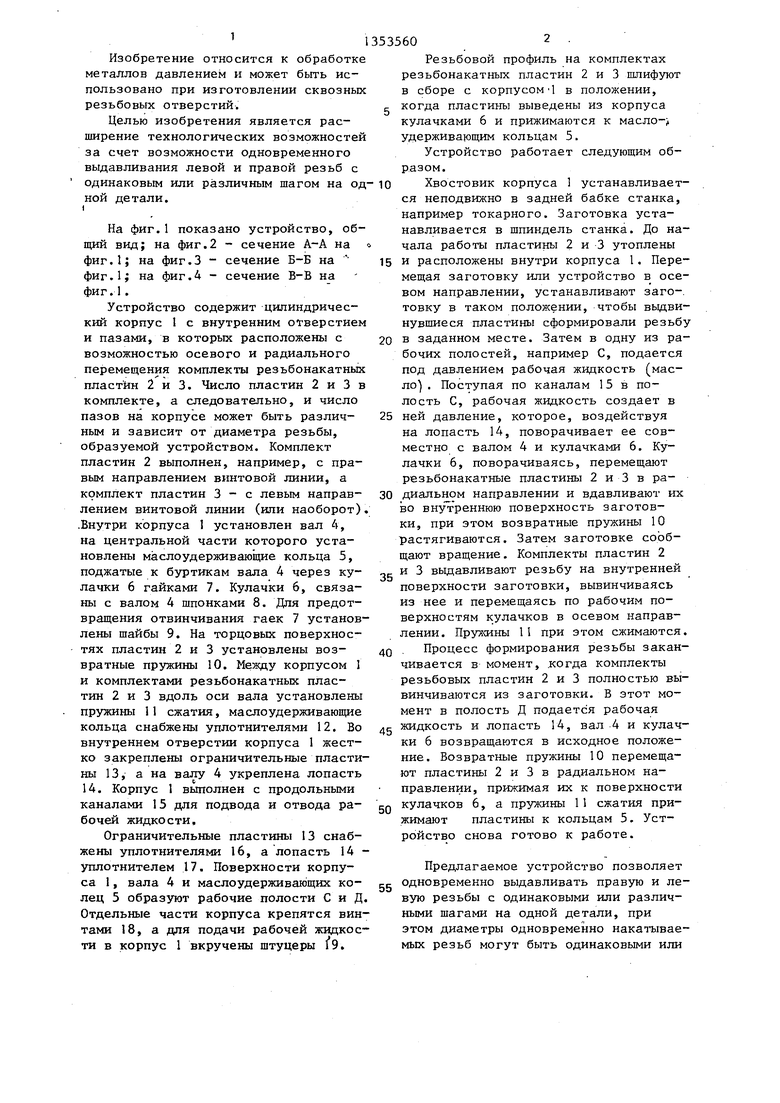
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдавливания внутренних разноименных резьб на полых деталях | 1991 |
|
SU1773545A1 |
| Устройство для выдавливания внутренних разноименных резьб на полых деталях | 1988 |
|
SU1701421A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253534C1 |
| Устройство для получения внутренних резьб на деталях | 1986 |
|
SU1411086A1 |
| Устройство для накатывания резьбы | 1983 |
|
SU1301539A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
Изобретение относится к обработ- ке металлов давлением в устройствах для накатывания сквозных резьбовых отверстий и позволяет расширить технологические возможности устройства за счет одновременного выдавливания левой и правой резьб с одинаковыми или различными шагами на одной детали. При накатьтании резьбы осуществляют поворот вала, расположенного внутри корпуса устройства. На валу жестко укреплены кулачки, которые при повороте перемещают в, радиальном направлении два комплекта резьбона- катных пластин, размещенных в корпусе. Пластины входят в соприкосновение с внутренней поверхностью детали. Затем детали сообщают вращение, .а резьбонакатные пластины выдавливают резьбу на внутренней поверхности заготовки, вывинчиваясь из нее и перемещаясь в осевом направлении. Процесс образования резьбы заканчивается,когда пластины полностью вывинчиваются из заготовки. После поворота вала под действием пружин пластины возвращаются в исходное положение. 1 з.п. ф-лы, 4 ил. i (Л
Редактор С.Патрушева
Составитель С.Чукаева Техред М.Ходанич
Заказ 5656/12Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор О.Кравцова
| Устройство для выдавливания внутренних резьб на деталях | 1980 |
|
SU975160A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
