Изобретение относится к технике нанесения покрытия на внутренние поверхности цилиндрических изделий сложного нрофи- ля и может быть использовано в машиностроении для формирования покрытий на втулках, цилиндрических деталях и других поверхностях тел вращения, имеющих сложный профиль, например, кольцевые поднутрения.
Цель изобретения - повышение надежности работы формы и улучшение качества изготовляемых изделий за счет обеспечения самоочистки сегментов от налипщего материала при разъеме формы.
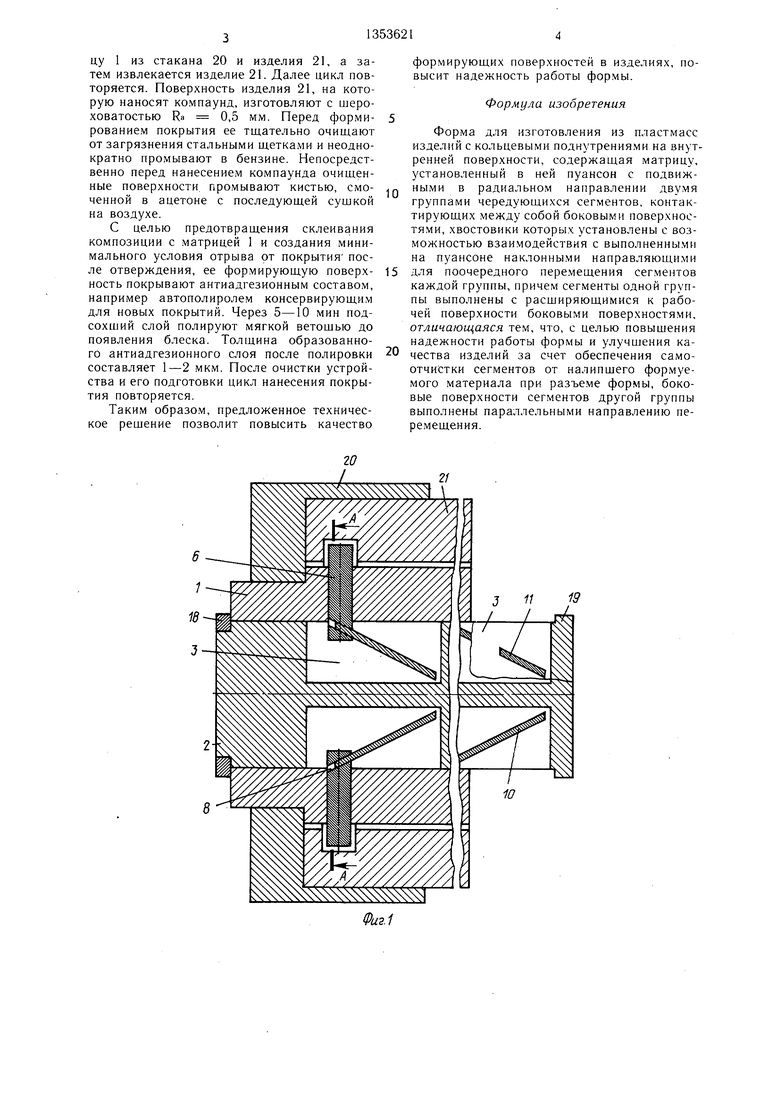
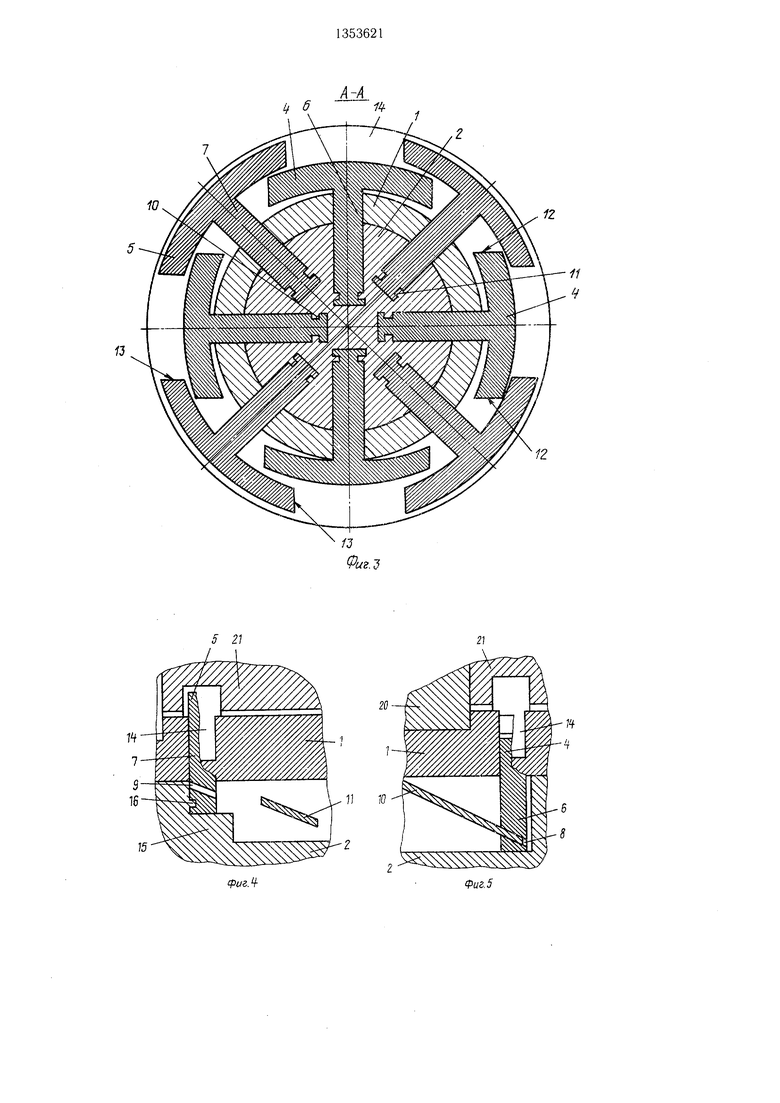
На фиг. 1 показана форма, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, с сегментами в нерабочем положении; на фиг. 4 - сегмент в рабочем положении, разрез; на фиг. 5 и 6 - сегменты в нерабочем положении, разрез.
Устройство включает матрицу 1, размещенный в ней пуансон 2 с пазами 3, две группы подвижных радиально-чередующих- ся сегментов 4 и 5, контактирующих между собой боковыми поверхностями. Сегменты 4 снабжены хвостовиками 6, а сегменты 5 - хвостовиками 7. В хвостовиках 6 выполнены впадины 8, а в хвостовиках 7 - впадины 9. На боковых поверхностях пазов выполнены чередующиеся наклонные направляющие 10 и 11. Наклонные направляющие 10 входят в зацепление с впадинами 8 хвостовиков 6, а наклонные направляющие 11 - в зацепление с впа- дина.ми 9 хвостовиков 7. Боковые поверхности 12 сегментов 4 выполнены параллель- направлению перемещения и продольной оси хвостовика. Боковые поверхности 13 сегментов 5 выполнены параллельными боковым поверхностям 12 соседних сег.ментов 4, т.е. сегмент 5 выполнен расширяющимся к рабочей поверхности боковыми поверхностями. Под сегментами 4 и 5 на внещней цилиндрической поверхности матрицы 1 выполнена кольцевая канавка 14. Для фиксации сегментов 5 в рабочем положении паз 3 выполнен со ступенькой 15 и штифтом 16. Штифт 16 при выдвинутых сегментах 4 и 5 входит во впадину 17 хвостовика 7. Наклонные направляющие 11 выполнены меньшей длины, чем наклонные направляющие 10. Ступенька 15 выполнена в дне паза 2 с наклонными направляющими 11 в противоположной от них стороне. Наклонные направляющие 10 и 11 размещены под острым углом к оси пуансона 2. Концы направляющих 10 и 11, размещенные ближе к оси пуансона 2, расположены в одной плоскости, которая перпендикулярна оси пуансона 2. На пуансоне 1 выполнены вь ступы 18 и 19. В стакан 20 помещают матрицу 1 и изделие 21.
Устройство работает,следующим образом.
В стакан 20 устанавливают изделие 21, а зате.м .матрицу 1 с сегментами 4 и 5 в нерабочем положении. В этом случае выступ 18 контактирует с-матрицей 1. Для установки сегментов 4 и 5 в рабочем положении перемещают пуансон 2 до упора выступа 19 в матрицу 1. Наклонные направляющие 10 и 11, входящие во впадины 8 и 9 хвостовиков 6 и 7, выдвигают сегменты 4 и 5 из кольцевой канавки 14. При выходе из впадин 9 наклонных направляющих 11 сегменты 5 хвостовиками 7 располагаются на ступеньках 15 и не двигаются в радиальном направлении при движении пуансона 2. Сегменты 4 продолжают радиальное движение при дальнейшем движении пуансона 2, так как направляющие 10 находятся в зацеплении с хвосто5 виками 6 посредством впадины 8. Сегменты 4 поверхностями 12 скользят по поверхности 13 сег.ментов 5, очищая ко.мпаунд, и при упоре выступом 19 в матрицу 1 образуют с сегментами 5 кольцевой выступ на наружной поверхности матрицы 1.
0Фиксация сегментов 5 происходит ступеньками 15, которые расположены в дне паза 3, и щтифтами 16, входящи.ми во впадины 17 хвостовиков 7. Фиксация сегментов 4 осуществляется наклонными направ5 ляющими 10, которые не выходят из впадин 8 хвостовиков 6. После этого в зазор, образованный поверхностью изделия 21, наружной поверхностью матрицы 1 и сегментами 4 и 5, вносят компаунд. Заливку производят при 40-50°С. После отверждения
0 покрытия приводят в движение пуансон 2. Выступ 18 начинает двигаться к матрице 1. Происходит отрыв сегментов 4 при взаи.модействии наклонных направляющих 10, входящих во впадины 8, и хвостовиков 6, которые расположены через одно ра- 5 диальное отверстие. Это приводит к уменьшению усилия во время отрыва фор.мирую- ших деталей от покрытия, в данном случае только сегментов 4. Происходит скольжение боковой поверхности 12 сегмента 4 по боковой поверхности 13 сегмента 5, что обес- печивает са.моочистку сегментов. В это время сегмент 5 неподвижен относительно сфор.мированной поверхности, так как хвостовик 7 движется по поверхности ступеньки 15 вдоль оси пуансона 2, а радиаль- 5 ные отверстия в матрице 1 обеспечивают возможность только радиального смешения хвостовиков 7.
Расположение хвостовиков 7 на ступеньках 15 предохраняет сегменты 5 от радиального перемещения к оси пуансона 2. 50 При входе наклонных направляющих 11 во впадины 9 хвостовиков 7 сегменты 5 начинают радиальное движение к оси пуансона 2. Это позволяет осуществлять последовательный отрыв сначала одной группы сегментов (сегментов 4), а затем другой 55 (сегментов 5). При контактировании выступа 18 с .матрицей 1 сегменты 4 и 5 располагаются в кольцевой канавке 14 и не выходят за пределы наружной поверхности матрицы 1. После этого извлекают матрицу 1 из стакана 20 и изделия 21, а затем извлекается изделие 21. Далее цикл повторяется. Поверхность изделия 21, на которую наносят компаунд, изготовляют с шероховатостью Ra 0,5 мм. Перед формированием покрытия ее тщательно очищают от загрязнения стальными щетками и неоднократно промывают в бензине. Непосредственно перед нанесением компаунда очищенные поверхности промывают кистью, смоченной в ацетоне с последующей сушкой на воздухе.
С целью предотвращения склеивания композиции с матрицей 1 и создания минимального условия отрыва от покрытия после отверждения, ее формирующую поверхность покрывают антиадгезионным составом, например автополиролем консервирующим для новых покрытий. Через 5-10 мин под- сохщий слой полируют мягкой ветощью до появления блеска. Толщина образованного антиадгезионного слоя после полировки составляет 1-2 мкм. После очистки устройства и его подготовки цикл нанесения покрытия повторяется.
Таким образом, предложенное техническое решение позволит повысить качество
5
0
формирующих поверхностей в изделиях, повысит надежность работы формы.
Формула изобретения
Форма для изготовления из пластмасс изделий с кольцевыми поднутрениями на внутренней поверхности, содержащая матрицу, установленный в ней пуансон с подвижными в радиальном направлении двумя группами чередующихся сегментов, контактирующих между собой боковыми поверхностями, хвостовики которых установлены с возможностью взаимодействия с выполненными на пуансоне наклонными направляющими для поочередного перемещения сегментов каждой группы, причем сегменты одной группы выполнены с расщиряющимися к рабочей поверхности боковыми поверхностями, отличающаяся тем, что, с целью повышения надежности работы формы и улучшения качества изделий за счет обеспечения самоотчистки сегментов от налипшего формуемого материала при разъеме формы, боковые поверхности сегментов другой группы выполнены параллельными направлению перемещения.
4
10
12
12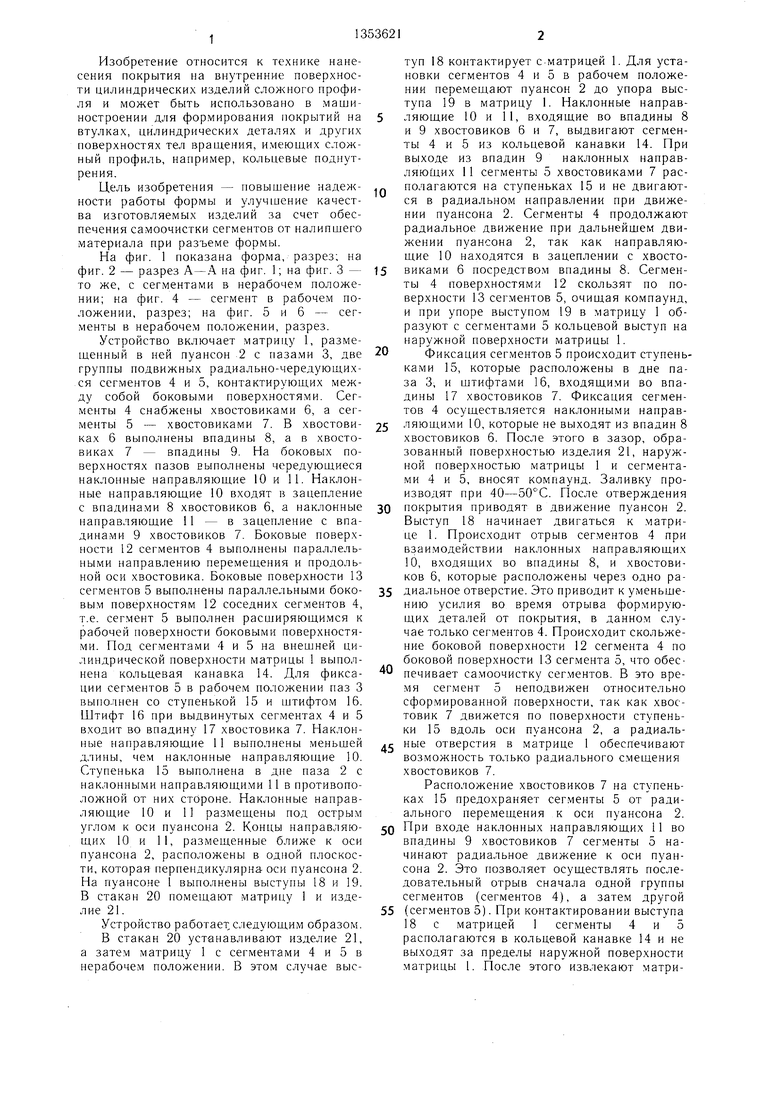
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ ПРЯМЫМ КОМПРЕССИОННЫМ ФОРМОВАНИЕМ | 2001 |
|
RU2279978C2 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1391918A1 |
| Литьевая форма | 1977 |
|
SU657995A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1988 |
|
SU1613349A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
Изобретение относится к технике нанесения покрытия на внутренние поверхности цилиндрических изделий сложного профиля и может быть использовано в машиностроении для формирования покрытий на втулках, цилиндрических деталях и других поверхностях тел вращения, имеюш.их сложный профиль, например кольцевые поднутрения. Цель изобретения - повышение надежности работы формы и улучшение каА-А честна изготовляемых изделий за счет обеспечения самоочистки сегментов от налипшего материала при разъеме формы. Для этого в форме, содержащей матрицу 1 и установленный в ней пуансон 2 и подвижные в радиальном направлении две группы чередующихся сегментов 4 и 5, контактирующих между собой боковыми поверхностями 12 и 13, хвостовики 6 и 7 которых установлены с возможностью взаимодействия с выполненными на пуансоне 2 наклонными направляющими 10 и 1 1 для поочередного перемещения сегментов каждой группы, причем сегменты одной группы выполнены с расширяющимися к рабочей поверхности боковыми поверхностями, а боковые поверхности сегментов другой группы выполнены параллельными направлению перемещения. При разъеме формы происходит скольжение боковой поверхности 12 сегментов 4 по боковой поверхности 13 сегментов 5, за счет чего обеспечивается са.моочистка сегментов. 6 ил. (О (Л со ел со 05 N3 10
5 21
2
15
риг.
fpiiz.S
| Управляемый мультивибратор | 1982 |
|
SU1045350A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
