Изобретение относится к обработке металлов давлением, а именно к конструкции штампов для изготовления деталей вьщавливанием.Целью изобретения является расширение технологических возможностей, повышение качества, а также надежности получаемых изделий.
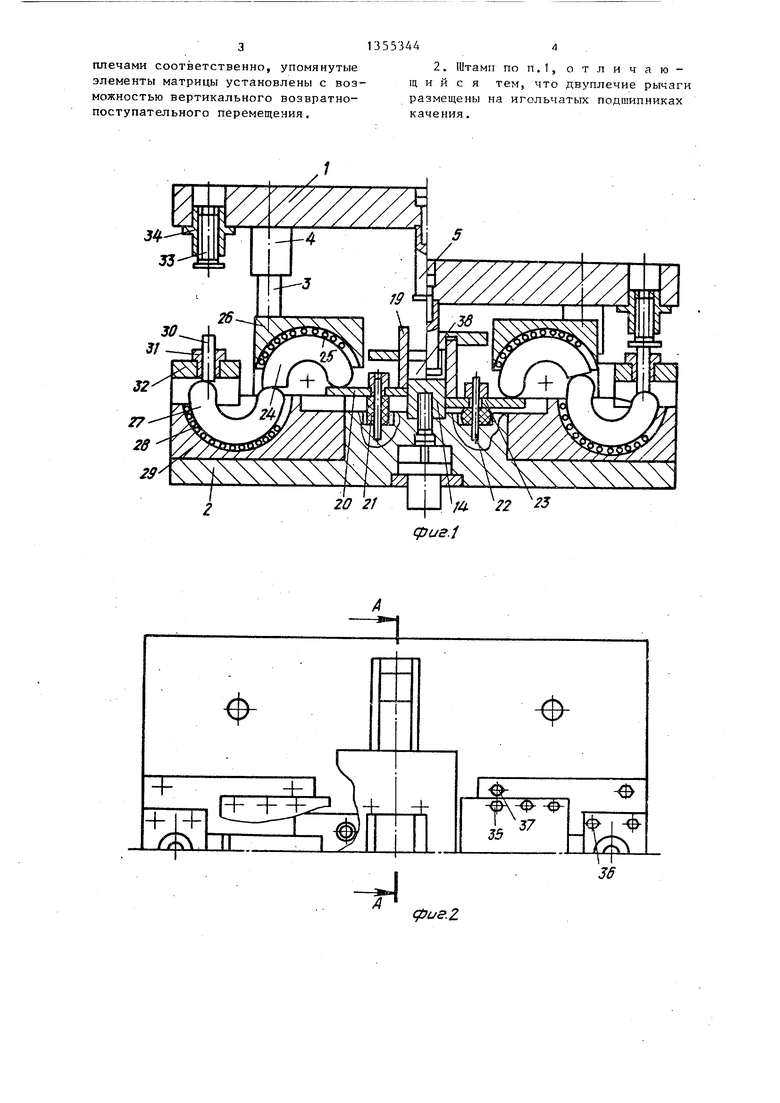
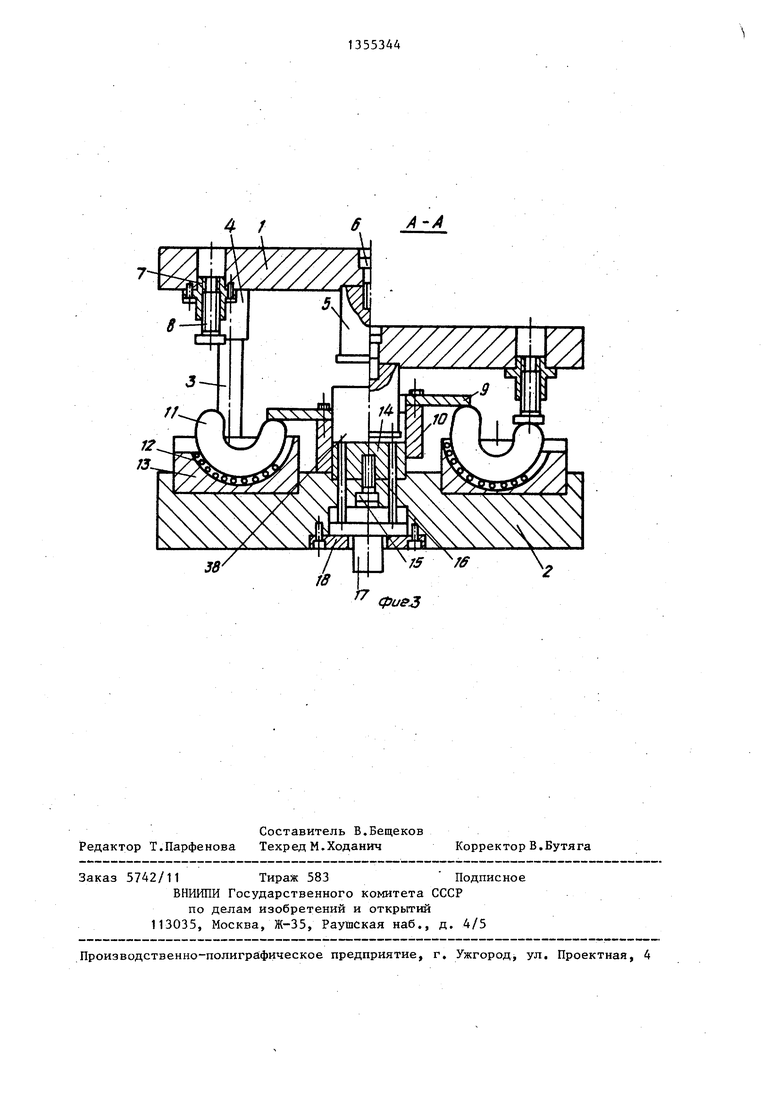
На фиг,1 представлен предлагаемый штамп, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.2.
Штамп состоит из верхней 1 и нижней 2 плит, связанных между собой ко- лоннами 3 и втулками 4. На верхней плите установлены пуансон 5, закрепленный винтом 6, и резьбовые втулки 7, в которые вворачиваются регулируемые упоры 8 привода промежуточной плиты 9, на которой смонтированы боковые матрицы для формовки, узких стенок 10. Привод промежуточной плиты 9 состоит из двух двуплечих рычагов 11, средней частью опирающихся на игольчатые подшипники 12 и на опоры 13, которые установлены на нижней плите 2. Неподвижньй элемент-14 матрицы закреплен на нижней плите 2 винтом 15. Толкатели 16 и опора 17 тол- кателей удерживаются в нижней плите фланцем 18. Боковые элементы 19 матрицы для формовки широких стенок закреплены на плитках 20, опирающихся
на упругие элементы 21 и направляе
мых штифтами 22 и втулками 23. Привод каждого бокового элемента матрицы отдельный и состоит из верхнего рычага 24, опирающегося на игольчатый подшипник 25 и верхнюю опрру 26, и НРЕК- него рычага 27, опирающегося на подшипник 28 и опору 29. Нижний рычаг 27 одним плечом взаимодействует с- верхним рычагом, а другим с толкателем 30, направляемым по втулке 31, уста- новленной в корпусе 32. Регулируемые упоры 33 ввернуты в гайки 34, закрепленные на верхней плите. Верхняя опора 26 и корпус 32 закреплены на нижней опоре 29 соответственно болтами 35 и 36. Нижняя опора 29 крепится к нижней плите 2 штампа болтами 37, Позицией 38 обозначена заготовка.
Штамп работает следующим образом.
В исходном положении верхняя плита 1 находится в крайнем верхнем положений, боковые элементы матрицы для формовки более узких стенок 10 опущены, а элементы матрицы для формо вки
5 О
5
0 g Q
е
широких стенок 19, закрепленные на плитках 20, удерживаются упругими элементами 21 в верхнем положении. Заготовка, прямоугольная в плане, устанавливается на неподвижный элемент 14 матрицы. Далее следует движение вниз ползуна пресса и верхней плиты 1 с закрепленными на ней пуансоном 5 и регулируемыми упорами 8-и 33. Пуансон входит в контакт с заготовкой 38 и начинает вытеснять металл в зазор между боковыми поверхностями пуансона и боковыми элементами матрицы для формовки узких 10 и широких 19 сте- нок. Идет процесс обратного вьщавли- вания, цель которого получить изделие коробчатой формы. Одновременно с началом деформирования заготовки регулируемые упоры 8 и 33 начинают взаимодействовать с рычагами 11 и 27, поворачивая их. Рычаги 11, поворачиваясь, перемещают промежуточную плиту 9 и закрепленные на ней боковые элементы матрицы для формовки узких стенок 10 в направлении течения металла. Рычаги 27 через рычаги 24 перемещают боковые элементы матрицы для формовки широких стенок 19 в направлении, противоположном течению металла. Величина скорости движения боковых элементов 10 и 19 матрицы определяется соотношением плеч рычагов 11, 24 и 27 и устанавливается оптимальной в зависимости от типоразмера штампуемых
изделий.
Форг-1ула изобрете.ния
1, Штамп для изготовления изделий коробчатой формы, содержащий подвижную верхнюю плиту с пуансоном и регулируемыми упорами, нижнюю плиту с элементами матрицы для формовки широких стенок изделия,, приводную промежуточную плиту с элементами матрицы для формовки узких стенок изделия, а также привод промежуточной плиты в виде двуплечих рычагов, отличающийся тем, что, с целью расширения технологических возможнос - тей штампа и повышение качества получаемых деталей, а также надежности, он снабжен приводом элементов матрицы для формова 1 я широких стенок изделия, выполненных в виде двух пар дополнительных двуплечих рычагов,, установленных с возможностью взаимодействия между собой одними плечами и с регулируемыми упорами верхней плиты и элементами матрицы другими
плечами соответственно, упомянутые элементы матрицы установлены с возможностью вертикального возвратно- поступательного перемещения.
13553441
2. Штамп ПОП.1, отличающийся тем, что двуплечие рычаги размещены на игольчатых подшипниках качения.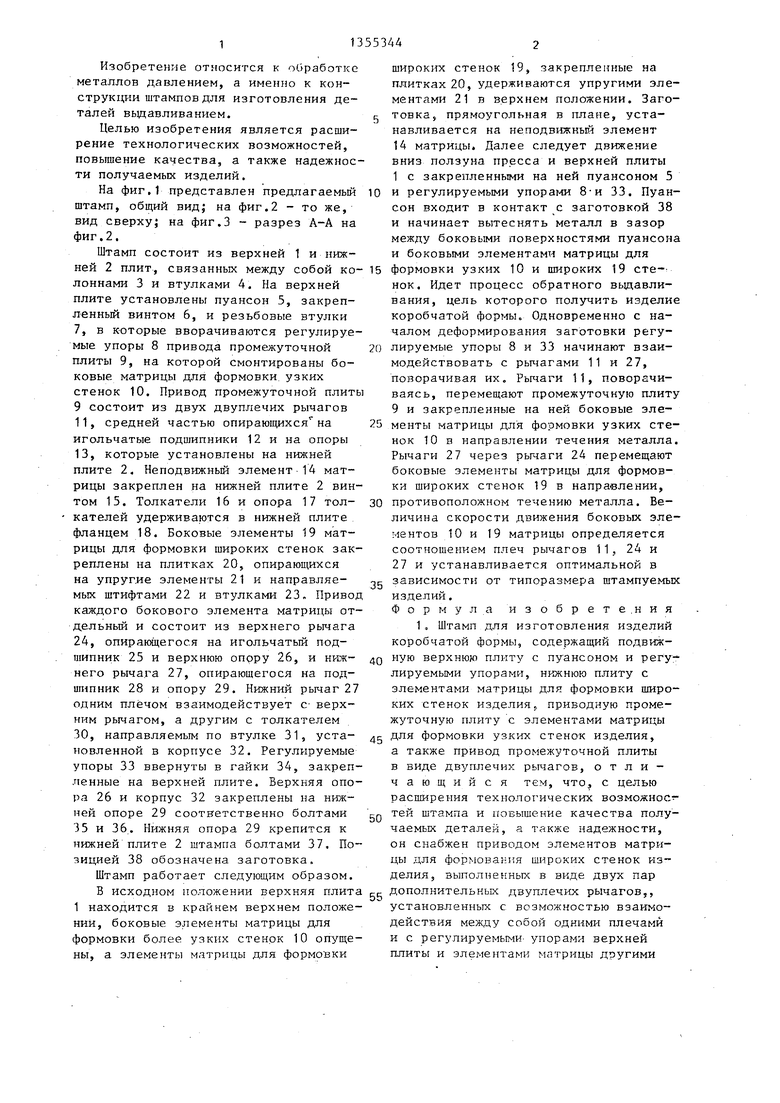
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий коробчатой формы | 1979 |
|
SU742026A1 |
| Штамп для изготовления изделий коробчатой формы | 1982 |
|
SU1057159A2 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Устройство для изготовления изгибанием за один ход объемных заготовок | 1960 |
|
SU144711A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения деталей коробчатой формы. Целью изобретения является расширение технологических возможностей штампа, повьш1ение качества получаемых деталей, а также надежности. Для достижения поставленной цели штамп снабжен приводом элементов матрицы для формирования широких стенок изделия. Привод выполнен в виде двух пар двуплечих рычагов, установленных с возможностью взаимодействия между собой одними плечами, а с регулируемыми упорами верхней плиты и указанными элементами матрицы - другими плечами соответственно. Двуплечие рычаги размещены на игольчатых подшипниках качения. При работе штампа величина скорости движения боковых приводных элементов матрицы определяется соотношением плеч рычагов, что устанавливается в зависимости от типоразмера штампуемых изделий. 1 з.п. ф-лы, 3 ил. d 9 (Л с со ел ел оо 4 4;
J4
(JJUS.i
фиг.г
4 /
38
/t /i
фивЗ
Составитель В.Бещеков Редактор Т.Парфенова Техред М.Ходанич
Заказ 5742/11 Тираж 583 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга
| Штамп для изготовления изделий коробчатой формы | 1979 |
|
SU742026A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
