Изобретение относится к обработ металлов давлением, а именно к кон струкциям штампов для изготовления изделий выдавливанием. По основному авт.св. № 742026 известен штамп для изготовления из делий коробчатой.формы, содержащий подвижную верхнюю .плиту с пуансоно нижнюю и приводную промежуточную плиты, а также матрицу, выполненну составной, причем ее элементы, пред назначенные для формовки более узких стенок изделия, смонтированы на промежуточной плите, а элементы матрицы для формовки более широких стенок изделия закреплены неподвиж но на нижней плите, при этом привод промежуточно плиты выполнен в виде шарнирно связанных средними своими частями с Нижней плитой двуплечих рычагов, взаимодействующих одними плечами с промежуточной плитой, а другими - с упорами, смонтированны ми на подвил(ной верхней плите. Штам такой конструкции дает возможность регулировать скоростью подъема под вижных частей матрицы высоты стено по широким и узким сторонам коробки за счет использования активного действия сил трения lj . НедостатЬк такого штампа состоит в невысоком качестве изготавливаемых изделий, что обусловлено невозможностью получения ровного торца стенок изделий, следствием чего является необходимость использования дополнительнойоперации - обрезки стенок, приводящей к потерям металла и снижению производительности. Цель изобретения - повышение качества изготавливаемых изделий и экономия металла. Указанная цель достигается тем, что штамп снабжен размещенной над матрицей дополнительной промежуточной плитой, связанной с верхней плитой тягами и подпружиненной относительно нее, а также смонтирован ной на дополнительной; плите втулкой охватывающей пуансон и имеющей рабочий участок со стороны матрицы, при этом подвижные секции матрицы снабжены регулируемыми Упорами, уст новленными с возможностью взаимодей ствия с дополнительйой промежуточной плитой. На фиг. 1 представлена схема шта па, общий вид; на фиг. 2 - вид на нижнюю часть штампа. В верхней плите 1 штампа располо жен узел 2 крепления пуансона 3, . к верхней плите крепятся упоры 4 и прижимное устройство., состоящее и направляющих 5, плиты б и упругих элементов 7, На нижней плите 8 винтами закреплен неподвижный элемент матрицы 9 и смонтирован выталкиватоль 10, а также крепятся механизм 11 подъема подвижных секций 12 матрицы и механизм 13 возврата. Регулируемые упоры 14 служат для точного установления времени действия плиты 6. Для смягчения удара во время возвращения подвижных секций 12 матрицы в исходное положение служит полиуретановый буфер 15. Направление верхней плиты относительно нижней осуществляется колонками 16 и втулками 17. На дополнительной промежуточной плите размещена втулка 18,-имеющая рабочий участок, соответствующий конфигурации зазора между пуансоном и матрицей. Нижняя плита закрепляется на столе любого пресса, имеквдего выталкиватель, а верхняя плитакрепится к подвижному ползуну пресса. Штамп работает следующим образом. Плита. 1 с закрепленным на ней пуансоном 3 движется вниз, направляемая по колонкам 16 и втулкам 17. После соприкосновения пуансона 3 и рабочего участка втулки 18 с заготовкой, установленной на матрицу 9., и достижения усилия, необходимого для выдавливания, металл заготовки начинает вытекать в зазор между пуансоном 3 и секциями 12 матрицы, при этом под действием усилия прижима от плиты 6 действующего на верхний торец с усилием Р dgF (где ds г напряжение текучести металла, соо.тветствующее данной степени деформации, F - площадь верхнего торца коробочки), формируется ровный торец верхней части изделия. После достижения хода пуансона 1/3 от рабочего хода подвижные секции 12 матрицы начинают полниматьс.я под действием механизма 11 подъема со скоростью, опережающей скорость истечения металла заготовки в стенках, облегчая истечение металла, и вследствие касания упора 14 плиты б действие усилия прижима последней прекращается, снижая тем самым- усилие на пуансоне. Далее плита б движется вместе с подвижными стенками матрицы до тех пор/ пока зазор между пуансоном-3 и данной частью матрицы 9 не достигнет требуемой величины. Затем верхняя плита вместе с пуансоном возвращается в исходное положение, а выталкиватель пресса, воздействуя на заготовку через выталкиватель 10, выталкивает изделие из матрицы.Под действием механизма 13 возврата секции 12 матрицы возвращаются в исходное положение.. По сравнению с базовым объектом, в качестве которого принят прототип, изобретение обеспечивает повышение качества изготавливаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий коробчатой формы | 1979 |
|
SU742026A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для выдавливания | 1978 |
|
SU700261A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Штамп для выдавливания изделийКОРОбчАТОй фОРМы | 1978 |
|
SU816653A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для обратного выдавливания изделий типа стаканов | 1987 |
|
SU1472172A1 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |

ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ КОРОБЧАТОЙ по авт.св. № 742026, о т л и ч а ю щ и и с я тем, что, с цепью повьшхения качества изготавливаемых изделий и экономии металла, он снабжен размещенной над матрицей дополнительной промежуточной плитой, связанной с верхней плитой тягами и подпружиненной относительно нее, а также смонтированной на дополнительной плите втулкой, охватывакадей пуансон и имеющей рабочий участок со стороны матрицы, при этом подвижные секции матрицы снабжены регулируе1 0 ми упорами, установленными с возможностью взаимодействия с дополнительной промежуточной плитой. (Л С Mt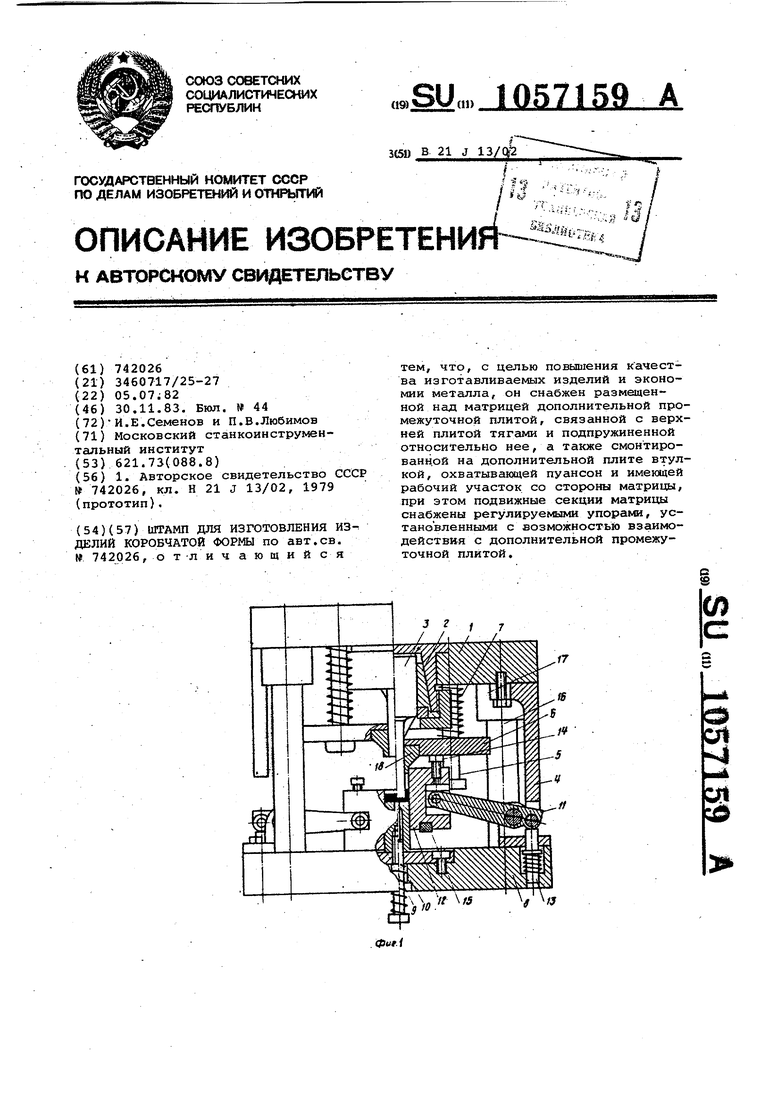
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для изготовления изделий коробчатой формы | 1979 |
|
SU742026A1 |
