Изобретение относится к электрофизическим методам обработки материалов, в частности к электроэрозионному вырезанию деталей, преимущест- -венно штампов и пресс-форм из двухслойного материала - слоев стали и твердого сплава.
Целью изобретения является повышение производительности процесса электроэрозионной вырезки двухслойных заготовок, состоящих из слоев стали и твердого сплава,
На фиг, 1 приведена схема вырезания заготовки из двухслойного материала в двухслойной рабочей среде из двух несмешивающихся технологических жидкостей электродом-проволокой; на фиг, 2 - сечение рабочей зоны по оси электрода-проволоки плоскостью, перпендикулярной направлению вырезания.
Обработку ведут при относительном перемещении перематывающейся катушки на катушку (не показаны)«электрода-проволоки 1 и вырезаемой заготовки, состоящей из двух слоев 2, 3 материалов с различными технологическими свойствами. Такой заготовкой является заготовка матрицы штампа, один из слоев которой представляет собой твердый сплав, а другой - сталь. Рабочую среду составляют из двух несмешивающихся между собой технологических жидкостей 4,5, при этом плоскость раздела слоев технологических жидкостей совмещают с плоскостью раздела слоев материала и за- готовки (фиг, 1,2), Технологические жидкости подбирают исходя из условий наибольшей производительности -обработки материала, располагаемого в слое. Так, для указанной пары материалов, применяемых при совместной вырезке (твердый сплав и сталь) стал располагают в. слое воды, а твердый , сплав - в слое смеси углеводородов, например керосина. При совместном вырезании стали и твердого сплава производительность процесса в однородной среде невысока ввиду того, что технологические свойства твердого сплава и стали существенно различаются, и совместная их обработка в технологической жидкости, благоприятной при вырезании одного материала, будет ухудшаться вследствие того,что эта среда создает неблагоприятные условия для другого материала.
Поэтому проведение вырезания совместно твердого сплава -со сталью по предлагаемому способу, при котором межэлектродный промежуток между проволокой и сталью заполнен водой, а между проволокой и твердым сплавом - смесью углеводородов, приводит к существенному повьш1ению про- изводительности.
При осуществлении способа возникает дополнительный эффект. Так, при движении проволоки 1 через поверхность раздела в направлении А из смеси углеводородов, являющейся технологической жидкостью при обработке твердого сплава слоя 2, в воду, являющуюся средой для стали, на поверхности проволоки остается слой технологической жидкости. При этом улучшаются диэлектрические свойства межэлектродного зазора сГ, что позволяет уменьшить величину межэлектродного зазора, а следовательно, уменьшить ширину реза и тем самым повысить производительность вырезания и качество обработки, что особенно важно при обработке прецизионных деталей. При этом пленка технологической жидкости 4, являющейся смесью углеводородов, не ухудшает процесс обработки стали в воде, так как расплавление, испарение, эвакуация металла из лунки осуществляют- ся в воде. Этот эффект можно обеспечить при обработке стальных заготовок, расположив над поверхностью воды слой смеси углеводородов,
Формула изобретения
Способ электрообработки биметаллов . в жидкой рабочей среде, состоящей из двух слоев несмешивающихся жидкостей i
воды и. смеси углеводородов, отличающийся тем, что, с целью повышения производительности процесса при обработке перемещаемым в зоне обработки непрофилированным электродом-проволокой двухслойных заготовок, состояш гх из слоев стали и твердого сплава, плоскость раздела слоев заготовки совмещают с плоскостью раздела слоев рабочей среды,
размещая слой стали в слое воды, а электрод-проволоку перемещают в зоие обработки со стороны слоя смеси углеводородов ,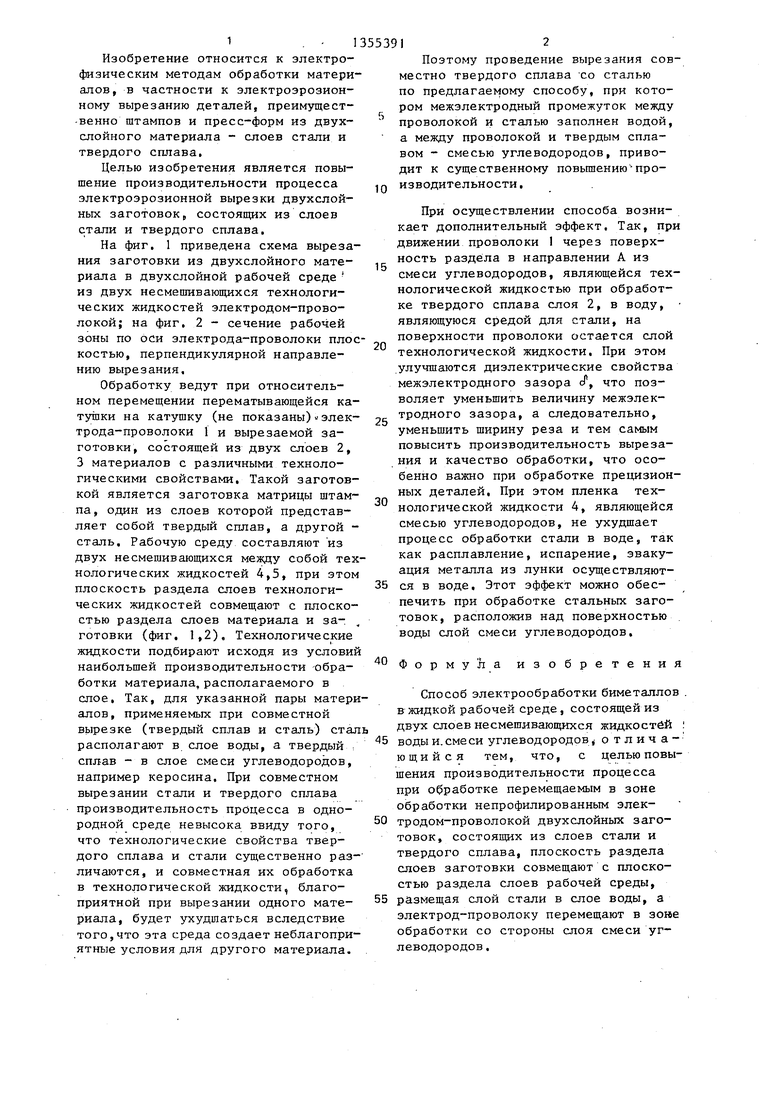
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая жидкость для электроэрозионного вырезания электродом-проволокой | 1979 |
|
SU776838A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОВОЛОЧНОЙ ВЫРЕЗНОЙ ОБРАБОТКИ | 2021 |
|
RU2772410C1 |
| Способ электроэрозионного вырезания | 1978 |
|
SU709305A1 |
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| Рабочая среда на водной основе для электроэрозионной обработки | 1989 |
|
SU1673328A1 |
| Способ электроэрозионной обработки | 1987 |
|
SU1562076A1 |
| Способ изготовления мелкоструктурных деталей из фольговых заготовок | 1972 |
|
SU424396A1 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| Способ электроэрозионной обработки | 1987 |
|
SU1583235A1 |
| Способ изготовления твердосплавных матриц | 1987 |
|
SU1581491A1 |

Изобретение может быть использовано для электроэрозионной вырез-, ки непрофилированным электродом- проволокой двухслойных заготовок, состоящих из слоев, стали и твердого сплава. Цель изобретения - повьшение| производительности и процесса электроэрозионной вырезки двухслойных заготовок, состоящих из слоев стали и твердого сплава. Для обработки используют двухслойную рабочую среду, состоящую из слоя 4 смеси углеводородов и слоя 5 воды. Слой 2 твердого сплава помещают в слое смеси углеводородов, а слой стали - в слое воды, а электрод-проволоку 1 перемещают со стороны слоя смеси углеводородов. 2 ил. (Л со О1 сд 00 Риз. i
Редактор М, Келемеш
Составитель Н, Глаголев
Техред М.Дкцык Корректор Л. Патай
Заказ 5744/13 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| СПОСОБ ЗАЩИТЫ НЕОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 0 |
|
SU344954A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
