ти и качества сетки. Прием поперечной проволоки 8 осуществляется в зоны зажима 24 и соосно расположенные с ними фильеры. После этого поворачивается профильный кулачок 18, который взаимодействует с рычагами 22, осущеставляющими зажим проволоки. Затем производится поворот профиль1
Изобретение относится к машиностроению, в частности к производству машин для контактной точечной Ъварки, и может найти применение при изготовлении проволочных сеток в различных отраслях народного хозяйства.
Целью изобретения является упрощение конструкции, повьшение производительности и качества сетки. I
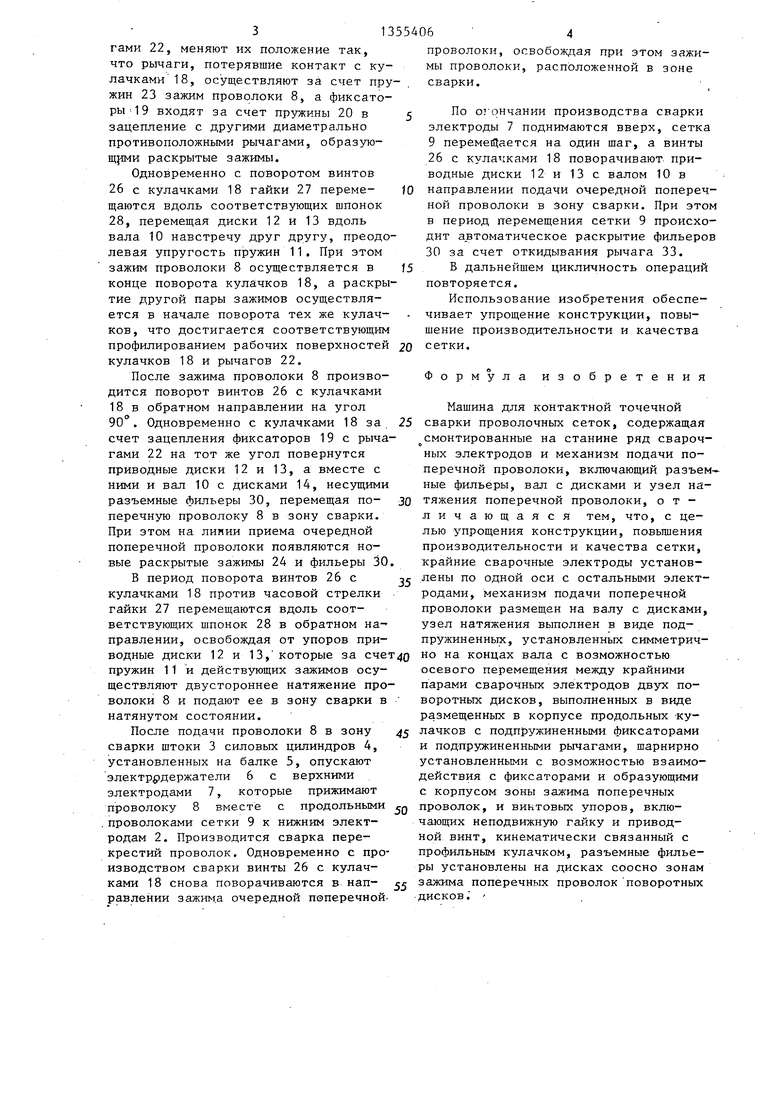
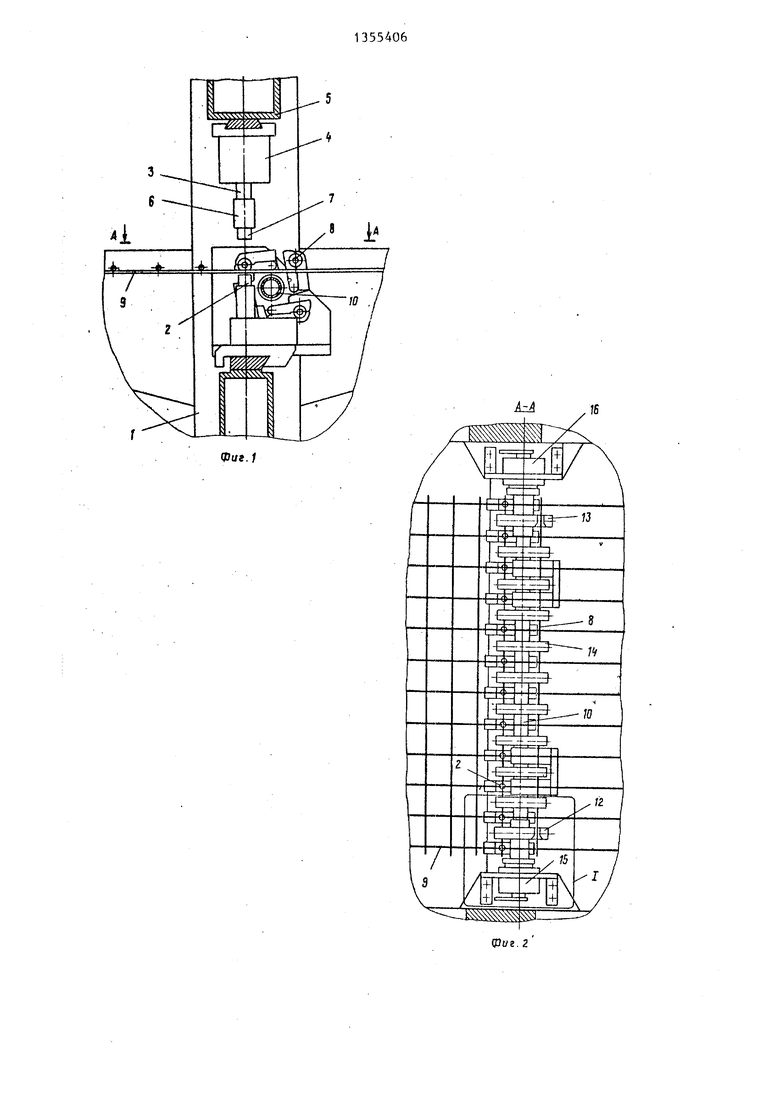
На фиг.1 показана щ)едложенная машина, вид сбоку; на фиг.2 - разрез А-А на фиг,1; на фиг.З - узел на
фиг.2 (приводной диск с ВИНТОВЫМ
упором); на фиг.4 - разрез Б-Б на фиг.З; на фиг.З - разрез В-В на фиг.З; на фиг.6 - разрез Г-Г на фиг.З.
Машина содержит станину 1, на которой установлен сварочный блок с нижними неподвижными электродами 2. На штоках 3 силовых цилиндров 4, смонтированных на верхней балке 5, .установлены электрододержатели 6 с верхними электродами 7.
Механизм подачи поперечной про- волоки 8 в зону сварки ее с продоль- ными проволоками сетки 9 размещен на валу 10. На противоположных концах вала 10 в промежутках между крайними парами электродов расположены со свободой осевого перемещения подпружиненные пружинами 11 приводные диски 12 и 13, а между остальными электродами на этом же валу установлены диски 14.
Приводные диски 12 и 13 снабжены винтовыми упорами 15 и 16, и представляют собой рычажно-кулачковый поворотный механизм, включающий корпус 17, профильный кулачок 18 с фиксаторами 19, подпружиненными пружиных кулачков в обратном направлении на тот же угол поворота фильер, перемещающих поперечную проволоку 8 в зону сварки,, Осуществляется приварка продольного элемента с поперечным, который в зону сварки подают в натянутом состоянии. Сетка перемещается на шаг. 6 ил.
ной 20, и установленные на осях 21 рычаги 22, подпру :иненные пружинами 23 и образующие с корпусом 17 четы- ре одинаковые равномерно pacnoj KmeH- ные зоны 24 зажима. Приводные диски 12 и 13 кинематически связаны с валом 10 шлицевым соединением, а с корпусом станины 1 - храповым механиз- мом, обеспечивающим вращение дисков с валом только в одном направлении. Винтовые упоры 15 и 16 представляют собой винтовые пары соответственно с левой и правой трапецеидальной резьбой (крупного шага), каждая из которых установлена в неподвижном корпусе 25 и включает в себя виит- 26, кинематически связанный с кулачком 18 и ограниченный от осевого перемещения при вращении, а также гайку 27,. имеющую свободу осевого перемещения вдоль шпонки 28.
Диски 14 представляют собой кор- пус 29 с четырьмя равномерно распо- ложенными по окружности соосно с зонами 24 разъемными фильерами 30, включающими неподзижные рычаги 31 и поворотные относительно осей 32 рычаги 33, подпружиненные пластинчаты- ми пружинами 34.
Машина работает следующим образом.
Прием поперечной проволоки 8 осуществляется в раскрытые зоны 24 зажима и соосно расположенные с ними фильеры 30. После приема проволоки 8 винты 26 винтовьтх упоров 13 и 16 поворачиваются вместе с профильными кулачками 18 на угол 90° по часовой стрелке. При этом приводные диски 12 и 13, а вместе с ними и вал 10 остаются неподвижными. Профильные кулачки 18, взаимодействуя с ркча
гами 22, меняют их положение так, что рычаги, потерявшие контакт с кулачками 18, осуществляют за счет пружин 23 зажим проволоки 8, а фиксаторы 1 9 входят за счет пружины 20 в зацепление с другими диаметрально противоположными рычагами, образую- щ}1ми раскрытые зажимы.
Одновременно с по воротом винтов 26 с кулачками 18 гайки 27 перемещаются вдоль соответствующих шпонок 28, перемещая диски 12 и 13 вдоль вала 10 навстречу друг другу, преодолевая упругость пружин 11, При этом зажим проволоки 8 осуществляется в конце поворота кулачков 18, а раскрытие другой пары зажимов осуществляется в начале поворота тех же кулачков, что достигается соответствующим профилированием рабочих поверхностей кулачков 18 и рычагов 22.
После зажима проволоки 8 производится поворот винтов 26 с кулачками 18 в обратном направлении на угол 90. Одновременно с кулачками 18 за счет зацепления фиксаторов 19 с рычагами 22 на тот же угол повернутся приводные диски 12 и 13, а вместе с ними и вал 10 с дисками 14, несущими разъемные фильеры 30, перемещая поперечную проволоку 8 в зону сварки. При этом на линии приема очередной поперечной проволоки появляются новые раскрытые зажимы 24 и фильеры 30
В период поворота винтов 26 с кулачками 18 против часовой стрелки гайки 27 перемещаются вдоль соответствующих шпонок 28 в обратном направлении, освобождая от упоров при
водные диски 12 и 13, которые за счет40 но а концах вала с возможностью пружин 11 и действующих зажимов осуществляют двустороннее натяжение проволоки 8 и подают ее в зону сварки в натянутом состоянии.
После подачи проволоки 8 в зону 5 сварки штоки 3 силовых цилиндров 4, установленных на балке 5, опускают электррдержатели 6 с верхними электродами 7, которые прижимают проволоку 8 вместе с продольными Q .проволоками сетки 9 к нижним электродам 2. Производится сварка перекрестий проволок. Одновременно с производством сварки винты 26 с кулачками 18 снова поворачиваются в нап- равлении зажим.а очередной поперечной.
осевого перемещения между крайним парами сварочных электродов двух воротных дисков, выполненных в ви размещенных в корпусе продольных лачков с подпружиненными фиксатор и подпружиненными рычагами, шарни установленными с возможностью вза действия с фиксаторами и образующ с корпусом зоны зажима поперечных проволок, и винтовых упоров, вклю чающих неподвижную гайку и привод ной винт, кинематически связанный профильным кулачком, разъемные фил ры установлены на дисках соосно зо зажима поперечных проволок поворот дисков.
355406 4
проволоки, освобождая при этом зажимы проволоки, расположенной в зоне сварки.
5
0
5
0
5
По о ончании производства сварки электроды 7 поднимаются вверх, сетка 9 переме1Цается на один шаг, а винты 26 с кулачками 18 поворачивают приводные диски 12 и 13 с валом 10 в направлении подачи очередной поперечной проволоки в зону сварки. При этом в период перемещения сетки 9 происходит а.втоматическое раскрытие фильеров 30 за счет откидывания рычага 33.
В дальнейшем цикличность операций повторяется.
Использование изобретения обеспечивает упрощение конструкции, повышение производительности и качества сетки.
Формула изобретения
Машина для контактной точечной сварки проволочных сеток, содержащая смонтированные на станине ряд сварочных электродов и механизм подачи поперечной проволоки, включающий разъемные фильеры, вал с дисками и узел натяжения поперечной проволоки, отличающаяся тем, что, с целью упрощения конструкции, повьшения производительности и качества сетки, крайние сварочные электроды установлены по одной оси с остальными электродами, механизм подачи поперечной проволоки размещен на валу с дисками, узел натяжения выполнен в виде подпружиненных, установленных симметрично а концах вала с возможностью
осевого перемещения между крайними парами сварочных электродов двух поворотных дисков, выполненных в виде размещенных в корпусе продольных кулачков с подпружиненными фиксаторами и подпружиненными рычагами, шарнирно установленными с возможностью взаимодействия с фиксаторами и образующими с корпусом зоны зажима поперечных проволок, и винтовых упоров, включающих неподвижную гайку и приводной винт, кинематически связанный с профильным кулачком, разъемные фильеры установлены на дисках соосно зонам зажима поперечных проволок поворотных дисков.
Фиг./
10
т
7«
ъ
26
25
Фиг.З
J8
2f
IS
и
Редактор М.Келемеш
Составитель Э.Ветрова Техред Л.Олийнык
Заказ 5745/14Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
поделам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор И.Эрдейи
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Машина для контактной точечнойСВАРКи CETOK | 1978 |
|
SU837668A1 |
| Двухэлектродная сварочная головка | 1980 |
|
SU910385A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для непрерывного изготовления плоских арматурных сеток | 1989 |
|
SU1622100A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |

Изобретение относится к машиностроению, в частности к производству машин для контактной точечной сварки, и может найти применение при изготов- олении проволочных сеток в различных отраслях народного хозяйства. Целью изобретения является упрощение конструкции, повьшение производительнос 3-S 2« (Л а 00 СП СЛ 05 19 1В 21 фиг. 5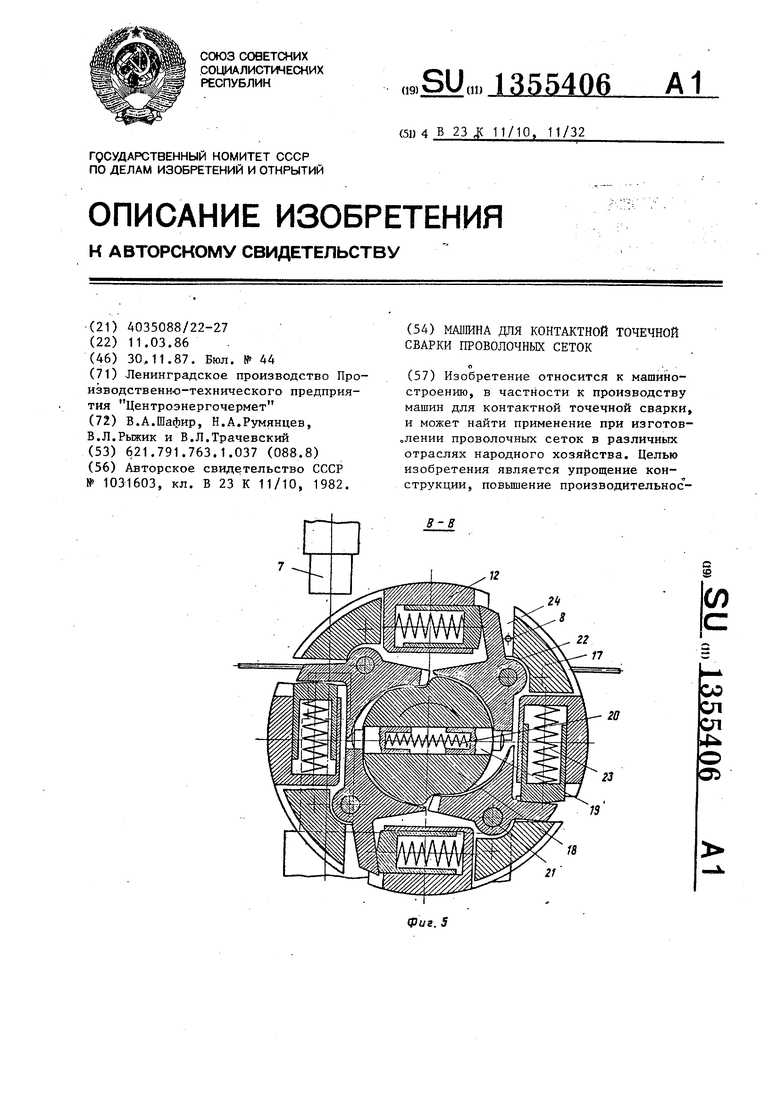
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
